
热处理工艺对电池冷却板钎焊后尺寸的影响
2024-03-01 07:13桂良宝郭飞跃黄美艳唐兴昌石长亮
铝加工 2024年1期
桂良宝,郭飞跃,黄美艳,唐兴昌,石长亮
(1.乳源东阳光优艾希杰精箔有限公司,韶关 512721;2.兰州理工大学材料科学与工程学院,兰州 730050;3.广东省科学院工业分析检测中心,广州 510650)
0 前言
新能源汽车是未来的发展趋势,近几年来销量呈爆发式增长。据有关数据显示,2022年中国汽车总销量为2686.4 万辆,实现了2.1%的同比增长,其中新能源汽车总销量为680万辆,其市场占有率提升至25.3%。为了对新能源汽车电池进行有效热管控,电池冷却板也被大量使用。目前市场上的主流电池冷却板其流道板基本为两层或三层复合材,芯材普遍为Al-Mn系合金,其底板基本为光板或两层复合材。流道板经冲压、开孔后,与开孔的底板组装,然后钎焊成一个整体。电池冷却板规格非常多,窄的只有500 mm左右,宽的会达到2400 mm左右。由于电池冷却板多为宽幅板,经过高温钎焊后,其宏观尺寸特别是钎焊前的开孔尺寸会发生一定的变化,这对电池冷却板的设计和组装带来一定的困难。本文主要研究了成品热处理工艺对电池冷却板钎焊后尺寸的影响,分析了钎焊后宏观尺寸变化的机理,期望对电池冷却板的设计提供一定的理论指导。
1 试验方案
1.1 材料制备
采用99.7%普铝锭、Al-Cu中间合金、锰剂等原材料,熔铸成2块规格为400 mm×1400 mm×5000 mm的Al-Cu-Mn合金芯材铸锭,编号A、B,其化学成分见表1。铸锭A 不进行均热处理,铸锭B 采用580 ℃×12 h 进行均热处理,均热升温速度25 ℃/h,冷却速度50 ℃/h,将铸锭A和经过均热处理的铸锭B分别截取横截面中心位置15 mm×50 mm用于芯材金相组织观察,侵蚀液为混合酸(下同)。铸锭A、B 经铣面、加热(500 ℃×2 h)后,热轧至6 mm厚,终轧温度300 ℃。6 mm厚的热轧卷冷却后,再冷轧至2 mm 厚,然后取样,分别采用250 ℃×2 h(样品编号A1、B1)和400 ℃×2 h(样品编号A2、B2)工艺进行成品退火处理。退火后的样品再截取40 mm宽,长度分别为500 mm、700 mm、900 mm、1000 mm的几个样品,长度方向平行于轧制方向,每种样品至少3片,用于模拟钎焊试验。

表1 芯材合金化学成分(质量分数/%)
1.2 试验及检测项目
观察经过均热处理的样品B和未经过均热处理的样品A的第二相的尺寸和分布情况。对截取的长条样品采用千分尺和游标卡尺测量钎焊前实际厚度、宽度、长度,并记录数据,然后进行模拟钎焊。模拟钎焊金属温度曲线见图1。钎焊后测量各样条的厚度、宽度、长度,并观察钎焊前、后样品的芯材金相组织。
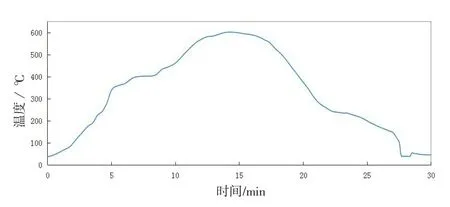
图1 模拟钎焊金属温度曲线
2 试验结果与讨论
2.1 铸造金相观察
对铸态样品A和铸造后经均热处理的样品B进行金相观察,白色部分为第二相析出物,如图2所示。由图2(a)可以看出,铸态样品A的第二相析出物主要呈长条状和网状分布;经过均热处理后,样品B的第二相析出物明显增多,且原长条状和网状的第二相组织断裂成短棒状和点状,其它部位也有点状第二相析出(见图2(b))。
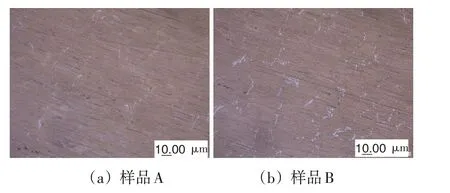
图2 样品A和B的第二相分布
2.2 钎焊前后样品金相组织观察
如图3 所示,图3(a)~图3(d)分别为A1、A2、B1、B2样品钎焊前的芯材金相组织,图3(e)~图3(h)分别为A1、A2、B1、B2 样品钎焊后的芯材金相组织。由图3(a)和图3(c)可以看出,采用低温成品退火的A1、B1 样品,芯材金相为纤维组织;而采用高温成品退火的A2、B2样品,芯材金相为再结晶组织(图3(b),图3(d));钎焊后的样品均为再结晶组织(见图3(e)~图3(h))。对再结晶组织的样品晶粒尺寸进行测量,统计结果如表2所示。A2样品的晶粒尺寸最大(见图3(b),图3(f)),钎焊前、后晶粒尺寸变化不大;B2 样品的钎焊前再结晶晶粒尺寸较小(图3(d));钎焊后晶粒略微长大(见图3(h))。
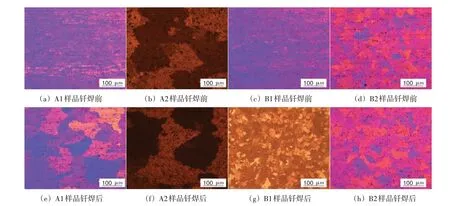
图3 各样品钎焊前后芯材金相组织

表2 钎焊前、后样品芯材晶粒尺寸
2.3 钎焊前、后样品厚度、宽度和长度测量结果
表3 为2 mm×40 mm×1000 mm 规格的A1 样品钎焊前、后的厚度、宽度和长度测量数据统计结果。从表3测量结果看,钎焊后厚度、宽度尺寸没有明显变化,长度尺寸缩减明显。不同长度的A1样品钎焊后尺寸缩减如表4 所示,随着长度的增加,钎焊后尺寸缩减值逐渐增大。表5为长度均为1000 mm 的Al、A2、B1、B2 样品钎焊后缩减统计。从表5可以看出,长度均为1000 mm时,不同状态的样品钎焊后缩减值不同。其中A1 样品钎焊后长度缩减值最大,约为0.43 mm;A2样品钎焊后长度缩减值最小,为0.13 mm。

表3 2 mm×40 mm×1000 mm规格的A1样品钎焊前、后的厚度、宽度和长度数据
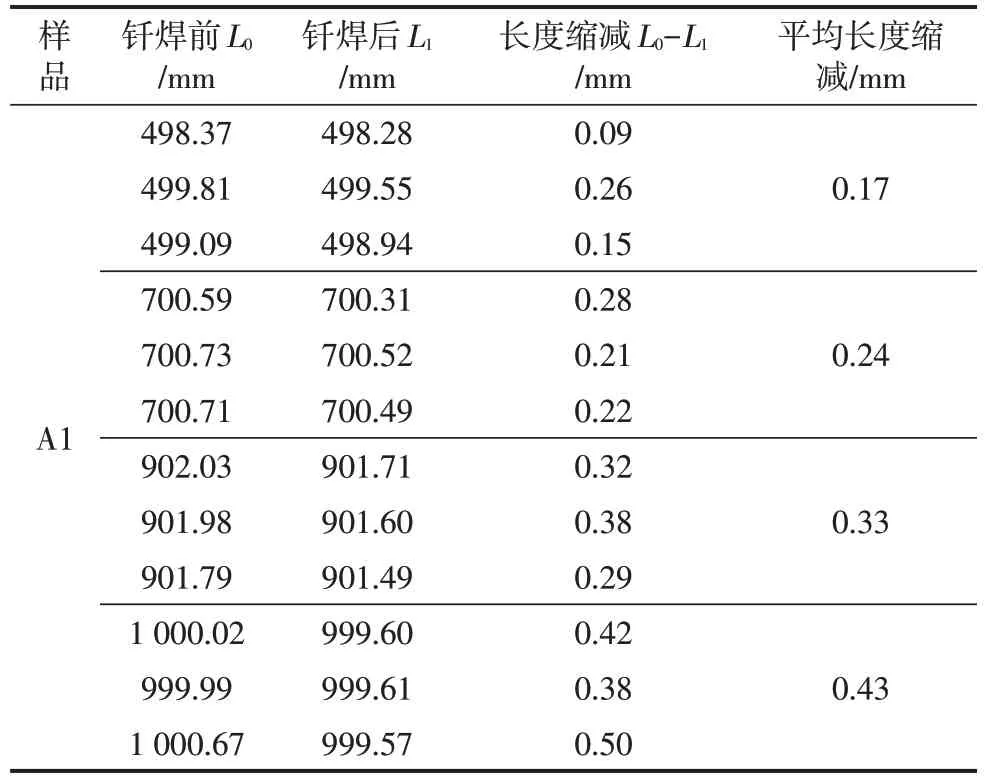
表4 不同长度的A1样品钎焊前、后长度统计
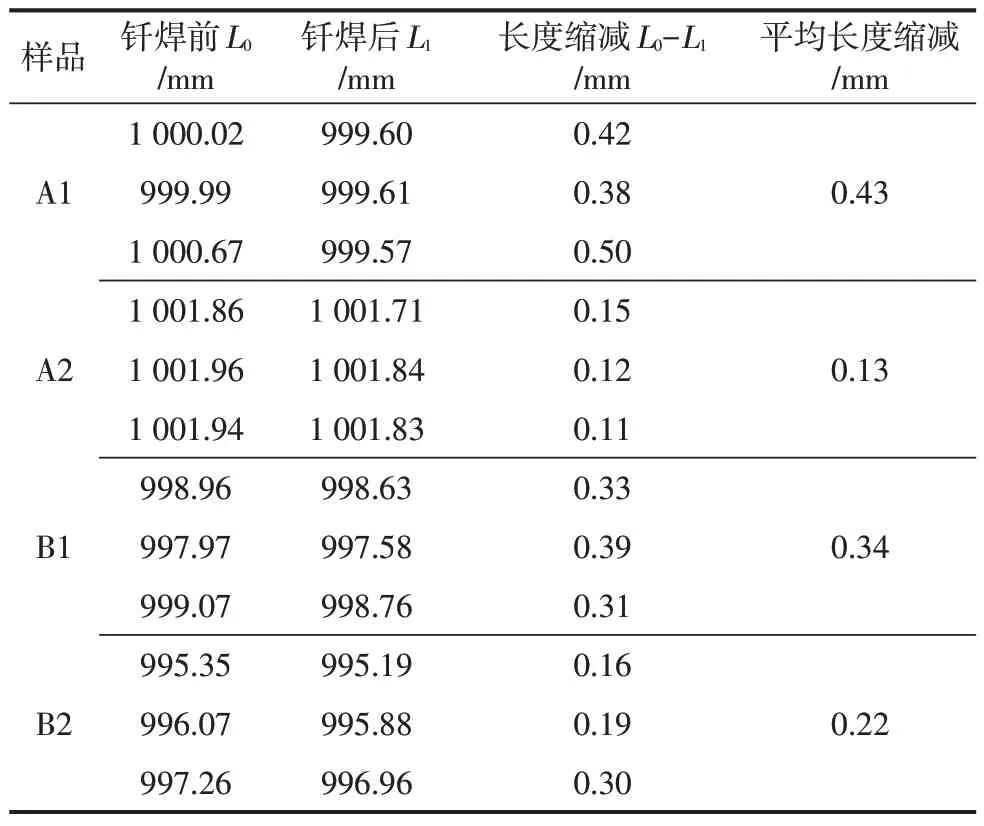
表5 长1000 mm的A1、A2、B1、B2样品钎焊后缩减统计
2.4 分析与讨论
2.4.1 热处理工艺对成品金相的影响
由图2(a)可以看出,铸造组织中存在明显的第二相偏析,第二相呈长条状、网状分布,这是因为Al-Mn 系合金在半连续铸造时有发生晶内偏析,第二相主要是(Mn,Fe)Al6相[1-2]。而且铸造组织中Mn 的过饱和度很高,经过均热处理后,基体中的过饱和固溶Mn 元素开始析出,第二相数量明显增多,原长条状、网状(Mn,Fe)Al6的第二相逐渐转变成短棒状、球状的α-Al12(Fe,Mn)3Si 相[3]。
根据孙中跃[4]等的研究,未均热处理合金中固溶的Mn 元素含量越高,再结晶推迟越明显。析出先于再结晶发生,沿轧向链状分布的析出相能够钉扎晶界,阻碍晶界法向移动,形成长条状大晶粒,图3(b)正好印证此结论。对于芯材经均热处理过的样品B,成品低温退火后芯材金相组织仍为纤维组织(图3(c)),高温退火后得到的组织接近等轴晶(见图3(d))。经过高温钎焊后,A1、B1样品均发生了再结晶,但A1 样品晶粒更大。这是因为A1 样品未经芯材均热处理,前一步退火过程以及钎焊升温过程中有细小的第二相沿轧向析出,细小的第二相会钉扎晶界,推迟再结晶,导致晶粒沿轧向优先生长,形成大晶粒;而B1 样品经过芯材均热处理以及高温热轧,材料中基本无过饱和的固溶Mn,在进行钎焊时基本没有细小的第二相析出[5],再结晶过程没有推迟,更容易形成细小的等轴晶。对比A2 样品,钎焊前、后芯材晶粒组织无明显变化(见图3(b)、图3(f)),而B2 样品钎焊后发生晶粒长大现象,可能是因为钎焊温度较高,B2 样品在钎焊过程中存在部分析出相回溶的情况,部分第二相的回溶,导致晶粒脱离第二相的约束而发生长大。而A2 样品在钎焊前,由于芯材未经过均热处理,样品本身处于Mn 固溶过饱和状态,钎焊时主要是第二相析出过程,所以晶粒尺寸基本未发生变化。
2.4.2 热处理工艺对钎焊后尺寸缩减的影响
由表3可以看出,2 mm×40 mm×1000 mm规格的A1 样品钎焊后厚度和宽度方向上的尺寸未发生明显变化,而长度方向上发生了明显的尺寸缩减。而且随着长度的增加,钎焊后尺寸缩减量也增加,长度1000 mm 的样品,钎焊后长度缩减量达到了0.43 mm(如表4所示)。相关研究[6-9]表明,冷轧过程中晶粒沿轧制方向被拉长、压碎,产生的大量位错缠结在一起构成亚结构。A1 样品经过热轧和冷轧过程,样品为轧制组织,组织中的空位、位错、晶界数量很多,成品采用低温退火,仅发生回复过程,回复过程的本质是点缺陷运动和位错运动及其重新组织,在精细结构上表现为多边化过程,形成亚晶组织,但其组织仍为纤维组织,密度变化不大。在一定的退火时间下,位错密度随退火温度的升高而降低。A1 样品钎焊前组织中的空位、位错、晶界的数量很多,而钎焊过程材料发生再结晶,材料中的空位、位错基本消失,晶界大大减少,导致材料密度变大,宏观尺寸变小。试验样品尺寸为2 mm×40 mm×1000 mm,厚度和宽度方向上尺寸并不大,因此钎焊后厚度和宽度尺寸上的变化很小,难以通过千分尺和游标卡尺检测出。
由表5 数据可以看出,成品采用高温退火的A2、B2 样品,钎焊后尺寸缩减值明显小于采用低温退火的A1、B1 样品,这是因为高温退火的A2、B2 样品芯材组织为再结晶组织,材料中的空位和位错很少,钎焊后晶粒尺寸略微长大,所以材料密度变化较小,宏观尺寸变化也较小。A2 样品的钎焊后尺寸缩减相对于B2样品更小,这是因为A2样品的钎焊前、后晶粒尺寸变化很小,而B2 样品钎焊后晶粒尺寸有长大,晶粒尺寸变大,晶界数量有所减少,会导致密度略微上升,所以宏观尺寸会略微下降。
综上所述,钎焊前、后组织中的空位、位错、晶界数量变化,导致材料密度变化,是钎焊后出现尺寸缩减的主要原因。对于电池冷却板的材料和工艺设计,采用芯材铸锭不均热处理、成品高温退火的工艺,其钎焊后产品尺寸缩减值最小。
3 结论
(1)采用低温成品退火时,芯材组织为纤维组织,钎焊后为再结晶组织,组织变化大;采用高温成品退火,芯材组织为再结晶组织,钎焊后晶粒略微长大,组织变化小。
(2)铸态组织不均热处理时,Mn 过饱和度高,采用高温成品退火,形成长条状大晶粒,钎焊后芯材晶粒尺寸相对于钎焊前基本无变化。
(3)钎焊前、后芯材组织中的空位、位错、晶界数量变化,导致材料密度变化,引起钎焊后的宏观尺寸变化,是钎焊后出现尺寸缩减的主要原因。对于电池冷却板的材料和工艺设计,采用芯材铸锭不均热处理、成品高温退火的工艺,其钎焊后产品尺寸缩减值最小。
猜你喜欢
天津科技(2022年7期)2022-07-29
天津科技(2021年7期)2021-07-29
天津科技(2020年7期)2020-07-31
江西建材(2018年4期)2018-04-10
制造技术与机床(2017年3期)2017-06-23
上海金属(2016年3期)2016-11-23
焊接(2016年3期)2016-02-27
大型铸锻件(2015年1期)2016-01-12
焊接(2015年10期)2015-07-18
焊接(2015年5期)2015-07-18
