基于原子吸收色谱分析法的水质测试技术研究
2024-02-29 09:35王丽苠
山西化工 2024年1期
王丽苠
(潞安煤基清洁能源有限责任公司,山西 长治 046200)
0 引言
随着全球城市化和工业化进程的不断加速,在日常生活和工业生产过程中会产生大量的废水,这些废水中含有大量的有害物质,因此在生产过程中需要根据废水的情况选择合适的处理方案,消除废水中的各类有害物质,使其满足安全排放标准。工业废水中的各类重金属离子含量较为突出,对环境的维护也比较大,因此对工业废水中各类重金属离子含量有严格的标准,目前常用的测试方案主要是溶出伏安法、电感耦合等离子体法、生物酶抑制法等[1],不仅样本制备条件要求高,而且测试周期较长,无法满足化工厂快速检测需求。
原子吸收分光光度检测技术是一种比较成熟有害物质检测方法,已经在食品检测等行业得到了广泛的应用。某化工企业首次引入了该检测技术,针对工业废水的特殊性进行了专项检测技术研究,获取了一套适用于该企业的水样处理、干扰因素消除方法,实现了原子吸收分光光度检测在污水重金属离子检测中的精确应用。
1 分光光度法测试原理
原子吸收分光光度法是基于原子外层电子的跃迁来实现的,不同元素的核外电子数量存在较大的差异性。通常情况下这些电子都是在原子外层稳定运行,当其吸收一定的能量后就会跃迁到高能量状态,因此就可以通过分析这些元素对共振辐射的吸收情况来判断被测元素的浓度。原子吸收分光光度计测试原理,如图1 所示[2]。

图1 原子吸收分光光度计测试原理图
2 测试方案分析
2.1 测试样本选择
测试时所采用的样本是从化工厂的水样中所提取的,包括了厂区处理后的工业废水水样和地下水水样。地下水水样在采集时是直接从厂区的水井中提取,该水井的深度为64.8 m;厂区处理后的工业废水水样则是直接从处理水池中提取,从而能够真实的对厂区污水和地下水水质进行判断。
采样完成后马上进行水样的处理,先利用浓硫酸对水样进行酸化处理,将其pH 值控制在1~3 之间;然后再取100 mL 的水样加入5 mL 浓硝酸并进行加热处理,在加热时要使水温保持在80 ℃左右,避免水样的沸腾,持续加热到水样剩10 mL 时分布加入5 mL的浓硝酸和2 mL 的高氯酸,继续加热,直到水样剩1 mL 时为止;最后再加入去离子水使其充分混合后,把混合液用滤纸过滤后加入100 mL 的容量瓶中定容。
容量瓶可以选择玻璃材质或者聚乙烯材质,水样需要密闭保存,容量瓶在使用前需要先采用去离子水进行洗涤并烘干,避免有残留水样对测试结果产生影响。装有待测水样的聚乙烯瓶需要放置在0~4 ℃的环境中进行保存。
2.2 测试仪器分析
测试所使用的仪器主要为AA-6800 型分光光度计[3]、雾化时所使用的设备为高密度石墨管雾化器、光源则采用了高亮度的单空心阴极灯。
2.3 测试标准液制备
对水样的测试采用了抽样后的水样来验证测试结果精确性,同时制备了铁离子、铜离子、铅离子、铬离子标准液,用于测试过程中的校准。
铅标准液:先取0.15 g 的Pb(NO3)2固体放入到烧杯中,然后加入10 mL HNO3质量分数为5%的HNO3溶液,用玻璃棒搅拌均匀,使其完全溶解后再加入到一个1 L 的容量瓶中,并使用去离子水进行定容,确保铅离子的质量浓度为0.1 mg/mL。
铜标准液、铁标准液:取纯铜0.1 g,加入10 mL的硝酸溶液,等完全溶解以后,再加入到一个1L 的容量瓶中,并使用去离子水进行定容,确保铜离子的质量浓度为0.1 mg/mL。铁标准液的制备和铜标准液的制备一致。
铬标准液:先取0.28 g 的K2Cr2O7,然后加入10 mL的去离子水进行溶解,然后再加入到一个1 L 的容量瓶中,并使用去离子水进行定容,确保铬离子的质量浓度为0.1 mg/mL。
3 测试干扰因素及处理方案
利用分光光度法进行测试的时候,常见的干扰因素主要有物理干扰、化学干扰和背景干扰[4],因此为了保证测试的准确性,需要对以上干扰进行处理,避免影响测试结果。
物理干扰:主要是指样本和标准溶液之间因表面张力、液体黏度不同而产生的干扰情况。可以通过优化标准液配重方法,减少配制过程中的其他元素干扰来解决。
化学干扰:主要是指待测元素在测试过程中和其他物质发生化学反应而造成的干扰,通常会导致测试结果偏小。因此可以在溶液中加入阻断剂,该阻断剂[5]能够阻断目标元素的反应,从而提高测试的精确性。
背景干扰:在测试过程中存在着各种类型的光散射、非目标元素分闸吸收等,都会造成测试过程中的吸光度增加,造成测试结果偏高。因此可以采用连续光源法和塞曼效应校正法进行处理,避免因吸光因素干扰导致的测试偏差。
4 测试结果分析
利用分光光度法所测定的污水样本中各类重金属离子的含量分布,如表1 所示。
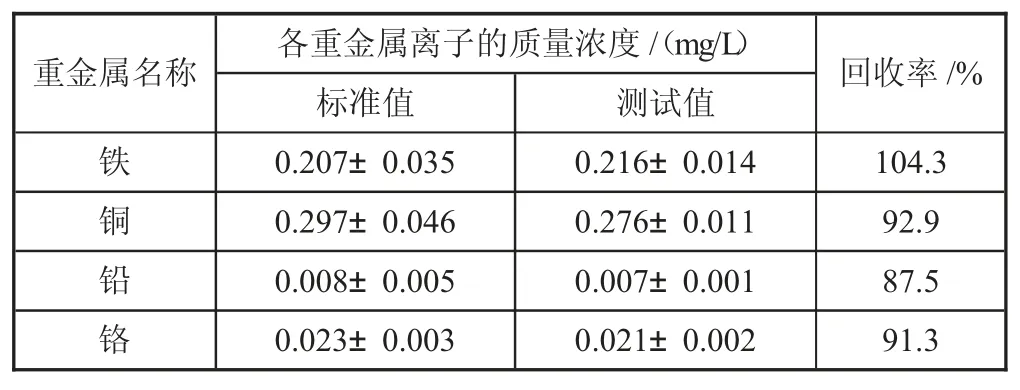
表1 测试情况汇总
通过对测试结果分析,采用分光光度法所测得的各类元素的测试结果和标准值均具有较高的符合性,说明了采用分光光度法测试的有效性。同时采用该方案所获取的回收率在87.5%~104.3%之间,测试值均在认证允许的范围以内,满足化工厂的水样检测需求。
地下水和废水测试结果如表2 所示。由表2 可知,在厂区地下水中的锰离子、铁离子、铅离子和锌离子的含量都较少,而废水中各类重金属离子的含量较高。根据我国化工厂污水排放标准[6],铬的最大允许质量浓度为1.5 mg/L,铅、铜、锰等的最大允许质量浓度为1 mg/L,因此经过化工厂处理后的污水均满足排放标准,证明了该化工厂污水处理系统的有效性。同时厂区内地下水水质的分析结果也说明了该化工厂对污水处理的有效性,未发生污水扩散或者污染地下水的情况。

表2 化工厂地下水和废水测试结果汇总表
根据对分光光度法的研究,该测试方法的整个测试效率比传统的电感耦合等离子体法、溶出伏安法高提升了90%以上,初步实现了化工厂内污水的快速、精确检测,实现了污水中重金属离子测试方法的更新迭代。
5 结论
为了解决化工厂污水水质测试效率低的不足,引入了原子吸收分光光度检测技术,文章结合化工厂的实际情况,重点对原子吸收分光光度检测机理、水样处理、测试要点等进行了分析,根据实际应用表明:
1)分光光度法进行测试的时候,常见的干扰因素包括物理干扰、化学干扰和背景干扰,需要针对性的进行干扰排除,提升测试精确性;
2)分光光度法所获取的回收率在87.5%~104.3%之间,测试值均在认证允许的范围以内,满足化工厂的水样检测需求;
3)分光光度法测试效率比传统测试方案提升了90%以上,显著提升了化工厂的检测效率,实现了污水测试技术的提升。
猜你喜欢
山东冶金(2022年3期)2022-07-19
氯碱工业(2021年6期)2021-12-25
供水技术(2021年3期)2021-08-13
军事文摘(2020年20期)2020-11-16
石油化工应用(2020年7期)2020-08-08
工程与建设(2019年1期)2019-09-03
现代园艺(2017年21期)2018-01-03
玻璃纤维(2016年2期)2016-12-18
河南大学学报(医学版)(2015年1期)2015-03-17
河南科技(2014年4期)2014-02-27