增强聚乙烯复合管卡套法兰组件的研究设计*
2024-02-25 08:55邹修敏郝红梅许荣辉赵树辉
南方农机 2024年4期
邹修敏 , 胡 飞 , 吴 胜 , 刘 惺 , 郝红梅 ,许荣辉 ,赵树辉
(1.四川化工职业技术学院,四川 泸州 646099;2.四川自强科技有限公司,四川 泸州 646000)
我国是农业大国,《第三次全国国土调查主要数据公报》显示:我国耕地19.18 亿亩,其中水田4.71 亿亩,占24.55%;水浇地4.81 亿亩,占25.12%;旱地9.65 亿亩,占50.33%。各地农业灌溉因地制宜采取“引水”举措,保障农作物保产增产。利用管道将水直接送到田间灌溉,可以减少水在明渠输送过程中的渗漏和蒸发损失,但是管道将水源长距离输送到田间地头,由于水体中含有泥沙等杂物,输送水体过程中水体对管壁具有很大冲刷作用,导致输水管道寿命降低,因此对输送水体管道提出了特殊要求。为了延长输水管道的使用寿命、降低水体输送成本,采用非金属管代替金属管势在必行;此外,随着我国加快海绵城市建设,地下管网也已成为城市基础建设的核心内容之一[1],由此,非金属管道“以塑代钢”应用范围将不断加大。随着非金属材料管道不断涌现及其性能持续提升,增强聚乙烯管的应用会更加广泛,因此,研究设计出连接、拆卸都方便的增强聚乙烯管接头形式具有十分重要的意义。
1 增强聚乙烯管的应用及成型种类
增强聚乙烯(PE)管由于具有耐腐蚀性强、长期稳定性好、重量轻、安装维修方便、柔性好、可塑性强等特点,已在城市输水、农业灌溉、高层和超高层燃气输送、页岩油和页岩气输送、海底管道输送等方面得到广泛应用。增强聚乙烯管包括增强聚乙烯波纹管、增强聚乙烯缠绕管、HKPE 复合增强聚乙烯管、钢带增强聚乙烯管、纤维聚乙烯管、双高筋聚乙烯管、钢骨架复合聚乙烯管、钢丝网聚乙烯管、连续玻纤聚乙烯管等。增强聚乙烯管成型方法主要有口模拉伸成型法、旋转挤出成型法、压缩空气成型法、剪切拉伸控制成型法、其他应力场成型法[2]以及钢骨架缠绕式成型法等,目前应用较多且特征显著的是钢骨架缠绕式聚乙烯管,本研究主要针对钢骨架缠绕式聚乙烯管连接结构开展。
2 钢骨架增强聚乙烯复合管结构及成型特点
由于普通塑料管在温度较高时容易软化,导致强度下降且易变形,由此有可能引起“爆管”现象的发生,因此需要对塑料管进行增强处理,增强聚乙烯复合管就是其中的一种,它由5 层结构组成,由内到外依次为芯管内层、芯管外层、裸钢丝缠绕增强骨架、外保护层内层、外保护层外层[3-4],增强聚乙烯管结构如图1 所示。
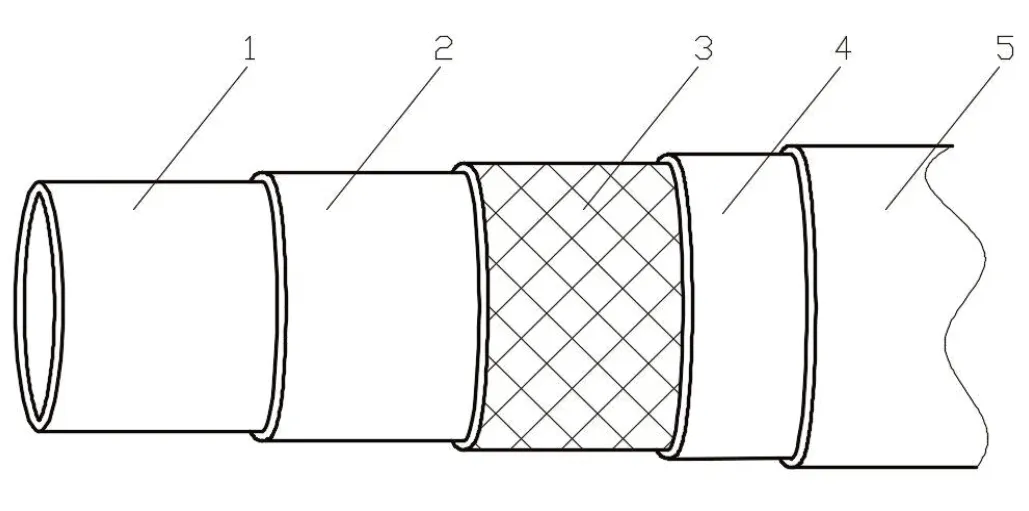
图1 增强聚乙烯管结构
芯管内层的材质为聚乙烯,芯管外层和外保护层内层为热熔胶黏结树脂、外保护层外层为PE100。芯管内层、芯管外层通过共挤一次成型构成双层复合为一体的芯管,通过缠绕钢丝,再通过温控箱加热使钢丝黏合在芯管外层上面,同理,外保护层内层和外保护层外层采用一次共挤成型,由此获得增强聚乙烯复合管,它既能满足强度要求,又能有效耐水体的冲刷。
为提高钢骨架缠绕式增强聚乙烯(PE)管的强度和性能,增强钢丝网骨架与芯管和外层涂覆层结合强度,防止钢丝网骨架与内芯层和外保护层发生分层现象,采用芯管内层与芯管外层双层复合共挤一次成型、外保护层内层与外保护层外层一次共挤成型,缠绕增强聚乙烯管成型工艺过程[5]如图2 所示。该工艺采用未经包覆处理的裸丝以及两套复合共挤模具,使得一次性生产设备投入少,减少了增强钢丝涂覆工序,不仅能降低生产线的成本,而且获得的复合管各层之间黏结更加牢固,强度更高,从而减少了现有产品存在的钢丝易抽丝等隐患。
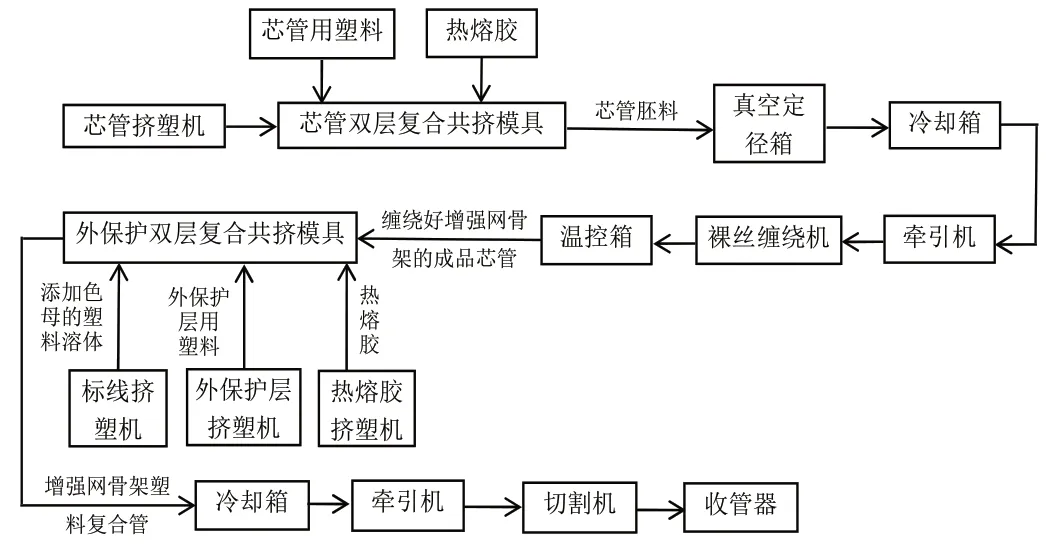
图2 缠绕增强聚乙烯管成型工艺过程
3 增强聚乙烯复合管常用连接结构
管道常用的连接方法主要有螺纹连接、法兰连接、承插连接、焊接、黏接等[1,5-6],而增强聚乙烯复合管常用的有法兰连接和电热熔连接两种[7-8],使用时应依据实际情况合理选择连接方式。通常情况下埋地管道不会采用法兰连接而会采用电热熔连接形式[9]。电热熔连接是利用镶嵌在连接处接触面内壁或外壁的电热元件通电后产生的高温,将接触面熔接成整体的连接方法,它属于不可拆连接。但是增强聚乙烯复合管在电熔管件连接时,复合管连接部位中间层的钢丝网并没有与下一节增强复合管钢丝网固定连接,热熔连接仅连接了两节管道的内表面或者外表面,因此其热熔连接并没有对钢丝网的加固起到任何作用,导致管道连接处连接强度不够。此外,输水管道往往在郊外,利用电热熔连接不方便,因此往往采用可拆的法兰连接,它是利用螺栓紧固套装在相邻管端上的端部连接方法,属刚性接头。法兰连接不仅能节省施工工期、减少人工费用并提高效率,而且在6 MPa以内的水压下承压效果、稳定性和耐腐蚀性都较好,在山地、丘陵等高差大、距离长、山路起伏多的地带常采用法兰连接。
4 增强聚乙烯管快捷可拆连接结构设计
由于增强聚乙烯管和普通塑料管一样,不能像金属管那样在端部构造成法兰结构,由此需要设计一种快捷装拆的连接结构形式,以便于及时装拆。为了满足这一要求,赵树辉[10]设计出了一种法兰组件接头,它由法兰头、对开环、法兰片、连接螺栓、法兰骨架、管道等组成,当法兰头具有斜坡面时,对开环设有与之对应接触的对开环内斜面,且受力止推座与对开环后座上表面之间呈直角,增强聚乙烯管斜坡面连接结构如图3 所示。当法兰头具有后直角时,对开环设有与之适应接触的对开环内直角,且受力止推座与对开环后座上表面之间呈直角或锐角,增强聚乙烯管对开内直角连接结构如图4 所示。为了便于连接,法兰压舌的长度大于或者等于法兰头上表面长度的1/10,对开环后座的长度大于或者等于法兰片厚度。当法兰组件用于管道输送中高压介质时,两端法兰头上表面与法兰压舌之间设有中高压增强管件体,增强管件体应为电热熔套管或金属对开套管,增强聚乙烯管增设中高压管件结构如图5 所示。为了保证密封需要,两个法兰头之间应设置密封圈或者密封垫片。为了采用可拆连接,对开环至少由两个合圆组成,每片间留有大于等于2 mm间隙,对开环结构如图6所示。
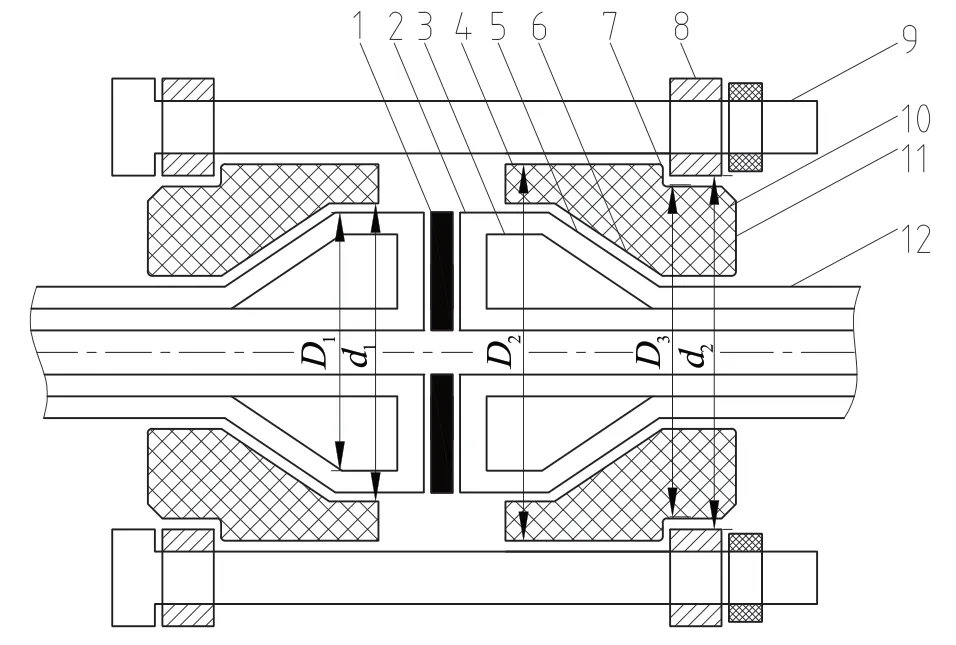
图3 增强聚乙烯管斜坡面连接结构
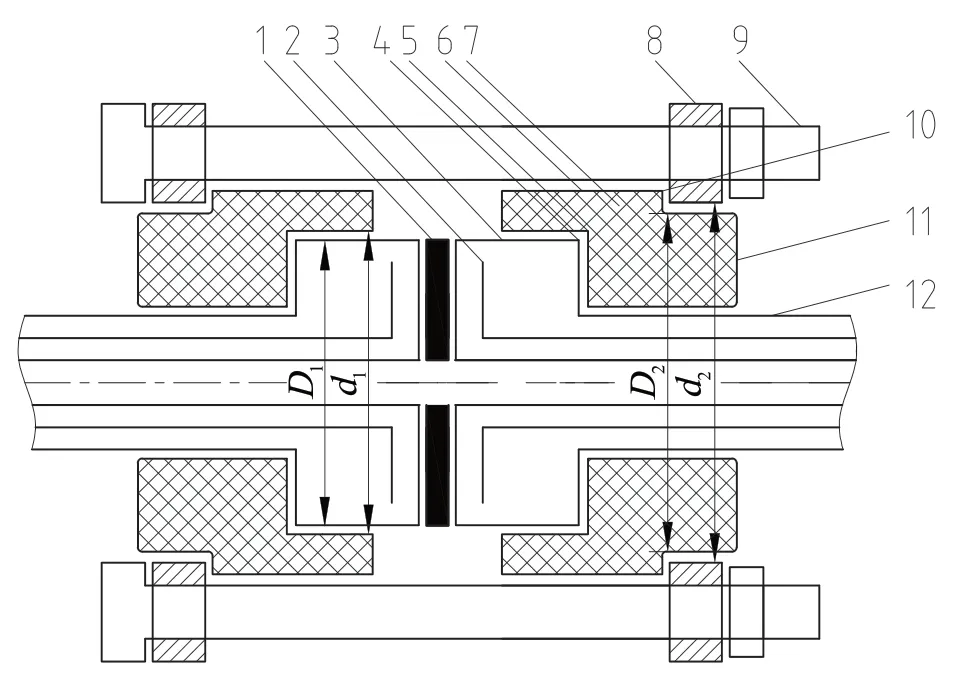
图4 增强聚乙烯管对开内直角连接结构
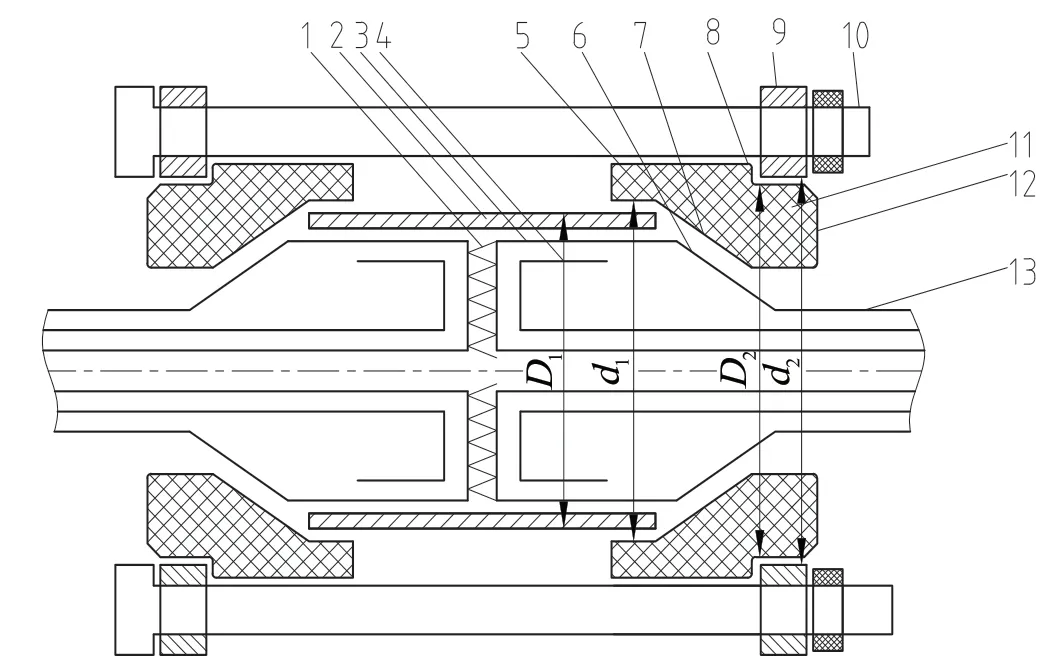
图5 增强聚乙烯管增设中高压管件结构
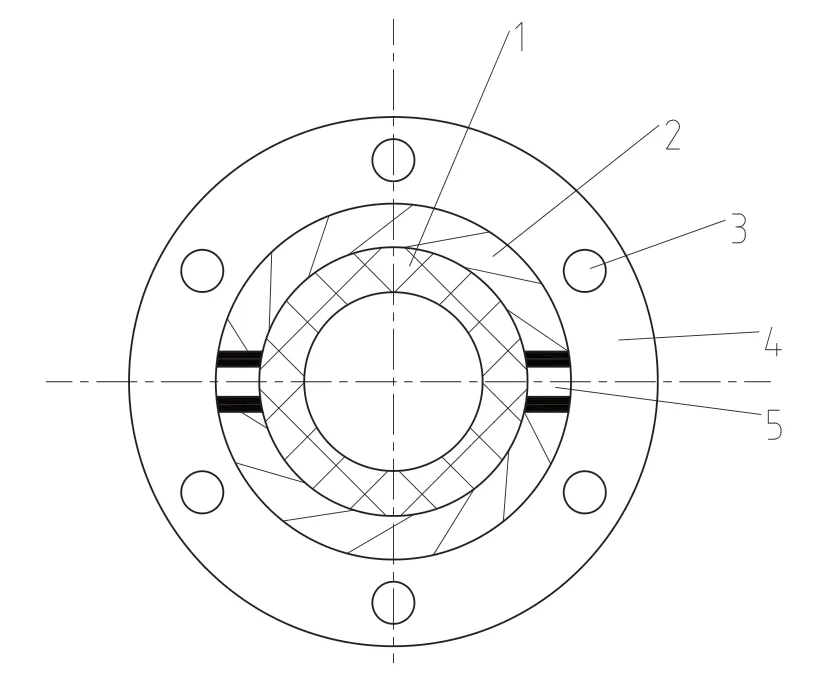
图6 对开环结构
设计时需要满足以下条件:D1≈d1、D1<d2、D3≈d2,法兰压舌长度≥管端长度1/10,对开环后座长度≥法兰片厚度。
5 工作原理
如图3 所示,由于增强聚乙烯复合管管端直径D1小于法兰片内径d2,所以在安装时,首先将法兰片通过管端分别套在需要连接的两端管子上,然后在每一端把两个对称的对开环分别卡套在预连接的法兰头上,法兰压舌压在法兰头表面,对开环后座压在管道外表面,受力止推环是法兰压舌与对开环后座之间形成的凸台,之后将两块法兰片分别卡套在两个对开环的受力止推座上,两块法兰片通过螺栓连接,通过拧紧连接螺母,达到了增强聚乙烯复合管连接和密封的目的;此外,受力止推座距法兰头连接端面的长度大于法兰头上表面长度。拆卸时,只需拧松螺母,将连接螺栓卸下,就能够达到将连接管分开的目的。这种连接结构简单、装拆快捷方便,法兰腐蚀时不需要更换法兰头。
6 结语
由于钢骨架增强聚乙烯复合管中间增设了钢丝网加强层,普通热熔连接不能将中间钢骨架层有效连接而影响连接的整体强度,因此设计了一种快捷、方便装拆的对开环卡套法兰连接结构。它不仅能够满足连接强度要求,而且适用于山地、丘陵等高差大、距离长、山路起伏多的地区进行长距离输送,结构简单、装拆方便、成本低,适用于各种非金属管道的连接。
猜你喜欢
中学生数理化·中考版(2021年9期)2021-11-20
石油沥青(2021年2期)2021-07-21
云南化工(2020年11期)2021-01-14
石油沥青(2018年4期)2018-08-31
橡塑技术与装备(2018年14期)2018-07-20
石油化工建设(2018年2期)2018-07-11
电子测试(2018年1期)2018-04-18
焊接(2016年2期)2016-02-27
合成化学(2015年4期)2016-01-17
海军航空大学学报(2015年1期)2015-11-11