薄膜电极3D 打印装置设计及实验分析
2024-03-11 08:52杨志伟张嘉易郝永平赵洪力
沈阳理工大学学报 2024年2期
杨志伟张嘉易郝永平赵洪力
(1.沈阳理工大学机械工程学院,沈阳 110159;2.辽宁省先进制造技术装备重点实验室,沈阳 110159;3.辽沈工业集团有限公司,沈阳 110045)
近年来,3D 打印技术取得了快速发展,可用于电池主要组件的薄膜成型[1]。 增材制造原理与不同的材料和工艺结合形成了许多增材制造设备[2],打印方式不再仅限于熔融沉积成型(FDM),打印材料也转向更为广阔的领域[3]。
热电池是一种储备型一次性电源,其电解质为熔融盐,常温时是一种不导电的无水固体无机盐,高温下熔融盐转化成高导电性的离子导体[4]。对于电极材料的增材制造,目前比较成熟的技术有喷墨打印技术、电喷射/电泳沉积技术和墨水直写(DIW)技术[5]。 DIW 也称自动注浆成型,电极油墨存储于料筒中并与喷头相连安装于三轴平台上,通过螺旋挤压或气动控制系统使材料从喷头挤出并在基底上成型[6]。 DIW 技术又包括气动挤出、柱塞挤出和螺杆挤出,该技术打印的原材料种类多样,对材料包容性很高[7-8]。
DIW 技术的应用对于微型电池等领域有着重要意义。 肖崇梁[9]设计了锂电池三维打印设备,配制了适用于低温的正极浆料,采用柱塞挤出在低温下打印电极油墨。 左文婧等[10]探究材料配方对打印成型的影响,制备了锂离子电池所需的正极墨水,并用气压挤出式3D 打印机制备出所需的正极电极。 王一博等[11]通过研究墨水流变特性,配制了电极墨水,利用气压挤出式3D 打印机制备了性能优异的柔性锂离子电池电极。
本文搭建了薄膜电极3D 打印装置,设计了螺杆挤出装置及气路控制系统。 研究螺杆转速、喷头移速等参数对打印成型的影响,通过研究材料配比、优化工艺参数打印薄膜电极,观测薄膜电极成型效果,并测试其性能。
1 螺杆挤出式3D 打印装置的搭建
1.1 螺杆挤出式3D 打印装置工作原理
通过模型处理系统进行建模与切片处理,生成包含打印信息的G 代码文件,打印机按照G 代码文件逐层沉积材料[12];同时,通过气路控制系统源源不断地给机筒供料,使油墨材料填满机筒内腔;在螺杆与机筒的摩擦挤压作用下油墨材料不断被挤出,挤出机电机匀速转动即可实现均匀挤出。
螺杆挤出式3D 打印装置框图如图1 所示。

图1 螺杆挤出式3D 打印装置框图Fig.1 Block diagram of screw extrusion 3D printing device
螺杆挤出式3D 打印装置采用门架式结构,又称为I3 结构,其框架为亚克力板和2020 铝型材,主板为mega2560 单片机,传动结构由42 步进电机、滚珠丝杆、螺母、同步带和光轴导轨等组成。其结构如图2 所示。

图2 螺杆挤出式3D 打印机结构图Fig.2 Structure of the screw extrusion 3D printer
1.2 螺杆挤出装置的设计
1.2.1 螺杆结构设计
螺杆挤出式3D 打印装置的核心部件是螺杆挤出装置,本文设计的螺杆挤出装置如图3 所示。

图3 螺杆挤出装置图Fig.3 Screw extrusion device diagram
该装置通过42 步进电机旋转带动螺杆转动,油墨材料在螺杆的转动及与机筒内壁的摩擦和挤压下被挤出。 在打印过程中,应保证油墨材料始终充满螺杆机筒,这就要求气路系统为储料桶提供合适的压强,使油墨材料以合适的量进入螺杆机筒。 螺杆是该挤出装置中最重要的部件,其结构如图4 所示。 图中:H1为进料段螺槽深度;H3为计量段螺槽深度;L为螺杆总长。

图4 螺杆图Fig.4 Screw diagram
螺杆挤出理论表明:在一定范围内,计量段越长,相应的压力流和漏流越小,对于提高螺杆产量和改善混合均匀度均有利;增加进料段长度会提高输送效率。 因此,本设计将螺杆的进料段和计量段加长。 考虑到打印材料并非塑料颗粒,而是液体油墨,把压缩段减少一定长度。
研究油墨材料的输送理论时,计量段的结构特征对挤出性能有决定性作用,螺杆计量段相关结构参数如表1 所示。

表1 螺杆计量段结构参数Table 1 Structural parameters of screw metering section
油墨材料在螺杆中的剪切速率及挤出流率可由公式(1) ~(6)求得[13]。
1.2.2 螺杆转速、补偿流量、喷头移速的相互关系
通过修改切片软件Cura 中的补偿流量可以改变螺杆转速。 经过多次实验,绘制出不同移速下螺杆转速与补偿流量的关系曲线,如图5 所示。螺杆转速n与补偿流量Q关系可表示为
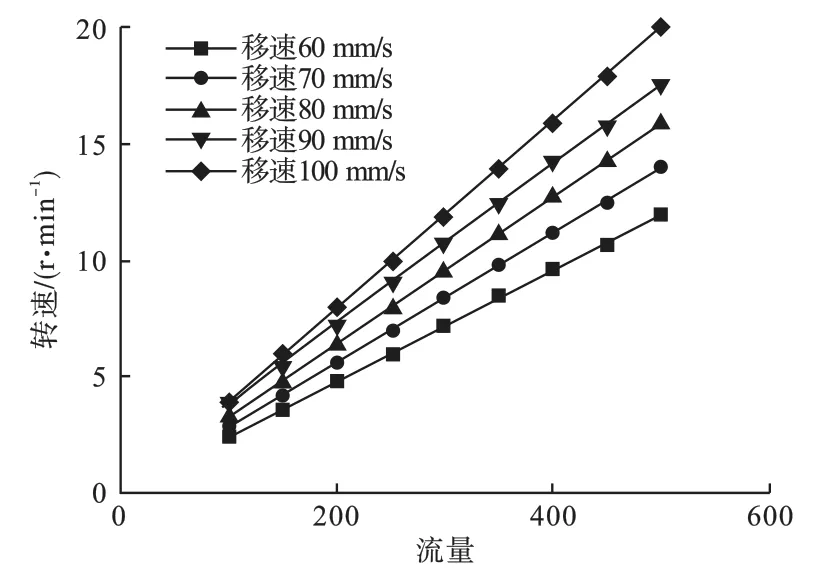
图5 螺杆转速与补偿流量关系曲线Fig.5 Relation curve between screw speed and compensation flow
式中k为移速系数。
根据图5 的关系曲线,可绘制出k与喷头移速v的关系曲线,如图6 所示。 该关系式表示为

图6 移速系数与移速关系曲线Fig.6 Relation curve between moving speed coefficient and moving speed
由式(7)、式(8)得出
根据式(9),可以在螺杆转速、喷头移速一定的情况下选用不同的补偿流量。
1.3 气路控制系统的搭建
气路控制系统主要由空气压缩机、气源三联件、电气比例阀、12 V 电源、单片机处理模块组成。 气路控制流程如图7 所示。

图7 气路控制流程图Fig.7 Pneumatic control flow chart
空气压缩机经过气源三联件能提供干燥、稳定的气源。 电气比例阀是气路部分的核心元器件,其接收到单片机发送的指令信号后,可以实现气压的无极调节控制[14]。 单片机处理模块主要由Arduino Uno R3 单片机、HC-06 蓝牙模块、上位机构成,可以远程给单片机发送气压调控指令。Arduino uno 单片机选用带有脉冲宽度调制(PWM)输出功能的引脚给电气比例阀发送信号。经过多次实验,绘制出PWM 输入信号与输出气压的关系曲线,如图8 所示。

图8 输出气压与PWM 输入信号的关系曲线Fig.8 Relation curve between PWM signal and output air pressure
以x代表PWM 信号,y代表输出气压。 当x>0 时,输出气压与PWM 输入信号的关系表达式为
基于式(10)编写单片机气压控制程序。
2 打印实验及结果分析
2.1 电极材料的选择
由于热电池电极材料价格昂贵且配制过程繁琐,首先采用市面上广泛使用且价格低廉的陶泥悬浮液进行打印实验,验证螺杆挤出式3D 打印的可行性,再选用Fe2O3电极油墨进行打印实验。Fe2O3电极油墨具有与热电池电极材料相似的物理性质,且和溶剂能配制成良好的具有一定黏度的油墨,因此选用Fe2O3油墨来代替其他昂贵的电极材料进行实验。 实验选用的Fe2O3粉末和钒酸锂(LiV3O8)电极粉末在物理形态上都呈细微的颗粒状,颗粒尺寸均在75 μm 左右。
2.2 Fe2O3 油墨材料的配制
2.2.1 主要原料
三氧化二铁粉末(F2O3),湖北材料保护研究所;聚乙烯醇(PVA)粉末(17-88),中国石化集团重庆川维化工有限公司;卡波姆粉末(940),广州猫尔沃生物科技有限公司; 硅酸镁锂粉末(Li2Mg3O9Si3),天津市化学试剂三厂。 以上均为分析纯。
2.2.2 配制Fe2O3油墨材料
在烧杯中加入50 g 蒸馏水,加热至80 ℃时,加入1 g PVA17-88 粉末,搅拌,使其完全溶解,制成2%的PVA 粘结剂。 取10 g Fe2O3粉末于烧杯中,加入16 g 2%的PVA 溶液,再加入0.05 g 卡波姆940 粉末和0.01 g 硅酸镁锂粉末,用玻璃搅拌棒充分混匀,得到本实验所需的Fe2O3油墨材料。
对于螺杆挤出式打印方法而言,控制好材料的黏度及悬浮效果非常重要,卡波姆940 粉末可以使材料起到很好的悬浮效果,硅酸镁锂粉末可以使油墨材料有较好的触变性,更易于沉积成型,但卡波姆与硅酸镁锂的增加都会影响电极材料的性能,故其用量不能过多。 经打印实验可知,当Fe2O3粉末、蒸馏水、PVA 粉末、卡波姆、硅酸镁锂粉末的质量比为1 000∶1 568∶32∶1∶5 时打印效果较好。
2.3 打印薄膜实验
2.3.1 螺杆转速对打印成型的影响
首先选用陶泥悬浮液作为打印材料,石英玻璃片作为沉积平台,采用单层薄膜打印,锥形针头的内径为0.6 mm,固定喷头移速为80 mm/s,气路控制系统提供的输入气压为0.012 MPa,打印高度为0.2 mm,螺杆转速分别选为6、8、10、12、14和16 r/min。 打印的薄膜如图9 所示,所对应的薄膜质量与厚度数据如表2 所示。

表2 不同转速下的薄膜参数Table 2 Film parameters at different rotational speeds

图9 不同转速下的成型薄膜Fig.9 Forming films at different rotational speeds
由表2 可知,随螺杆转速的提高,薄膜的厚度和重量均增加,说明转速越高,挤出量越多,表明螺杆挤出设备打印油墨材料的可行性。 螺杆转速为6、8 r/min 时,挤出量过少,容易造成“断料现象”,当转速为10 r/min 时,成型效果较好,薄膜致密均匀,无外溢现象;当转速继续升高时,挤出量过多,出现油墨堆积。
2.3.2 喷头移速对打印成型的影响
保持螺杆转速为10 r/min,其他实验条件不变,喷头移速分别选择60、70、80、90、100 和110 mm/s进行单层薄膜打印实验。 打印的薄膜如图10 所示,对应的薄膜质量与厚度数据如表3所示。
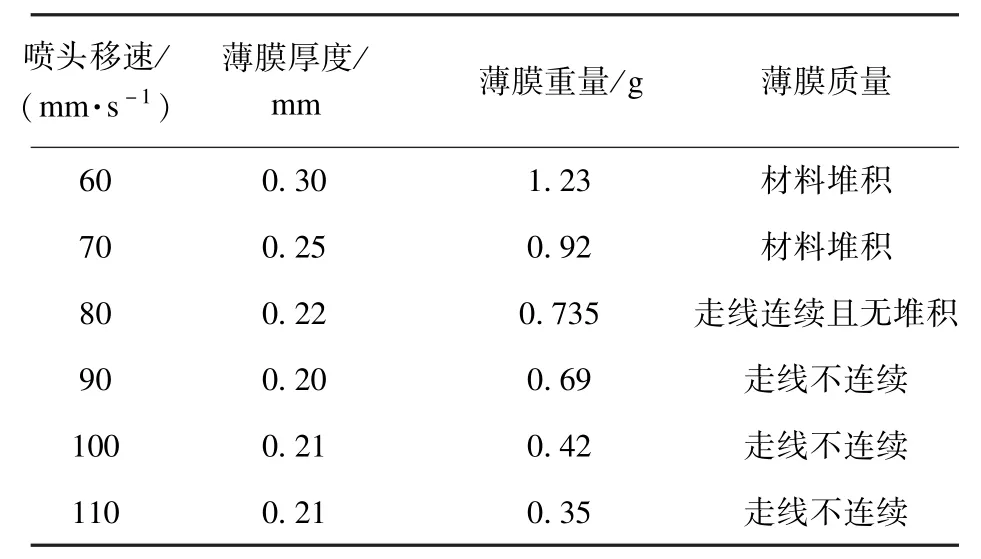
表3 不同移速下的薄膜参数Table 3 Film parameters at different moving speeds

图10 不同移速下的成型薄膜Fig.10 Forming films at different moving speeds
由表3 可知:当喷头移速过高时,走线不连续,出现油墨断料;当喷头移速过低时,则出现油墨堆积;当喷头移速为80 mm/s 时,走线连续且无堆积。 因此,要合理选择喷头移速与螺杆转速参数,使两者配合良好。
选用电极材料Fe2O3油墨进行打印实验,以泡沫镍为基底,打印前需用电动辊轧机对泡沫镍压平至0.2 mm 厚度,喷头移速选用80 mm/s,螺杆转速为10 r/min,打印高度为0.2 mm,打印效果如图11 所示。

图11 Fe2O3 薄膜Fig.11 Fe2O3 film
用游标卡尺测量Fe2O3薄膜不同位置的厚度,数据如表4 所示。

表4 不同位置处的薄膜厚度Table 4 Film thickness at different positions mm
结合图11 及表4 可知,Fe2O3油墨致密均匀地沉积到泡沫镍上,打印表面平整,背面有少量渗透,且渗透分布均匀,打印效果较好。
3 电极薄膜性能测试
选用以LiV3O8为主体的热电池正极油墨为打印材料,按上述打印参数进行两层打印,成型效果如图12(a)所示,背面有少量渗透且分布均匀,如图12(b)所示。 将该薄膜电极放在180 ℃的真空干燥箱中烘干3 h,烘干后的薄膜电极如图12(c)所示,冲片后的薄膜如图12(d)所示。

图12 LiV3O8 正极薄膜Fig.12 LiV3O8 cathode film
在光学显微镜下观测成型后的LiV3O8钒酸锂薄膜,如图13 所示,其致密性优异,没有出现孔隙。

图13 光学显微镜下的LiV3O8 薄膜Fig.13 Thin film of LiV3O8 under the optical microscope
制备薄膜电极最传统的方法是手工延流法,该方法用刮板将制备的LiV3O8电极油墨涂抹在泡沫镍基底上,并刮平到一定厚度,如图14所示。

图14 延流法制备LiV3O8 薄膜Fig.14 LiV3O8 film prepared by smear process
与手工延流法相比,3D 打印法制备薄膜电极更加方便快捷,不用剔除边角料,更加节省电极材料,可制备不同形状、厚度的薄膜电极。
将电极薄膜完全烘干后组装成单体电池,将装有单体电池的测试装置放入真空管式炉中进行放电测试,并与手工延流法制得的薄膜电极进行对比,两者的静置曲线如图15 所示。

图15 热电池静置曲线Fig.15 Static curves of hot battery
随着管式炉中的温度升高,两种制备法下的热电池被迅速激活,测得的静置电压在1 min 内急剧升高,并达到一个小高峰,之后两条曲线趋于平缓,电压并未出现明显的波动,表明3D 打印法制得的LiV3O8薄膜内部成分稳定。
两种制备法下的热电池放电特性曲线如图16所示。
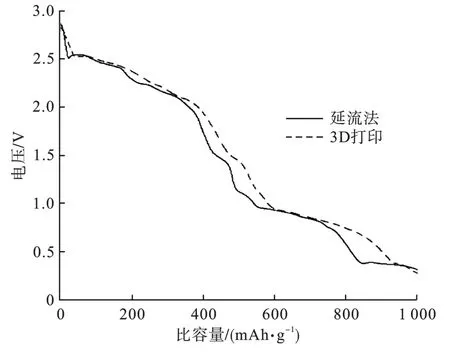
图16 热电池放电曲线Fig.16 Discharging curves of hot battery
由图16 可见,延流法的放电曲线抖动严重,而3D 打印法的整体曲线更加平缓,放电更加稳定。 两种方法的放电量虽然差别不大,但3D 打印法制备薄膜电极所需的电极材料比延流法少,所以3D 打印的薄膜电极比容量更大,电池的比容量是衡量电池性能的重要指标之一。 综上所述,螺杆挤出式3D 打印法制备薄膜电极更优。
4 结论
1)本文根据螺杆挤出理论,设计了三段式挤出螺杆,搭建了针对于油墨材料的螺杆挤出式3D打印装置,推导出螺杆转速、喷头移动速度以及流量三者之间的关系,搭建了基于电气比例阀的气路控制系统。
2)进行打印薄膜实验,验证了螺杆挤出式油墨3D 打印的可行性,研究了螺杆转速与喷头移速对打印效果的影响。 通过多组实验确定了Fe2O3油墨材料打印的最优参数:喷头移速80 mm/s,螺杆转速10 r/min,打印高度0.2 mm。 确定了电极油墨材料的最优配方,打印实验结果显示,成型效果较好。
3)配制LiV3O8电极油墨,进行两层打印成型,与手工延流法对比,并对二者进行放电性能测试,结果表明,无论成型效果还是电化学性能,3D打印法均优于延流制备法。
猜你喜欢
绿色包装(2022年11期)2023-01-09
绿色包装(2022年9期)2022-10-12
航天控制(2020年5期)2020-03-29
中国制笔(2019年2期)2019-11-18
橡塑技术与装备(2018年20期)2018-10-20
机电元件(2018年4期)2018-08-09
橡塑技术与装备(2018年10期)2018-05-18
出版与印刷(2014年4期)2014-12-19
振动、测试与诊断(2014年5期)2014-03-01
机电信息(2014年29期)2014-02-27