
基于“LE-DI”理念的汽车冲压智能物流研究
2024-02-27 08:30:34邓沛强广汽本田汽车有限公司
锻造与冲压 2024年2期
文/邓沛强·广汽本田汽车有限公司
本文关注传统冲压旧车间,基于“LE-DI”理念提出高效、低成本的智能物流方案,以及全面解析生产物流智能化的方向和难点。本文从实际的冲压工艺出发,主要回答了以下问题:什么是智能物流?如何布局冲压车间智能物流?如何实现智能物流?同时,本文通过实际项目案例加以分析,提出智能物流导入过程中的课题和处理方案。
随着国内汽车市场的竞争愈发激烈,各大车企的成本压力不断增大,降本增效成为了各家主机厂的主要任务。冲压作为汽车四大工艺之一,多年来通过导入自动化技术已大幅削减人力成本并提高了生产效率,但到目前为止,在物流工艺上仍保留着大量人工作业的传统模式,产生了大量劳动力成本。面对严峻且复杂多变的市场环境,冲压物流也应尽快朝自动化、数字化和智能化方向发展,进一步降低生产成本和迅速提高自身竞争力。本文关注传统的冲压车间,研究如何对车间内的离散型物流进行自动化改造,创新性地提出了“LE-DI”理念,高效、低成本地导入智能物流系统,同时从实际案例出发,阐述项目落地过程中的难点和有效的改造方案。
“LE-DI”理念
“LE-DI”指的是Low cost 低成本、Efficient 高效,和Digitization 数字化、Intelligent 智能化。“LE-DI”理念的核心思想是在激烈的竞争环境中以低成本、高效率为基本思路,快速导入数字化、智能化技术提升自身竞争力,如图1 所示。基于“LE-DI”理念,在传统冲压旧车间中导入智能物流,前期设计要“两手抓”:既要考虑功能的实现,也要考虑减少现场的改造量。不仅需要思考如何最大化利用现有场地来导入设备,如何最小化影响现有工艺和布局,还要思考如何实现智能化和数字化,最终达到降低生产成本和提高运输效率的目的。

图1 LE-DI 理念
冲压物流流程
在冲压车间,如图2 所示,卷材经过开卷落料、坯料堆垛、运输上料、冲压成形等工艺后生产出车身零件,接着经过质检装箱、运输入库,最后供件到下工序进行焊接。在整个过程中,传统的冲压车间需要多名叉车工完成坯料运输、上料,零件入库、供件等物流作业,随着市场竞争愈发激烈,继续沿用人力运输的模式成本高,已难以适应企业的发展需求,而近年来兴起的AGV 小车以及智能物流为企业提供了自动化改造的方向。
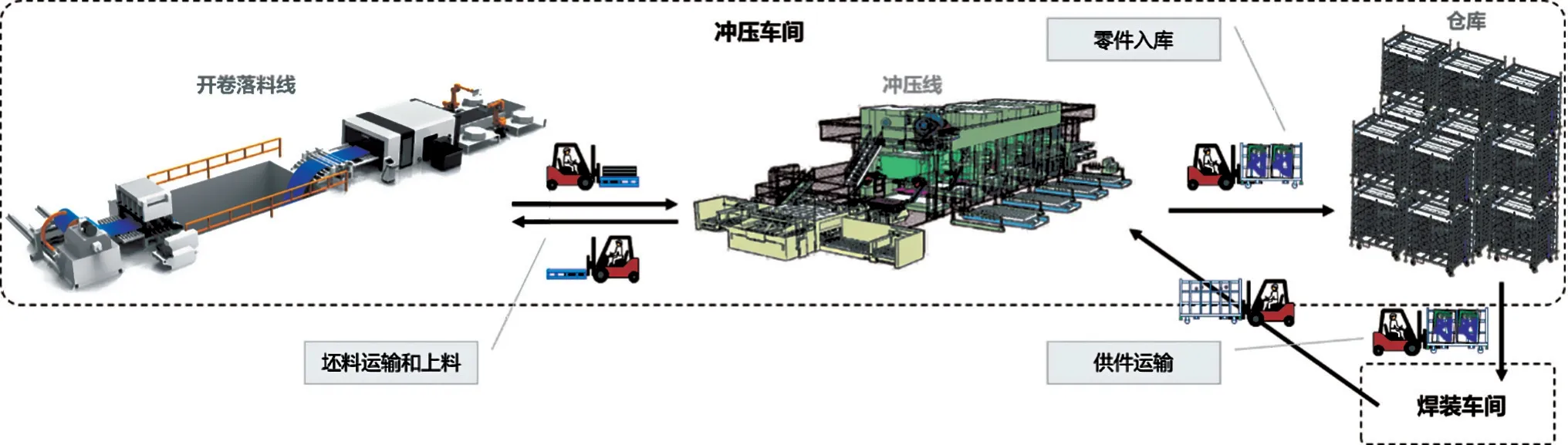
图2 冲压物流流程示意图
智能物流概念与AGV 的兴起
智能物流是在传统物流的基础上,通过数字化、信息化、智能化和自动化等先进技术,打造成一种高效、便捷、节能、环保的物流新模式,导入智能物流后能够实现全自动运输,运输流程可视化以及数字孪生等功能,为无人车间和数字化车间打下基础。车间智能物流系统主要包含三大模块:WMS 仓储管理系统,RCS 物流调度系统和AGV。其中AGV(Automated Guided Vehicle)即自动引导车,是智能物流中重要的一部分,是接收和完成运输任务的主体。
AGV 最早出现在20 世纪50 年代,现已被广泛应用于工业、餐饮、仓储等行业,主要用来充当物流运输、流水线的载体。第一台国产AGV 在90 年代正式落地,然而当时的AGV 负载吨位小,而且单台造价高达数十万元,加上运输方式简单、功能单一,需要人员配合操作等缺点,因此少有企业投入使用。但随着科技发展,AGV 产品不断更新迭代,功能越来越强大,现在的AGV 根据不同的功能大致可分成牵引型、背驮型、叉车型、举升型和特殊型5 种类别,既能实现智能判断路线和智能避障,也能适应各种形状的物料运输。最重要的是设备造价相对以往有大幅下降,现在的国产小负载(1 吨以下)AGV 单价已普遍在15 万元以内,对于许多企业来说已是可接受范围,近几年越来越多的AGV 项目正在陆续落地。
智能物流在汽车行业内的应用现状
在传统车企中,目前投入智能物流的车间主要以焊装与总装为主,用于代替人工完成车身结构件与仪表台或内装部件的运输工作,而在涂装和冲压车间内则少有应用。在涂装领域,由于电泳、涂漆等特殊工艺的需求,运输设备使用传统的PLC +输送链组合会更加安全可靠,投入智能物流系统或使用AGV 并无优势。
对于冲压车间,坯料和零件等物料都是人工运输,目前制约智能物流投入的因素有三个:
第一,冲压领域物料重且尺寸大,最重有5 吨,尺寸最大有3.8m×1.9m,市场上标准的AGV 无法满足需求,需要定制负载能力和尺寸更大的AGV;
第二,冲压料架尺寸差异大且规格多样,为保证通用性,AGV 的结构设计会存在较大难题;
第三,旧厂房空间有限,存在通道偏窄和零件仓储场地不足的问题,而现有的智能物流方案一般只针对新工厂新车间,并不适用于旧车间。当然,对于在前期已规划智能物流的新工厂来说,会预留充足的场地和设计统一规格的料架,因此导入智能物流会显得更加简单,而对于旧车间来说,并不能直接套用新工厂的方案,需要根据不同的现状进行量身定制。
传统冲压车间的智能物流方案
虽然在冲压旧车间内导入智能物流的设计难度较大,但也并非无法落地,笔者经过多次的供应商调研和深入现场调查,对相关难点进行分析,并结合“LE-DI”理念找到对应的理想方案,接下来将从实际的例子出发对新方案进行描述。
某主机厂的冲压A 车间于2005 年建成,内有5条纵向分布生产线和3 个零件仓库,另外有两条横向分布主物流通道:线首通道和线末通道。其中,线首通道的宽度为5m,主要用于坯料运输、上料作业、零件转运和模具转运;线末通道的宽度为5m,主要用于零件入库运输和出库供件。在运输的物料中,单架零件重1.5 吨,单架坯料重5 吨,模具重30 吨,整个物流系统共投入了40 台叉车、1 台拖模车和80余名员工来维持正常生产,物流分布情况如图3 所示(天车吊运和外部货车物流不包含在内)。
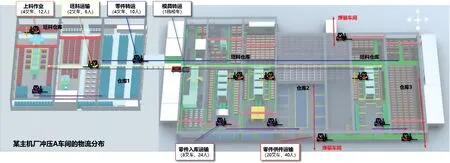
图3 某主机厂冲压A 车间的物流分布示意图
以下是以冲压A 车间为基础制定的智能物流方案。
智能物流总布局
根据作业类型,可将智能物流布局分为5 部分:智能坯料物流、智能上料运输、智能入库物流、智能供件物流和智能转运物流。这5 部分的任务不同且各有特点:①智能坯料物流负责将坯料从落料线运输到坯料仓库;②智能上料运输负责将坯料从仓库搬运到冲压线或直接接过落料线来的坯料完成上料;③智能入库物流负责将零件从冲压线运输到零件仓库并入库;④智能供件物流负责将零件出库并运输到焊装;⑤智能转运物流负责将零件从仓库1 转运到仓库2/3,将模具转运到各条生产线。
其中,与坯料相关的AGV 负载能力要5 吨以上,且能与落料线的堆垛机和冲压线的拆垛机握手与对接,零件相关的AGV 负载能力要1.5 吨以上,且能实现出入库功能,而转运用的AGV 需分成运输零件的普通型号和运输模具的大负载型号。这5 部分智能物流可一次性导入,也可根据优先度分步导入,因为各部分之间的AGV 具备一定通用性,所以AGV 可以在各自部分内形成小循环,也可以在车间的整个系统内形成大循环。
系统框架
图4 为系统的整体架构图,5 个部分由同一个WMS 系统和RCS 系统管控,由不同类型的AGV 执行运输任务,工作流程大致可描述为WMS 获取生产计划,这里的计划可以是对接生产管理MES 系统,也可以直接由生产线员工导入;WMS 根据生产计划检索对比库存信息,接着生成运输任务并下发给RCS系统;RCS 系统根据接收到的任务,调度附近的AGV执行,完成运输作业。
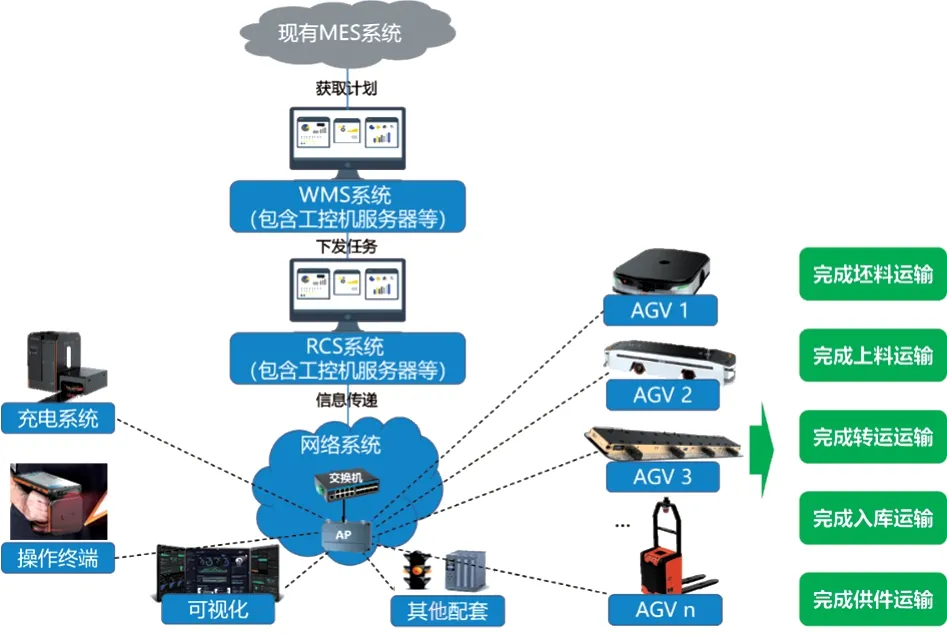
图4 智能物流整体架构
当然,完整的智能物流系统还需要包括以下部分:①网络系统;②充电系统;③操作终端(如PDA 等人工下发任务的设备);④可视化;⑤服务器/工控机;⑥其他配套装置(如物料对接装置、红绿灯等)。
线路布置
线首和线末通道作为主干道,布置AGV 双向通行线路,联通各条生产线与各个仓库,其中线首通道主要用于坯料和模具的运输,线末通道主要用于零件运输,其他通道根据实际生产需求布置AGV 支路,整体线路形成了总线型+环形的拓扑结构。
整体运转方案
基于“LE-DI”理念,在制定整体方案时需要先思考如何实现低投入与快产出,概括来说,就是要尽量减少对现有场地和设备的改造,减少对现有工艺和生产的影响。仍以冲压A 车间为例,在设计方案时碰到两个典型的难题。
⑴场地空间不足,主要是零件仓储空间有限。
在以往的项目实绩中,投入智能物流系统一般需要配套零件立体仓库(后文简称“立库”),实现AGV 到点后的零件自动出入库。先回头看一下冲压A 车间,目前零件是通过人工叠放3 层存储的,零件仓库的厂房高度小于10m,仓库面积有限且没有额外的地方扩建,在此条件下导入立库会损失零件存储量。在仓库面积一定时,原有叠放3 层的零件,在立库中至少需要叠放6 层才能保证存储量,原因是立库中需要空出巷道来布置堆垛机。按单层零件高2m 计算,至少需要12m 以上的厂房高度才能导入立库且不损失存储空间,明显A 车间的仓库厂房并不满足条件。
在这种情形下,最理想的方案是重建厂房,再投入立体仓库,但显然这个方案不仅造价高,耗时长,且会影响到正常生产。经过市场调研后,这里提出一个创新方案:不改变现有仓储条件,只需要重新分配存储空间,一种零件对应1 个存储区域,然后投入叉车型AGV配合视觉识别系统实现零件的自动出入库。
叉车型AGV 自带有视觉识别(图5)与激光定位功能,可自动识别位置和叉取零件台车,完成自动出库的功能。搭配工业视觉在上方辅助定位,解决零件入库叠放时的定位难题。方案中的设备可逐步投入,先在仓库小范围内进行测试,待测试好后再全面铺开,此外本方案无需重建厂房,市场上也有成熟的工业视觉和叉车型AGV 产品,初步计算投入成本约为立体仓库的三分之一,另外设备可以逐步投入,不影响正常生产,有利于在旧车间中实施。
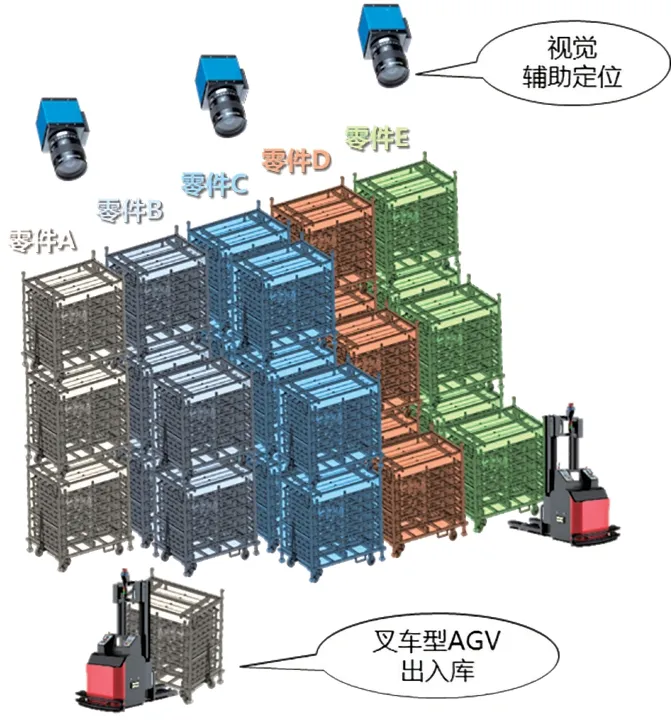
图5 无人叉车配套视觉系统实现自动出入库
⑵已有的冲压生产线布局与规格难以改变,改造难度大。
在冲压A 车间,冲压线的拆垛单元靠近且面向线首通道,传统对接AGV 的方案是在拆垛单元前面新增自动化对接设备,如图6 所示,但此方案会挡住物流通道,与AGV 运行线路干涉。因此,这里提出一种新的方案:使用叉车型AGV 对接坯料,坯料运输过来后临时存放在线边空地,接着叉车型AGV 自动接过坯料并完成上料作业,或者到坯料仓库取料和上料,如图7 所示。对于为何不直接使用叉车型AGV 从头到尾运输坯料,实际上叉车型AGV 的价格大概是牵引型或背驮型AGV 的3 ~4 倍,因此在现今常规的智能物流方案中运输量大或运输距离长的作业会交给牵引型或背驮型AGV 实施,特殊作业才交给其他类型的AGV。

图6 传统的对接装置
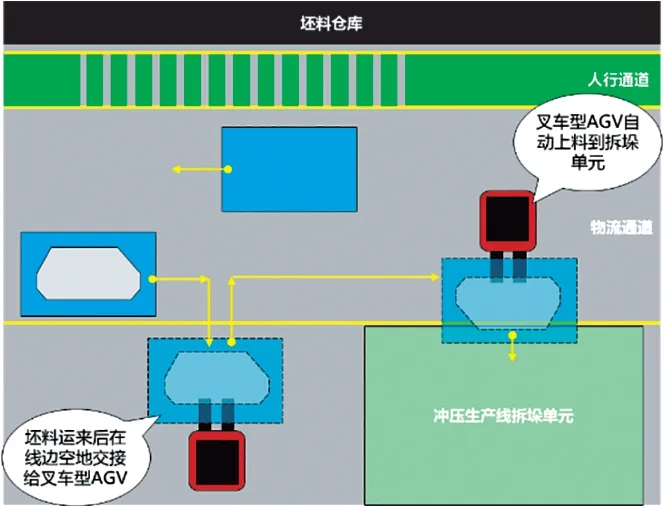
图7 叉车型AGV 完成上料作业示意图
总结该运转方案,WMS 系统根据MES 系统的生产计划,生成运输任务给RCS 系统,然后派发任务给AGV,如图8 所示。投入牵引型或背驮型AGV 完成长距离的自动运输,投入叉车型AGV 完成零件的自动出入库和坯料的自动上下料,整体围绕线首和线末两条主干道运行。物流过程可概述为落料线生产后的坯料由叉车型AGV 叉取,并交接给牵引型或背驮型AGV 长距离运输到冲压线旁,交接给线边的叉车型AGV 并上料到拆垛单元,冲压线生产后的零件经由牵引型或背驮型AGV 运输到仓库,再交接给仓库内的叉车型AGV 叠放入库,待下工序有需求时,叉车型AGV 将零件叉取下来出库,并交给牵引型或背驮型AGV 供件给焊装。
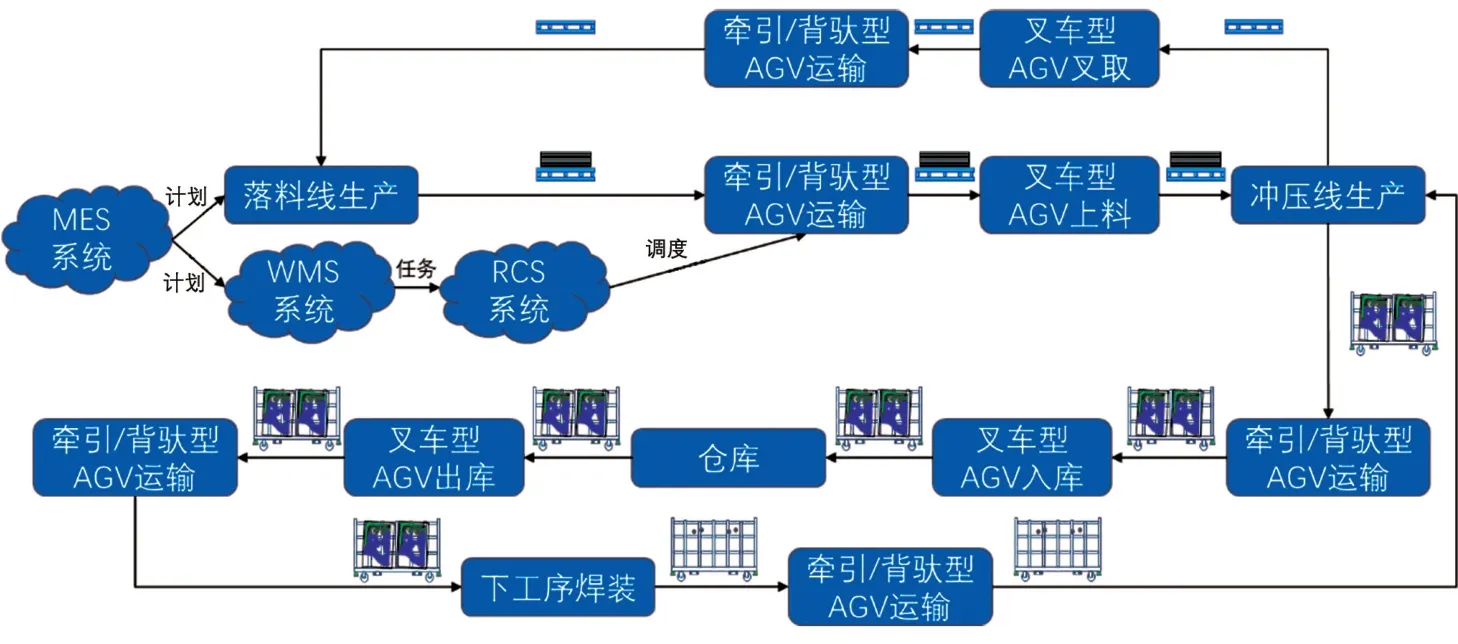
图8 智能物流流程示意图
数字化内容
图9 为智能物流系统布局示意图,整个物流系统都由无线网络连接,所有的AGV、充电站等设备状态,以及供件计划、运输任务等物流信息都会上传到WMS 和RCS 系统中,并对所有的信息进行处理,计算出负荷率、计划完成率、设备故障率等数据,最终形成生产物流的数字孪生模型,并展示在可视化屏幕上。在屏幕中,不仅可以清楚看到每台AGV 的实时位置、实时运输的物料、实时的计划完成率等信息,还可以在线操作控制每台设备,或配置设备参数,例如修改AGV 运行速度、设定充电时间、手动插入运输任务等。
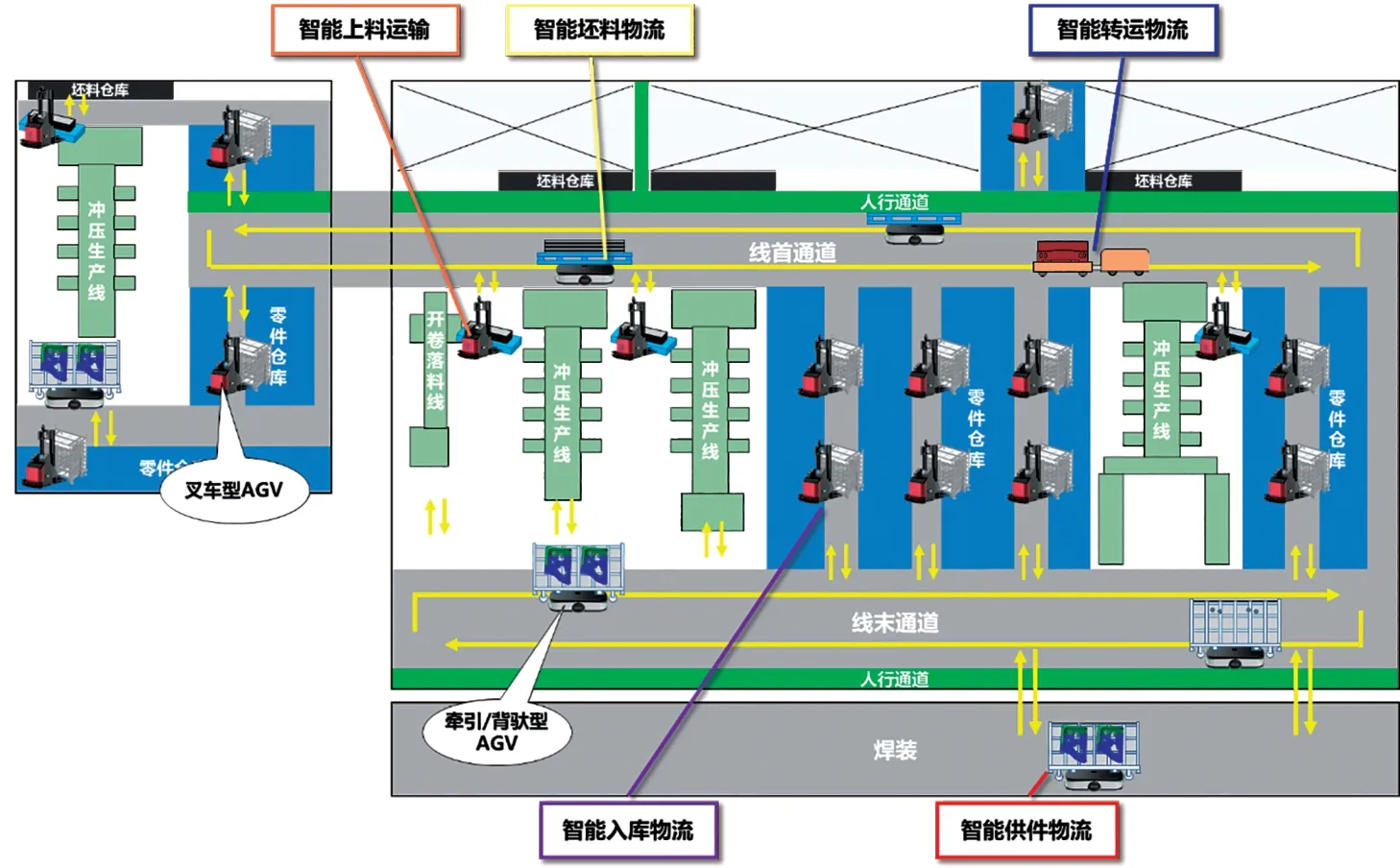
图9 智能物流系统布局示意图
项目投资预测
根据以上方案,对冲压A 车间智能物流项目的预算进行初步评估。在投入的AGV 数量方面,可以利用行驶速度来初步估算:现有叉车在车间内限速5km/h,而AGV 平均速度一般设定为2km/h,原有40 台叉车,则至少需要100 台牵引或背驮型AGV 来代替运输,此外还需要投入叉车型AGV 完成上下料等作业。每条巷道或每条生产线布置1 ~2 台,预计需要25 台叉车型AGV,最后还需导入1 台30 吨AGV 用于模具运输。按牵引或背驮型AGV 单台约20万元、叉车型AGV 单台约50 万元、30 吨AGV 单台约100 万元来预估,另外加上系统开发费用与其他配套改造费用,估算冲压A 车间的智能物流项目费用约为4000 万元。经过市场调查,相同项目若使用AGV +立体仓库+改造生产线设备的方案,则费用起码需要六千万元以上,对比下来,本文中的方案投入成本下降了30%以上。
在“LE-DI”理念指导下,本文中设计的方案包含智能化和数字化内容,投入成本约为市场上常规方案的70%,而且预计投入周期更短,另外可以边生产边投入,减少对生产造成的影响,适合传统的冲压旧车间投入智能物流时参考使用。
设计方案中的其他难点分析
接下来针对制定智能物流方案过程中遇到的其他一些难点进行拆解分析。
难点1
AGV 选型问题。根据不同的运输作业类型,AGV应该配置有5 种型号:运输零件用的3 吨牵引或背驮型AGV(图10)和3 吨叉车型AGV,运输坯料用的5吨牵引或背驮型AGV 和5 吨叉车型AGV,以及运输模具用的30 吨背驮型AGV。对于冲压旧车间,零件的长距离运输建议使用牵引型AGV,原因有两个:一是传统的零件台车本身已有脚轮,适合于牵引,而使用背驮型时脚轮会碍事;二是零件台车高,使用背驮型时台车离地,重心偏高不稳定,会有安全风险。相对来说,对于坯料的长距离运输则建议使用背驮型AGV,与零件台车对比,坯料架没有脚轮且重心低,适合于直接背驮运输。
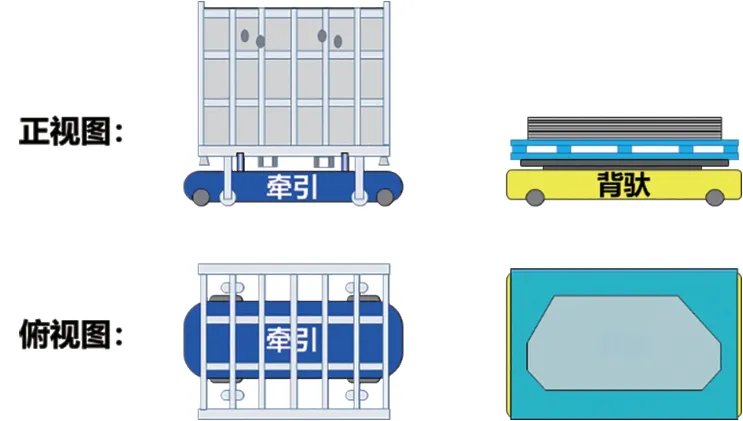
图10 牵引型与背驮型示意图
难点2
料架规格不一,与AGV 对接存在课题。若运输的料架规格基本一致,且在尺寸合适的情况下对料架进行简单的改造后就可直接对接AGV,但实际上料架为适应不同的运输物料而设计成了不同的规格和尺寸。以冲压A 车间为例,里面就有40 种规格的零件台车,而且大部分零件台车的底部空间不足(图11),AGV 根本无法进入。在此情况下,万无一失的方法是重新设计和制作所有台车,但面对成千上万的数量,实施起来费时费力,成本也很高,不符合“LE-DI”中低成本、高效的理念。
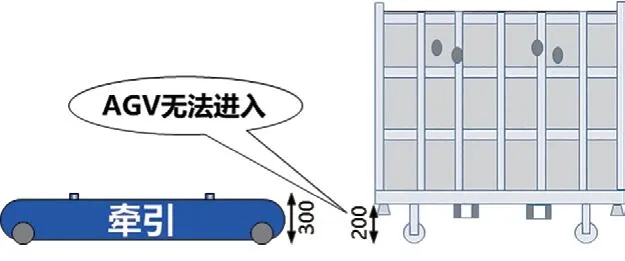
图11 台车底部空间不足示意图
在这里提出一个方案,在台车和AGV 之间增加底托对接两者,平时底托就固定在AGV 身上,运输到位后由其他装置放置或取下台车,解决了台车底部无法进入AGV 的问题。此外,为保证台车在运输过程中的安全稳定,底托上必须要设计固定结构,同时还需要考虑适用于所有台车。这里提供一个参考样式,如图12 所示,根据不同规格台车的脚轮间距,设计多个三角卡槽卡住脚轮,放置不同的台车时会卡到不同的槽位上。同时,利用台车叉臂孔尺寸一致的特点,在叉臂孔中间设计支撑结构辅助固定,而且在接触面设计聚氨酯等材料增加摩擦力,保证在运输过程中台车不抖动、不侧移。
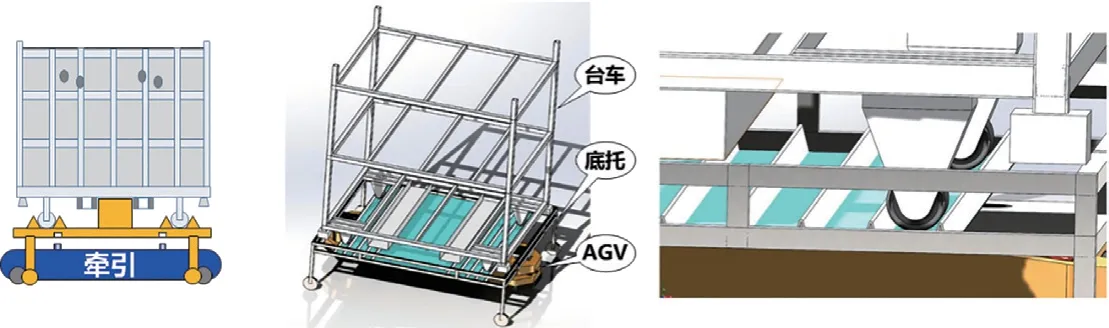
图12 底托设计图
难点3
在AGV 之间以及AGV 与设备之间对接的课题。交接物料的地方一般称为站点,在站点处安装限位装置,如图13 所示,牵引型或背驮型AGV 到达站点限位后放下物料,随后立刻执行下一个任务,叉车型AGV 到站点后叉走物料。另外AGV 在叉取坯料架时,为避免“二次叉运”的问题(因叉臂长度等限制,需要叉动两次才能到位的问题),背驮型AGV尺寸需慎重考虑,例如冲压A 车间坯料架尺寸最小为1.6m×1.6m,最大为3.8m×1.9m,为保证坯料架能够靠背驮型AGV 中心放置,并且避免“二次叉运”,AGV 尺寸最好控制在3.8m×1.6m,且相差±0.1m 范围内。
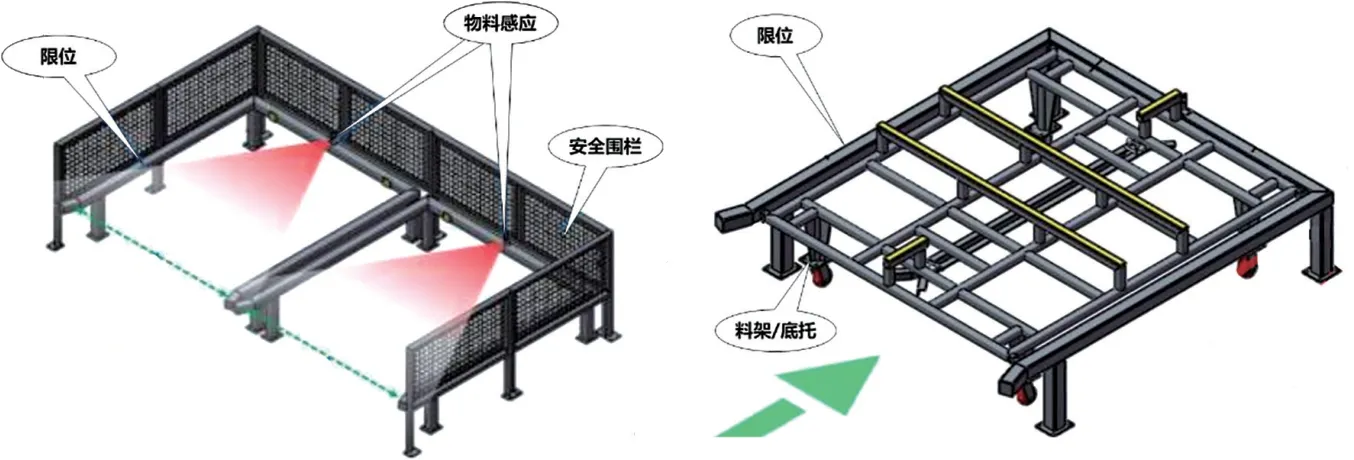
图13 站点设置
难点4
运输安全的课题。在冲压A 车间中,原有物流通道(包含人行通道)宽度仅5m,考虑到现有运输物料的宽度最大为1.9m,布置AGV 双向路线后,会导致通道剩余空间狭窄,此外还有物流路线与行人路线交叉的情况。在如此复杂的空间下,AGV 与行人之间的安全难以保证,最理想的对策是重修通道,扩大空间且在硬件上做到人车分流,但显然这种做法会影响到车间布局,压缩了生产线的空间,同时,还存在造价高、耗时长、影响正常生产等缺点。这里提供另外一个思路,如图14 所示,不改造通道,但为保证行人安全做以下对策:①安装护栏与道闸;②利用监控摄像头做行人监测(图15);③降低AGV 经过特殊路段时的速度。
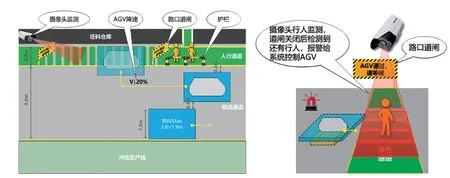
图14 安全措施示意图
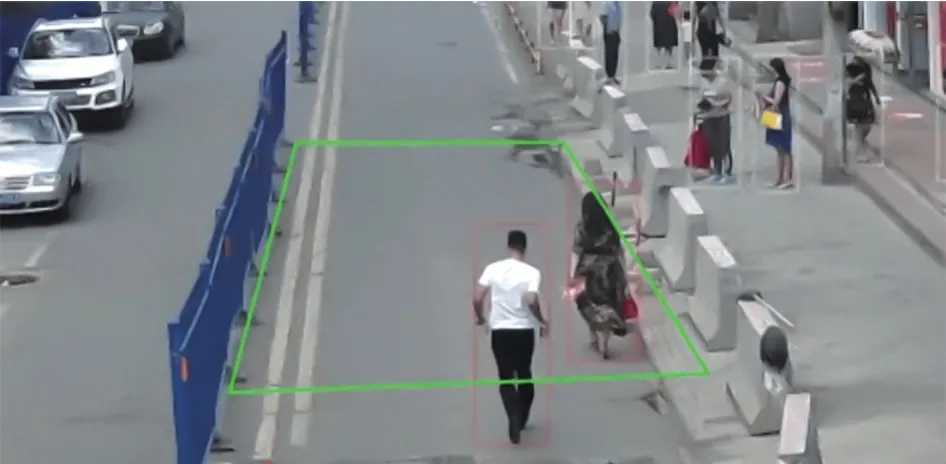
图15 移动监测示例图
其中,路口道闸作用是当AGV 进入人行通道时隔离行人,摄像头作用是辅助AGV 监测行走方向有无人员,有人时会报警并提前停止区域内的AGV(先于AGV 自身的避障雷达)。因此,算上AGV 自身的安全装置共有5 重安全防护:摄像头监测、激光避障雷达、机械防撞(触碰急停)、急停按钮和声光报警,多重防护下能够大幅降低安全风险,保证运输安全。
结束语
在现今市场环境下,冲压物流自动化、智能化、数字化是未来的必然趋势。面向传统的冲压旧车间,导入智能物流存在一定难度且无先例参考,本文从实际案例出发,创新性地提出了高效、低成本,且对生产影响小的冲压车间智能物流方案,对于冲压车间的智能物流项目具有一定的指导意义。
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:54
中国储运(2022年6期)2022-06-18 10:29:00
轴承(2022年5期)2022-06-08 05:05:42
河南工学院学报(2021年3期)2021-09-27 12:08:44
中国特种设备安全(2021年12期)2021-04-26 14:37:06
昆钢科技(2020年6期)2020-03-29 06:39:32
文化交流(2019年3期)2019-03-18 02:00:12
广州大学学报(自然科学版)(2016年2期)2017-01-15 13:43:02
中国储运(2016年8期)2016-09-02 06:22:04
工业炉(2016年1期)2016-02-27 12:34:13
