
药物洗脱支架径向支撑力的测试
2024-03-01 00:33李沅袁博王翔宇梁慧媛天津市医疗器械质量监督检验中心天津300384
中国医疗器械信息 2024年1期
李沅 袁博 王翔宇 梁慧媛 天津市医疗器械质量监督检验中心 (天津 300384)
内容提要: 运用径向支撑强度测试仪对不同直径和焊接工艺的支架进行径向支撑力考察。结果表明支架径向支撑力与焊接工艺有直接关系,而几乎与支架直径无关。
支架的力学性能最主要取决于材料本身,其次会受到加工工艺及设计构型的影响。从力学性能考虑,理想的支架应具有穿过血管的柔顺性、支撑血管的能力、贴壁性及抗疲劳性能等指标[1,2]。支架的主要失效模式是塌陷,从材料力学角度讲是稳定性不够而造成的屈曲失效。在复合材料力学上,随着作用在壳体上的外力不断增加至超过临界压力后,进入一种不稳定的平衡状态,随后平衡位置快速发生偏离甚至扭曲从而丧失承载能力,把物体丧失这种稳定性的现象称为屈曲。针对支架而言,径向支撑力用来描述支架产生屈曲失效时的临界压力,它是支架非常重要的一项力学性能指标[3]。因为当支架植入体内,球囊会撤出体外,支架要承受来自病变组织和血管的径向挤压力,并保持原状,达到保持血流通畅的作用,所以一个性能良好的支架必须具备很好的支撑能力来支撑血管,以防止血管发生弹性重塑,这对支架置入手术的成败起着至关重要的作用。研究血管支架的支撑能力有非常重要的临床意义,因此目前针对支架的力学性能研究测试中人们更多地关注并研究这一指标。根据支架在血管内的受力情况,目前国际标准及国家行业标准通过径向支撑强度评价球囊扩张式支架支撑能力。常用的测试方法主要有两种:径向压缩法和平面压缩法[4]。径向压缩法利用光学测量系统,测得乳胶管与支架在给定液压下总的径向位移;平面压缩法利用机械测量系统,获得支架在压头压力下的力和位移关系曲线。评价支架径向支撑力的方法可采用在支架展开位置对管件内部施加真空拉力或是在支架的展开位置,通过对高压脉管加压来对管件外部施加压力的方法。但目前应用广泛的是使用支架径向支撑强度测试仪来表征支架的径向支撑力,本文于2013年~2014年即采用支架径向支撑强度测试仪技术探讨Zotarolimus药物洗脱支架的径向支撑力。
1.材料与方法
1.1 一般材料
试验样品:因支架的径向支撑力与长度无关,与支架设计中的焊接形式有关,故本文选取18mm支架长度,直径分别为2.25mm、2.50mm、2.75mm、3.00mm、3.50mm、4.00mm,样本量分别为5枚。其中,直径为2.25mm、2.50mm、2.75mm的支架为单螺旋焊接,直径为3.00mm、3.50mm的支架为U-连接焊接,直径为4.00mm的支架为三螺旋焊接。见表1。
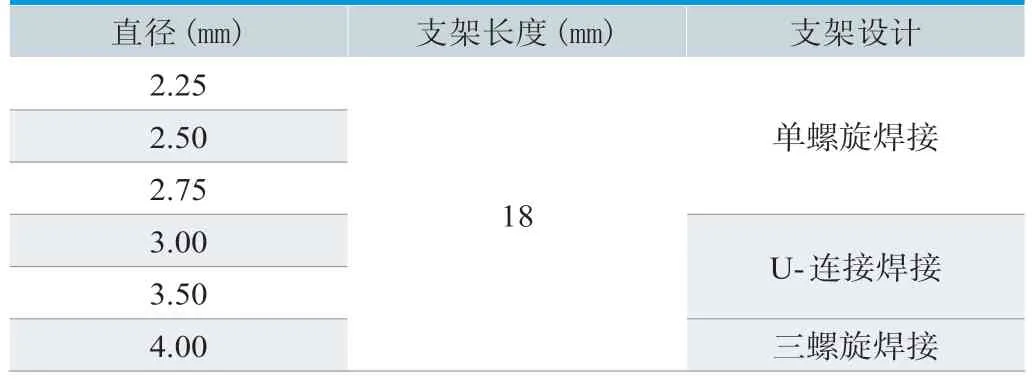
表1.药物洗脱支架设计特性
仪器设备:径向支撑强度测试仪。
1.2 方法
1.2.1 直径校准设置
在开始进行直径校准前,首先进行直径校准,一般仪器配置的是直径8mm校准棒,确认顶部为空时的环力水平读数约为零。然后进行直径校准的定零点部分,完成直径校准。
1.2.2 力校准设置
直径校准完毕后,应进行力值校准。调整控制模块背面的零电势计,从而使传感器读数尽可能接近0.0,使用权/或偏转线圈来施加校准力,调整控制模块背面的增益电势计,从而使传感器读数尽可能接近作用力,清除作用力并复查零值。
1.2.3 试验步骤
①启动径向支撑强度测试仪,运行测试软件,设定测试温度为(37±1)°C;②设置支架测试起始直径,压缩后最终直径,压缩速率(0.1mm/s),测试循环次数(1次),测试结果单位(Hoop Force/lbf);③将支架放入测试头端中;④进行测试,记录支架的径向支撑力和支架直径的关系曲线,从曲线上获得支架在对应不同血管直径时的径向支撑力。
1.2.4 计算公式
使用由12个测试头端组成一个近似的圆周对支架施加一个圆周的箍紧力,由作用力和反作用力原理知此时测试头端对支架施加的箍紧力等于支架的沿径向的支撑力,根据支架的长度和直径由软件计算出支架径向支撑强度P。见公式(1)。
2.结果与讨论
2.1 径向支撑力与直径的曲线分析
从图1中得知对于直径2.25mm支架,压缩直径为2.40mm时,支架开始产生径向支撑力,随着力值的不断增加,直径逐渐变小,直到力值增加至0.7 lbf时,支架开始产生卷曲变形。
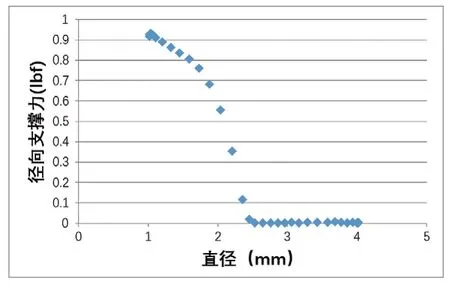
图1.2.25mm×18mm支架径向支撑力与直径的关系
从图2中得知对于直径2.50mm支架,压缩直径为2.70mm时,支架产生径向支撑力,随着力值的不断增加,直径逐渐变小,直到力值增加至0.7 lbf时,支架开始产生卷曲变形。
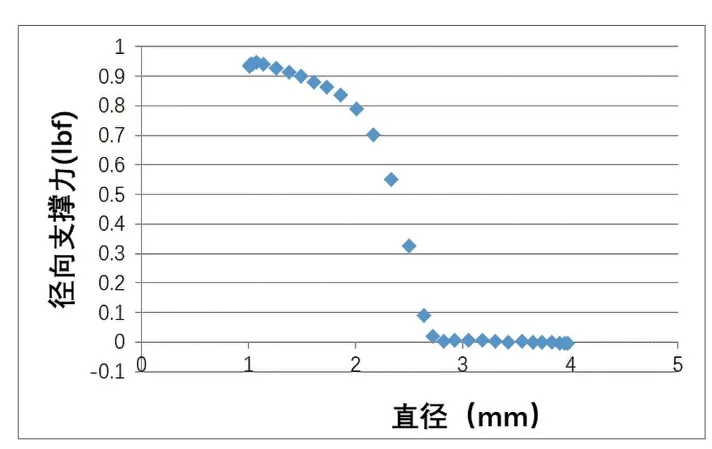
图2.2.50mm×18mm支架径向支撑力与直径的关系
从图3中得知对于直径2.75mm支架,压缩直径为2.80mm时,支架产生径向支撑力,随着力值的不断增加,直径逐渐变小,直到力值增加至0.7 lbf时,支架开始产生卷曲变形。
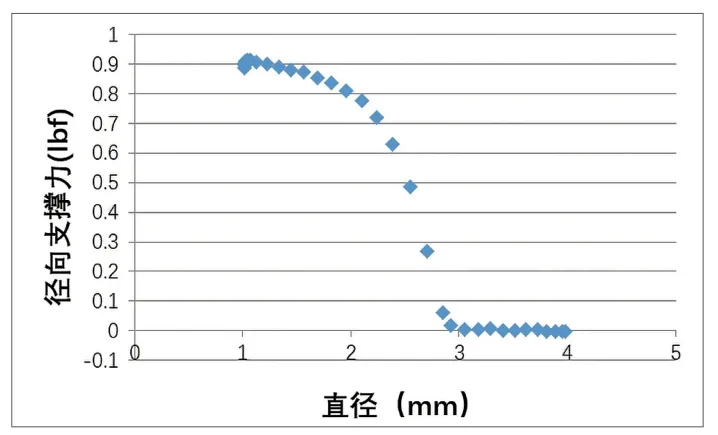
图3.2.75mm×18mm支架径向支撑力与直径的关系
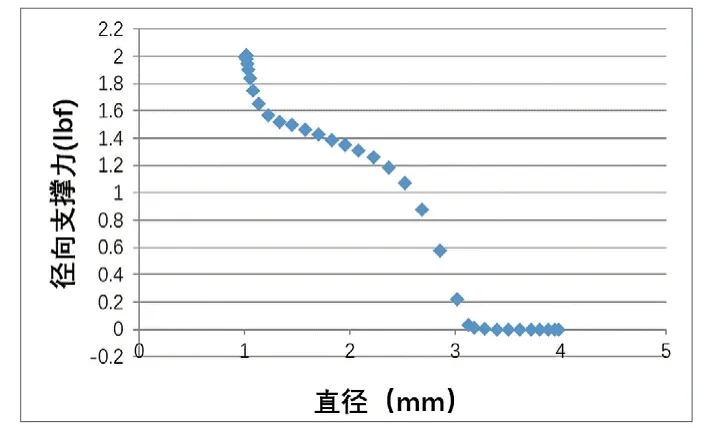
图4.3.00mm×18mm支架径向支撑力与直径的关系
从图4中得知对于直径3.00mm支架,压缩直径为3.10mm时,支架产生径向支撑力,随着力值的不断增加,直径逐渐变小,直到力值增加至1.6 lbf时,支架开始产生卷曲变形。
从图5中得知对于直径3.50mm支架,压缩直径为3.40mm时,支架产生径向支撑力,随着力值的不断增加,直径逐渐变小,直到力值增加至1.6 lbf时,支架开始产生卷曲变形。

图5.3.50mm×18mm支架径向支撑力与直径的关系
从图6中得知对于直径4.00mm支架,压缩直径为3.90mm时,支架产生径向支撑力,随着力值的不断增加,直径逐渐变小,直到力值增加至2 lbf时,支架开始产生卷曲变形。
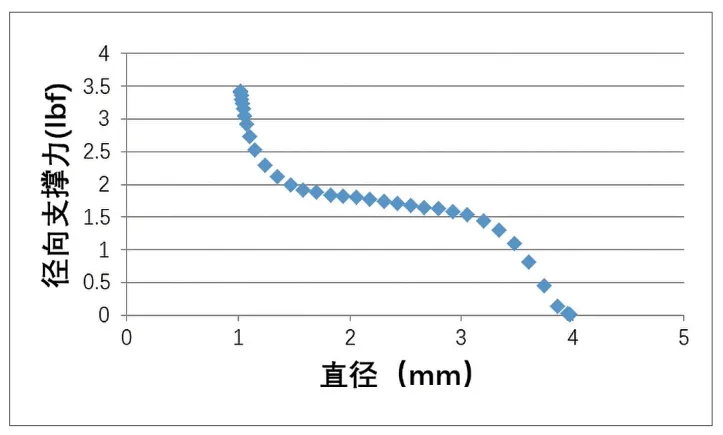
图6.4.00mm×18mm支架径向支撑力与直径的关系
综合上述图1~图6中得知直径分别为2.25mm、2.50mm、2.75mm单螺旋焊接的支架直径随压力的变化趋势图基本一致,压缩直径为与标称直径接近时,支架产生径向支撑力,随着力值的增加,直径逐渐变小,直到力值增加至0.7 lbf时,支架开始卷曲变形;直径分别为3.00mm、3.50mm的U-连接焊接的支架直径大小与力值的变化趋势图基本一致,压缩直径为与标称直径接近时,支架产生径向支撑力,随着力值的增加,直径逐渐变小,直到力值增加至1.6 lbf时,支架开始卷曲变形;直径为4.00mm的三螺旋焊接支架直径大小与力值的变化趋势图虽然与U-连接焊接的支架直径大小与力值的变化趋势图相似,但力值增加到2 lbf时,支架开始卷曲变形。从而得出结论支架径向力值随直径的变化与焊接工艺有直接关系。
2.2 径向支撑力与直径降低百分率的曲线分析
从图7得出对于直径2.25mm支架,在0.6lbf下,直径减少10%左右,在0.7lbf下,直径减少10%~20%,在0.8lbf下,直径减少20%~40%,在1lbf下,直径减少40%以上。从图7~图12得出结论:径向支撑力与直径降低百分率与支架直径关系不大,与支架的焊接工艺有直接关系。
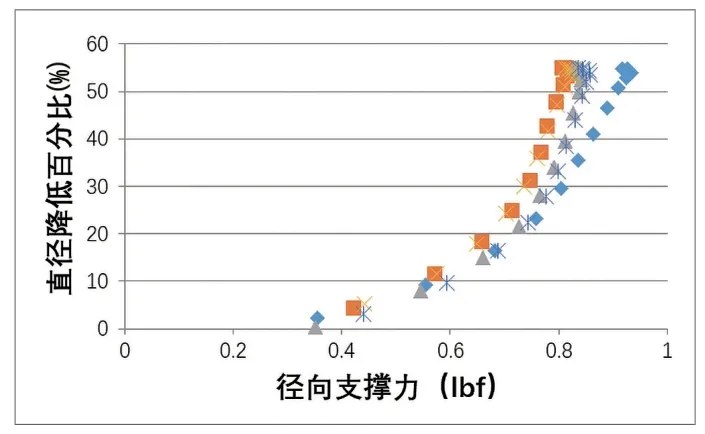
图7.2.25mm×18mm支架径向支撑力与直径降低百分率的关系
从图8得出对于直径2.50mm支架,在0.6lbf下,直径减少10%左右,在0.7lbf下,直径减少10%~20%,在0.8lbf下,直径减少20%~40%,在1lbf下,直径减少40%以上。
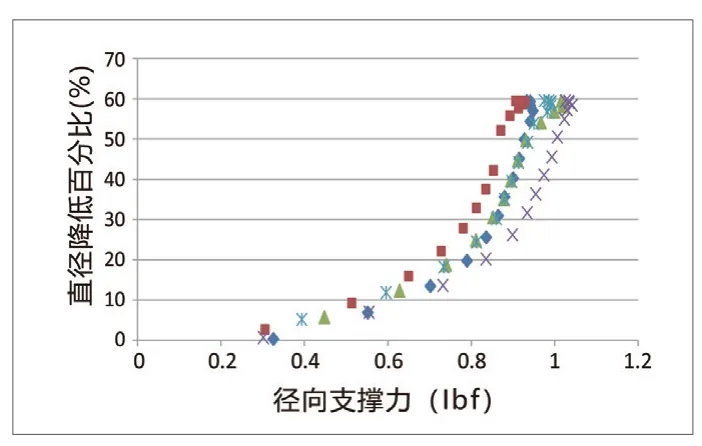
图8.2.50mm×18mm支架径向支撑力直径降低百分率的关系
从图9得出对于直径2.75mm支架,在0.6lbf下,直径减少10%左右,在0.7lbf下,直径减少10%~20%,在0.8lbf下,直径减少20%~40%,在1lbf下,直径减少40%以上。
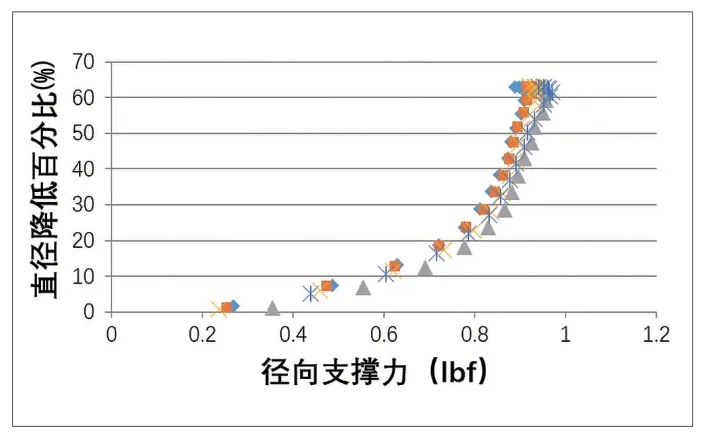
图9.2.75mm×18mm支架径向支撑力直径降低百分率的关系
通过图7、图8和图9得出直径分别为2.25mm、2.50mm、2.75mm单螺旋焊接的支架直径降低百分率与力值的变化趋势图基本一致,显示径向支撑力与直径降低百分比之间的关系,在0.6lbf下,直径减少10%左右,在0.7lbf下,直径减少10%~20%,在0.8lbf下,直径减少20%~40%,在1lbf下,直径减少40%以上。
从图10得出对于直径3.00mm支架,在0.5lbf下,直径减少10%以内,在1lbf下,直径减少10%~20%,在1.5lbf下,直径减少30%~60%,在2lbf下,直径减少60%以上。

图10.3.00mm×18mm支架径向支撑力直径降低百分率的关系
从图11得出对于直径3.05mm支架,在0.5lbf下,直径减少10%以内,在1lbf下,直径减少10%~20%,在1.5lbf下,直径减少30%~60%,在2lbf下,直径减少60%以上。

图11.3.50mm×18mm支架径向支撑力直径降低百分率的关系
通过图10、图11得出直径分别为3.00mm、3.50mm U-连接焊接的支架直径降低百分率与力值的变化趋势图基本一致,显示径向支撑力与直径降低百分比之间有直接关系,在0.5lbf下直径减少10%以内,在1lbf下直径减少10%~20%,在1.5lbf下直径减少30%~60%,在2lbf下直径减少60%以上。
从图12得出对于直径4.00mm支架,在0.5lbf下,直径减少10%以内,在1lbf下,直径减少10%~20%,在1.5lbf下,直径减少20%~40%,在2lbf下,直径减少60%~70%,在3lbf下,直径减少70%以上。

图12.4.00mm×18mm支架径向支撑力直径降低百分率的关系
综合上述图7~图12得出结论:径向支撑力与直径降低百分率与支架直径关系不大,与支架的焊接工艺有直接关系。
3.讨论
本试验中存在的不可用的数据分为两种类型的数据。一种是由于试验装置关闭而支架直径没有变化,因此数据有很少或者根本就没有影响。另一种是支架直径大小导致支架体与测试头端相互干扰的数据,也就是说支架外径OD几乎没有随着压力的大幅变化而变化。
从图1~图6 中得知直径分别为2.25mm、2.50mm、2.75mm单螺旋焊接的支架直径小小与力值的变化趋势图基本一致;直径分别为3.00mm、3.50mm的U-连接焊接的支架直径大小与力值的变化趋势图基本一致;直径为4.00mm的三螺旋焊接支架直径大小与力值的变化趋势图虽然与U-连接焊接的支架直径大小与力值的变化趋势图相似,但径向支撑力增加到2 lbf时,支架开始卷曲,随后支架扭曲变形。从而得出结论支架径向力值随直径的变化与焊接工艺有直接关系。
从图7~图12得出直径分别为2.25mm、2.50mm、2.75mm单螺旋焊接的支架直径降低百分率随径向支撑力的变化趋势图基本一致;直径分别为3.00mm、3.50 mmU-连接焊接的支架直径降低百分率随径向支撑力的变化趋势图基本一致;直径4.00mm的三螺旋焊接的支架直径降低百分率与力值的变化趋势图与单螺旋焊接和U-连接焊接的支架均不同。得出结论加工工艺一致,但直径不同的支架,径向支撑力与直径降低百分率与支架直径关系不大,与支架的焊接工艺有直接关系。
综上所述,进行支架径向支撑力研究过程中,本文使用仪器法进行测试,由于径向支撑力的测试可以有多种方法,仪器法具有操作简便、结果可靠、等优点,是近年来发展最快的测试技术,本文还可以考虑其他测试方法及技术与之进行比较。
猜你喜欢
品牌与标准化(2023年6期)2023-11-05
煤矿机电(2020年6期)2020-12-28
科学与财富(2018年30期)2018-12-28
课程教育研究·学法教法研究(2018年31期)2018-10-13
汽车实用技术(2017年24期)2018-01-24
魅力中国(2016年50期)2017-08-11
课程教育研究·新教师教学(2016年15期)2017-04-12
诗林(2016年5期)2016-10-25
中国造纸(2015年7期)2015-12-16
机床与液压(2015年23期)2015-02-24
