
脉动真空灭菌器的工作原理及维修
2024-03-15 09:54:36侯振生邢宝龙曹镇岳张锦昊曹世纪崔晓宇
设备管理与维修 2024年3期
侯振生,邢宝龙,曹镇岳,张锦昊,曹世纪,崔晓宇
(北京生物制品研究所有限责任公司,北京 100176)
0 引言
脉动真空灭菌器是现代药品生产中常用的重要灭菌设备,广泛运用于各种无菌产品的生产过程,也可用于对干热灭菌不敏感产品的最终灭菌。高压蒸汽灭菌法利用高温饱和水蒸气释放的潜热进行灭菌,是可靠、有效的灭菌方法,适用于耐高温、耐高压、不怕潮湿的物品。脉动真空式蒸汽灭菌器温度可达132~135 ℃,具有灭菌周期短、效率高、自动化程度高、节省人力、时间和能源的优点。其腔体内冷空气排除可靠、充分彻底,对物品包装、排放要求较低,且真空状态下物品不易氧化损坏。由于设备日常维护工作量多,对灭菌器腔体密封性要求较高。
1 工作原理
脉动真空式高压蒸汽灭菌器是现代化药品生产中所采用的典型高压蒸汽灭菌器。设备基本结构如图1所示。灭菌时,双侧门关闭依靠压缩空气顶出密封圈进行密封。脉动时,先用真空泵将内室压力抽到设置值(一般选取-80 kPa),然后向内室补充纯蒸汽到设置值(一般选取+80 kPa),脉动次数根据内容物及验证确认,一般设置为3 次。升温、灭菌时,夹套内通入工业蒸汽,内室通入纯蒸汽对锅内物品进行灭菌。夹套通过疏水器进行冷凝水排放,内腔通过F5 阀门脉动开启进行排水。一般选用T1 温度探头作为控温探头,测量并控制内室温度。根据内容物的不同,脉动真空灭菌器设置了液体和固体程序。
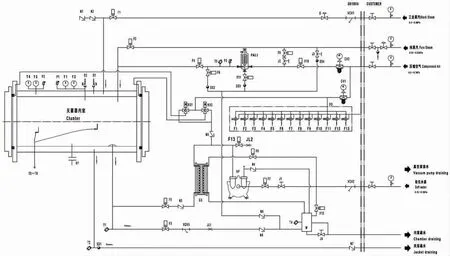
图1 脉动真空灭菌器PID
设备为洁净区设置了开门保护,未完成灭菌程序时出料门不得开启,以防低级别空气污染高级别区域。双门不得同时开启,以防不同洁净区互通。为保证人员安全,设置设备内室温度、压力开门阈值,如果实际温度、压力高于设置值则不得开门。为保护灭菌物不被污染,设置F5 在内室负压情况下无法开启,手动阀岛也不得开启阀门。
1.1 液体程序
液体程序为置换—升温—灭菌—排汽—结束(图2)。
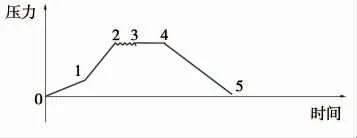
图2 液体程序流程工作曲线
(1)置换:进汽阀打开内室进蒸汽,同时排气阀打开,排除内室冷空气。
(2)升温:通过向内室注入饱和蒸汽,使得内室温度逐渐上升达到灭菌温度。
(3)灭菌:通过间隔注入内室饱和蒸汽,维持内室温度在设定的灭菌温度,对灭菌物品进行灭菌处理。
(4)排汽:将内室内蒸汽排泄至压力0 位。
(5)结束:向内室补充空气至压力0 位。
1.2 固体程序
脉动真空高压蒸汽灭菌器在通入蒸汽前有一个预真空阶段,即腔体内抽压至设置值(一般选取-80 kPa),然后内腔通入纯蒸汽,使其压力达到预设值(一般选取80 kPa),经3 次往复后,原腔体内的冷空气99.9%被置换出去。
固体程序为脉动—升温—灭菌—排汽—干燥—结束。
(1)脉动:通过一次或多次抽空—注入蒸汽,逐步将内室空气排除99%以上,并对灭菌物品进行预热。
(2)升温:通过向内室注入饱和蒸汽,使得内室温度逐渐上升到灭菌温度。
(3)灭菌:通过间隔注入内室饱和蒸汽,维持内室温度在设定的灭菌温度,对灭菌物品进行灭菌处理。
(4)排汽:将内室内蒸汽排泄至压力0 位。
(5)干燥:对内饰进行抽空处理,干燥灭菌后的物品。
(6)结束:向内室补充空气至压力0 位。
对于不同固体,程序上略有区别,其中主要区别在干燥段(图3~图5)。
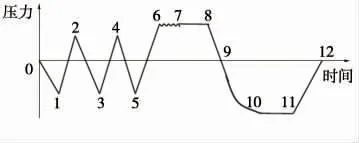
图3 织物流程工作曲线
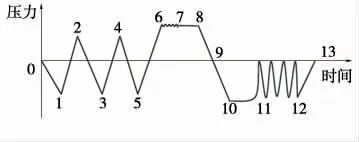
图4 胶塞程序流程工作曲线
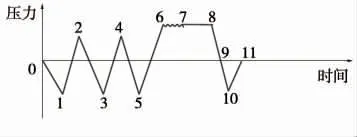
图5 器械程序流程工作曲线
2 故障维修
脉动真空灭菌器常见故障主要有:①无法到达灭菌温度,设备不能灭菌;②脉动无法到达设置下限;③设备关门、开门无法到位;④滤芯无法到达灭菌温度;⑤跑冒滴漏等漏水、漏汽现象;⑥压力与温度不对应。根据工作经验,结合实际案例介绍典型故障的诊断与维修方法。
2.1 灭菌温度无法达到预设值故障
故障案例1:程序进行到升温阶段,内室温度在110 ℃左右,压力0.12 MPa,无法进入灭菌阶段。
维修方法:检查纯蒸汽供应0.3 MPa、工业蒸汽供汽0.4 MPa、压缩空气0.7 MPa,能源供应均正常。程序设置内室压力0.12 MPa,夹套压力0.11 MPa;进汽阀门F2 设置关闭15 s、开启5 s,均正确。检查设备,夹套实际压力0.11 MPa,温度120 ℃,正确。由于灭菌器温度是由内室压力决定的,怀疑是内室压力传感器故障造成压力指示偏高。但与内室表对比,二者压力相等,两元件同时出现故障的概率极低。该设备门是用压缩空气推动密封圈进行密封的,密封圈长时间不清洗会导致与门框槽摩擦力过大,密封条与内室密封不严,使得压缩空气进入内室,导致压力升高。进入内腔进行检查,用泡沫水检测,发现由于外侧门条密封不严,导致压缩空气进入内腔,造成压力显示高,使设备关闭进汽阀,造成进蒸汽量减少,温度无法达到设置温度。清洗密封条及门框槽后,再次启动程序系统恢复正常。
故障案例2:程序进行到灭菌阶段,内室温度在121 ℃附近波动,无法完成灭菌。
维修方法:检查纯蒸汽供应0.35 MPa,工业蒸汽供汽、压缩空气、软化水供应均正常。程序设置内室压力0.12 MPa,夹套压力0.11 MPa;进汽阀门F2 开启、关闭设置时间均正确。夹套实际压力0.11 MPa、温度120.5 ℃,正确。检查门密封,无向室内漏压缩空气现象。内室温度传感器T5T6 温度为123 ℃,校准T1 温度传感器,合格。检查时发现内室存在大量冷凝水,分析可能是F5 排气疏水阀或单向阀N7 故障,造成疏水排汽不畅,导致T1 温度跳动。检查F5 正常,检查N7单向阀时,发现蒸汽从热排管线返出来。为检测下水管道压力,接入一块压力表,示数接近0.1 MPa。于是找到了故障原因,是热排管线背压过高造成内室无法排汽,从而导致温度上下波动,无法完成灭菌。继续检查相关管线,发现附近其他设备的疏水器故障,直接将蒸汽排入热排管线,造成热排管线压力过高,造成脉动真空灭菌器灭菌异常。更换故障设备疏水器,热排管线背压基本为0,设备恢复正常。
2.2 脉动时无法达到下限值故障
故障案例:设备运行固体程序,启动后脉动阶段,内腔压力抽至-0.04 MPa 左右,维持不动。
维修方法:蒸汽、空气压力正常,程序各参数设置正确,真空泵正常运转。压力传感器与内室压力表指示相同。由于门可以开启关闭,并且能抽到-0.04 MPa,怀疑设备密封存在问题,导致无法抽到设置压力。检查设备各密封部位,并检查所有与内腔连接管线,并未发现漏点。但发现真空泵工作噪声较正常工作时偏大。检查真空泵,电流正常。此泵为水环真空泵,拆开水管检查软化水,发现无水。联系供水部门,发现供水泵跳闸,合闸送水后正常。此前一直没有发现供水问题,主要原因是供水阀门已开启,而水管上无压力表,所以被维修人员忽略了。因此需要改进相关管线,在管路上加装压力表。
2.3 无法开启设备前门故障
故障案例:使用人员报故障,设备前门无法开启。
维修方法:按开门键,开门电机无动作,系统报警显示“前门电机堵转”,电机保护板报警。拆开外饰板,触摸电机感觉温度较高。试车时电机发出“嗡嗡”轻响声,不转。断电后手动开门,发现开门丝杠润滑脂已发硬,阻碍丝杠运行。清理旧润滑脂时,发现所用的润滑脂是普通润滑脂。设备灭菌时锅门温度可达120 ℃,高温容易引起润滑脂发硬、失效。清理丝杠、套筒的老化润滑脂,重新涂上高温润滑脂并组装复位,设备恢复正常。
2.4 升温速度过快故障
故障案例:设备验证时,验证人员报告设备升温过快,T1 温度探头与验证用探头温差过大。
维修方法:根据工作人员反应,设备灭菌可正常进行,能达到预设温度并进行灭菌。但是与验证要求有差距,验证要求验证探头与T1 探头温差小于1 ℃。对设备进行详细检查,判断故障原因应与硬件无关,问题可能是升温阶段进汽过快造成的。进入设置菜单,查看升温时F2 开启设置为50%。逐步调整进汽比例到升温阶段开启15%,效果不理想。调整F5 疏水时间,将之前的关闭15 s、开启5 s 改为关闭5 s、开启2 s。实验3 次,升温均在合格范围内,证明故障已经排除。在此类故障的维修中,应注意升温速率与装载方式、灭菌器的大小均有关系,需要综合考量。
3 总结
在实际工作中,要快速判断故障原因并排除故障,需要了解设备的工作原理、熟悉设备结构、总结工作经验。对于脉动真空灭菌器,在日常工作中要做到及时进行日常保养,选择正确的润滑脂、按时清洁门密封条及安装槽,从而提高设备运行效率,保证生产的顺利进行。
猜你喜欢
家教世界(2023年25期)2023-10-09 02:11:56
中国特种设备安全(2022年3期)2022-07-08 02:21:56
现代仪器与医疗(2021年2期)2021-07-21 02:19:12
小学生作文(低年级适用)(2020年3期)2020-12-04 02:24:51
小学生学习指导(高年级)(2018年9期)2018-11-29 16:00:06
装备制造技术(2018年4期)2018-06-25 08:32:20
阅读(低年级)(2018年5期)2018-05-14 15:47:44
西南军医(2016年3期)2016-01-23 02:17:50
中国医学装备(2015年10期)2015-12-29 12:00:32
医疗装备(2015年1期)2015-02-10 14:48:59
