基于Smith-模糊PID 的茶叶揉捻压力控制系统设计*
2024-02-25 08:55何宇驰熊爱华艾施荣陈永乐黄俊仕
南方农机 2024年4期
方 静 ,何宇驰 ,熊爱华 ,艾施荣 ,陈永乐 ,黄俊仕
(1.江西农业大学工学院,江西 南昌 330045;2.江西农业大学软件学院,江西 南昌 330045)
0 引言
揉捻在茶叶加工中是至关重要的一道工序,它的作用主要在于破坏叶细胞,揉出茶汁,使流出的茶汁附着在叶表上,有利于冲泡、耐泡,并使茶叶初步定型,卷成更小体积的茶条,塑造美观外形,增强成茶色泽与口感。目前,茶叶揉捻作业中揉捻压力多是依靠制茶师的经验施压,揉捻压力要遵循“轻—重—轻”的原则,即加压方式为先轻后重再轻,每一个加压阶段,其压力值是恒定的[1]。因此,对茶叶揉捻机的压力控制系统进行研发探索,来实现加压稳定化以及精准化的效果,这对减轻人工劳动强度、提高茶叶品质稳定性都有十分重要的意义。
本文将传统的PID 算法结合Smith 预估控制和模糊理论,将Smith-模糊PID 算法应用于茶叶揉捻机的揉捻压控制,实现对揉捻过程中压力的精确、稳定控制。系统采用STM32 控制器,在上位机上显示由压力传感器获取的当前揉捻压力,与设置的揉捻压力值比较,使用Smith-模糊PID 控制来调整揉捻压力,将压力稳定地维持在设定值上下。利用MATLAB 对建立传递函数模型的压力控制系统仿真分析,探讨Smith-模糊PID 控制在茶叶揉捻时精准控制压力值方面的优越性。
1 茶叶揉捻机整体结构及特点
茶叶揉捻机的整体结构为机座、揉捻桶及揉捻盖三部分,机座的主要部件为脚支柱、揉捻盘、主电机及下茶叶盖,揉捻桶是以桶毂及曲柄为传动机构,在主电机的驱动下实现在揉捻盘上水平旋转。一根固定支柱连接在揉捻桶一侧的桶毂上,在垂直向揉捻盘的中心一侧将横梁臂安装在支柱上,其在靠近揉捻盘内侧的垂直方向上安装有揉捻轴、压力传感器和揉捻盖。揉捻桶上方安装有压力传感器、揉捻轴、揉捻盖和加压电机等,在揉捻桶的内部给茶叶施压。在揉捻过程中,压力传感器不断获取揉捻过程中的压力值,Smith-模糊PID 根据当前压力值与偏差调整输出PWM 的大小,由PWM 实现精确控制揉捻压力。茶叶揉捻机结构如图1 所示。

图1 揉捻机整体结构
2 Smith-Fuzzy PID控制原理
2.1 PID控制
PID 控制器是通过反馈的被控系统实际输出量与设定的参考值的差值进行闭环控制,具有结构简单和易于操作等优点,其原理如图2所示。
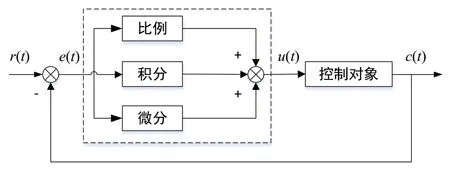
图2 PID控制系统原理图
r(t)为设定参考量,c(t)为被控系统实际输出量,e(t)为实际输出量与参考量的偏差值,u(t)为修正量,因此系统的偏差值e(t)如公式(1)所示:
通过PID控制运算后的修正值u(t)如公式(2)所示:
其中,Kp是比例增益,是积分控制的时间常数,是微分控制的时间常数[2]。
PID 算法的比例、积分、微分3 个环节的效果强弱受各参数控制,需要选取适合的参数进行设置,使系统的性能达到要求。而经典PID 算法,其参数Kp、Ki、Kd的值为常量,不能调节,导致调节时间过长,超调量加大[3],当外界存在干扰时,不能精准控制茶叶揉捻过程中的压力值。
2.2 模糊控制
模糊PID 可对Kp、Ki和Kd这3 个参数进行在线动态修改,以满足不同误差和误差变化率对控制参数的不同要求,从而获得最理想的控制效果[4]。模糊控制器的主要构成有四部分:模糊化、知识库(规则库)、模糊推理和解模糊化,其原理如图3所示,图中虚线框内的部分为模糊控制器,其作用是将精确量转化为模糊量,然后根据语法控制规则,进行模糊推理,最后将模糊推理的结果精确化,实现对被控对象的控制[5-6]。

图3 模糊控制器原理图
模糊控制系统利用传感器采样系统的实际输出量,根据采样值和设定参考量计算出输出误差E和输出误差变化率EC,模糊控制器根据E和EC,先将其模糊化处理,再通过模糊规则做出决策,得到模糊控制量,最后解模糊化变为精确量,执行机构得到控制量后执行动作,其基本原理如图4所示。

图4 模糊控制基本原理图
2.3 Smith预估控制
当控制对象含有很大的时滞环节,扰动作用不能及时被察觉,导致系统不稳定,为了改善系统性能,可以在反馈回路中加入一个补偿环节将控制通道中的纯滞后环节分离出来[7]。并联的补偿环节称为Smith 预估器,其原理框图如图5所示。

图5 Smith 预估控制原理图
根据Smith 预估控制的基本理论,则被控对象的等效传递函数如公式(3)所示:
由公式(3)可以得知,Smith 预估控制可以有效消除系统中纯滞后环节带来的不利影响。
3 茶叶揉捻压力控制系统设计
3.1 揉捻压力控制系统
压力控制系统主控芯片采用STM32 系列芯片,应用电阻应变式传感器采集压力值数据,最后通过步进电机驱动揉捻盖等组成的执行机构进行压力调整。茶叶揉捻时,STM32 控制器驱动压力传感器采集当前从揉捻盘上施加的力信号,并且通过D/A 转换模块获得了系统的实际压力值,上位机利用串口屏来设置期望的压力值,与STM32 进行通信,发送控制指令和数据信息,系统把所得到的实际压力值与所设置的压力值相比较,然后将STM32 作为控制芯片,执行模糊控制程序,即相应运算后输出所需调整的PID 参数ΔKp、ΔKi、ΔKd,最后利用PID 输出压力所需调整的值,对执行机构施加控制信号,电机随即旋转一定角度改变当前压力值,达到揉捻过程中所需压力的动态变化,其压力控制系统方框图如图6所示。

图6 压力控制系统方框图
3.2 系统数学模型建立
针对揉捻压力的数学模型,对茶叶揉捻进行加压试验,得到了揉捻压力变化曲线,将揉捻桶的转速设定为50 r/min,获取0~450 s 的揉捻过程中的压力数据,其拟合后的响应曲线如图7 所示,再根据系统的函数关系,可知系统上升时间tr=148.2 s,峰值时间tp=364.5 s。

图7 压力数据拟合曲线
建立的压力控制系统数学模型的对象有STM32、压力传感器、驱动模块和执行机构。驱动模块为驱动电机及其相应的驱动器,执行机构的主要结构为揉捻盖和揉捻轴等组合的传动装置。设备的压力恒定控制过程可以近似地表示为有滞后环节的一阶模型,这个执行机构的等效模型如公式(4)所示:
其中,k1是放大系数,T1是时间常数,τ是滞后时间。
电机及其驱动器系统环节可以表示为时间常数为T2的一阶惯性环节,如公式(5)所示:
其中,k2和T2是本环节的增益和惯性时间常数,Ni(s)和N0(s)是输入转速ni(t)和输出转速n0(t)的Laplace变换。
压力控制系统的控制器、压力传感器等惯性环节的影响在系统的滞后环节下可以等效不计,即可视为比例环节,如公式(6)所示:
通过式(4)、式(5)、式(6),可将整个压力控制系统模型表示为公式(7):
其中,k=k1k2k3。
依据系统上升时间及峰值时间,可计算系统阻尼系数、自然振荡频率与延迟系数,分别为ξ=0.18、ωn=0.015、τ=48.5。在此基础上可得到系统传递函数,如公式(8)所示:
3.3 Smith-Fuzzy PID控制器的设计
揉捻压力控制系统的Smith-Fuzzy PID 控制器由Fuzzy PID 和Smith 预估器组成。模糊PID 主要包括:1)输入量模糊化处理;2)模糊控制规则建立;3)确定量化因子和比例因子;4)解模糊处理。
1)输入量模糊化处理:根据传感器在揉捻机满载工作时所获取的压力数据,设置揉捻压力误差E的论域区间为[-20,20],误差变化率EC的论域区间为[-10,10],设输出量ΔKp、ΔKi、ΔKd的论域区间均为[-3,3]。模糊子集为{NB(负大),NM(负中),NS(负小),ZE(零),PS(正小),PM(正中),PB(正大)},所有变量均选用三角函数为隶属度函数。E、EC隶属度函数和Kp、Ki、Kd隶属度函数如图8所示。

图8 模糊集合的隶属度函数曲线图
2)模糊控制规则:模糊控制规则需要完整地反映出模糊控制器在控制过程中出现的各种情况,是整个模糊控制器的核心[8]。以请教制茶师揉捻茶叶时施加压力的经验以及一些有关资料为依据,确定以下模糊规则,如表1、表2、表3 所示,根据模糊规则得到修正量ΔKp、ΔKi、ΔKd。

表1 ΔKp模糊规则表
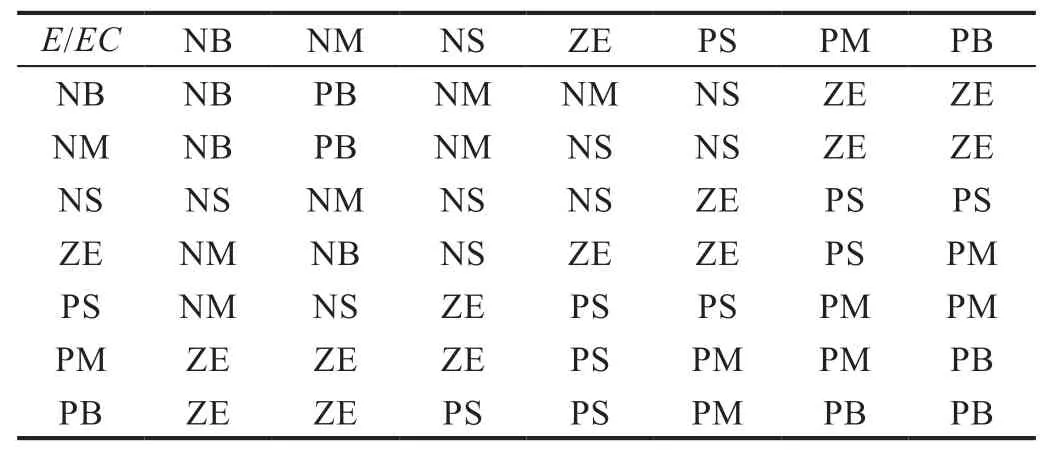
表2 ΔKi模糊规则表

表3 ΔKd模糊规则表
3)确定量化因子和比例因子:E、EC、Kp、Ki、Kd并不能直接作为模糊运算的输入变量,还需要通过量化因子进行量化[9],通过计算后,得到各量化因子的值:ke=0.3,kec=0.6,kcp、kci、kcd均为2。
4)解模糊处理:本设计采用重心法解模糊,重心法是取隶属度函数曲线与横坐标围成面积的重心为模糊推理的最终输出值,其表达式如公式(9)所示[10-12]:
其中,zo是输出量解模糊后得到的精确值,zi是模糊论域上的值,μc(zi)是zi的隶属度。
重心法的输出端会对输入信号的微小变化产生反应,从而获得更加准确的控制量[13-14],根据模糊控制原理,与模糊控制表进行比较,在线修正3 个参数可以得到3 个修正量ΔKp、ΔKi、ΔKd,最后计算出当前Kp、Ki、Kd的值。
根据公式(8)可得知,系统中存在较大的滞后环节, 单纯的PID 控制可以增强稳定性,但是不能优化大时滞环节造成的系统滞后。在滞后高和不稳定的控制系统中,可以引入预估补偿环节,实现控制通道传递函数的时延滞后和其他部分分离,达到补偿时滞的目的[15]。即使Smith 预估器控制的函数与被控的函数接近一致,对系统未知噪声干扰输入提前补偿,可以减小控制中的误差,最终提高了控制系统滞后性能。针对这些问题,采用Smith-模糊PID 控制方法对揉捻压力进行控制,可以取得更良好的控制效果,本控制系统完成后的控制结构如图9所示。

图9 Smith-Fuzzy PID控制模型
4 MATLAB仿真及测试
4.1 PID、Smith-PID和Smith-模糊PID仿真对比
在以上传递函数计算和控制器设计基础上,用MATLAB 对揉捻压力控制系统进行了无噪声干扰和存在噪声干扰的仿真研究。在仿真模型中,将阶跃信号作指令位置输入,并将采用PID、Smith-PID 以及Smith-模糊PID 的3 种系统仿真后的结果作对比分析,所设计的模糊控制器模块如图10 所示,无噪声输入的控制系统仿真如图11 所示。

图10 模糊控制器模块仿真图
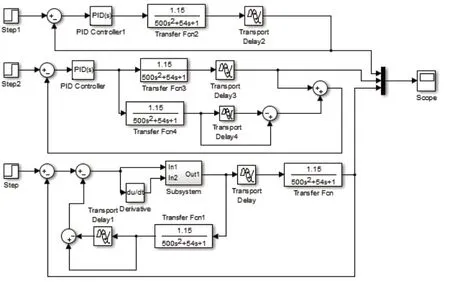
图11 无噪声输入的系统仿真图
设定运行1 000 s 后,在之前的系统模型基础上再添加阶跃输入信号来模拟存在噪声的情况,其相应的仿真模型如图12所示。
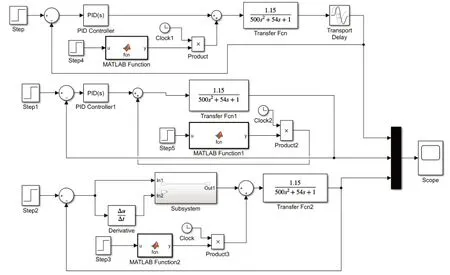
图12 模拟存在噪声干扰的系统仿真图
无噪声干扰的输入信号控制系统输出响应曲线如图13 所示,可知:采用PID 控制、Smith-PID 控制和Smith-模糊PID 控制这3 种系统的参数,PID 控制的调节时间、响应时间和超调量分别约为990 s、240 s 和36%,Smith-PID 控制的调节时间、响应时间和超调量分别约为450 s、120 s和25%,Smith-模糊PID控制的调节时间、响应时间和超调量分别约为60 s、40 s 和17%,3 种系统的稳态误差都为0。对以上参数进行比较分析,可知选择Smith-模糊PID 的揉捻压力控制系统性能最优,其调节时间及响应时间最短、超调量最小。
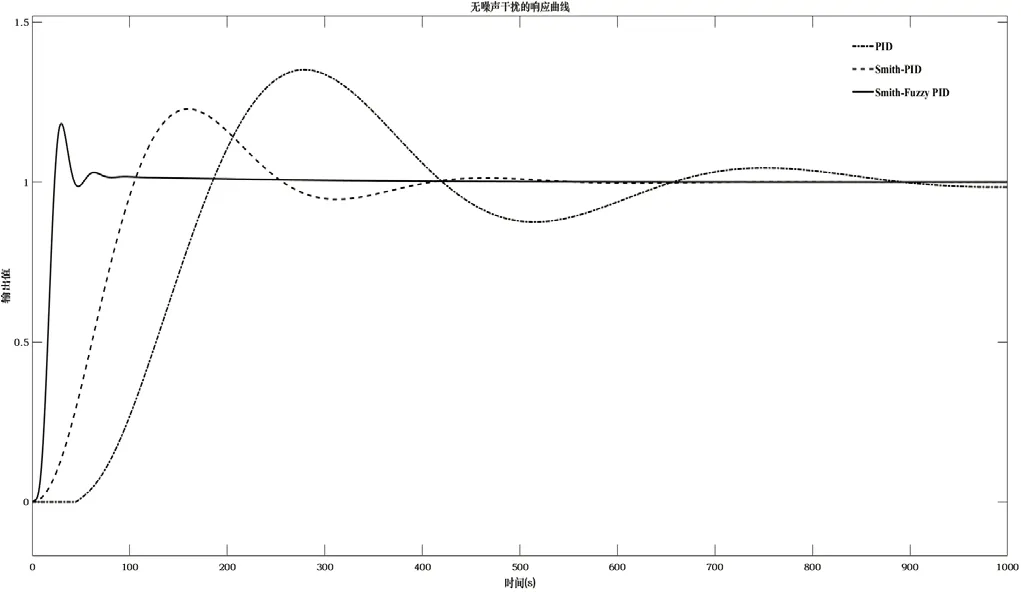
图13 无噪声干扰的输入信号阶跃响应
对系统抗干扰能力进行分析,当仿真时间达到1 000 s,且3 种控制系统均处于稳定状态时,均加入一个单位阶跃输入信号,再通过仿真分析得出存在噪声干扰情况下的响应曲线,如图14 所示。当输入信号存在干扰,会使控制系统的输出响应从稳定变得不稳定,最后再重新恢复稳定,根据其输出响应曲线,可知采用Smith-模糊PID 控制的系统超调量、调节时间和稳态误差均最小。相比于PID控制和Smith-PID控制,其系统超调量分别减少了约9%和6.5%,只有2%,所以在以上3 种控制系统中,采用Smith-模糊PID 控制的系统,其动态性能、稳态性能以及抗干扰能力最优。

图14 有噪声干扰的输入信号阶跃响应
4.2 压力控制系统测试
将30 kg 新鲜茶叶放入揉捻桶内,揉捻桶转速设定为50 r/min,揉捻压力设定为120 N、180 N、250 N3 个阶段,每个阶段揉捻时间设定为5 min。经过实验得出各阶段的揉捻压力均于80 s 时达到平稳,随后在所设定压力数值的上下波动。以下为揉捻机揉捻过程中3 个阶段揉捻压力趋于稳定时的压力变化曲线,样机及测试结果如图15所示。

图15 样机及测试结果
经过样机的实际测试得知,该系统超调量最大值为7%、压力误差最大值不超过20 N,与系统要求基本符合。

5 结论
本文提出将Smith-Fuzzy PID 算法应用于茶叶揉捻压力精确控制中,从实验结果与样机实际测试的结果来看,对比3 种控制算法,发现使用Smith-模糊PID 控制有较大优点,不仅减少了系统的延迟时间,又缩短了调节时间,并且还提高了响应速度和稳定性。当存在噪声干扰时,相比于PID 和Smith PID 而言,Smith-模糊PID 控制的系统超调量最小、调节时间最短、稳态误差最小、抗干扰能力最优。在茶叶工业化生产揉捻环节,能够保证茶叶揉捻质量,避免因加压过大或者加压过小而导致茶叶品质下降。从样机测试的结果得知,基于Smith-Fuzzy PID 的茶叶揉捻压力控制系统在性能和抗干扰性等方面基本能够满足茶叶揉捻的需要。
猜你喜欢
茶叶通讯(2022年2期)2022-11-15
厦门大学学报(自然科学版)(2022年4期)2022-07-15
创造(2020年5期)2020-09-10
现代装饰(2020年7期)2020-07-27
运筹与管理(2019年10期)2019-12-17
快乐语文(2018年36期)2018-03-12
西南交通大学学报(2016年3期)2016-06-15
电子制作(2016年21期)2016-05-17
通信电源技术(2016年5期)2016-03-22
电源技术(2015年11期)2015-08-22