
6082铝合金挤压型材黑线缺陷分析
2024-02-23 01:49李秋梅谢方亮刘兆伟董刘颖
热处理技术与装备 2024年1期
李秋梅,谢方亮,刘兆伟,董刘颖,张 伟
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
6082铝合金属于6xxx系列(Al-Mg-Si)铝合金,是能够热处理可强化的铝合金板材,具有中等强度和良好的焊接性能及耐腐蚀性,主要用于交通运输和结构工程。针对大吨位生产的6082铝合金挤压型材,缺陷形式主要有表面缺陷、铸造缺陷或挤压缺陷。表面缺陷是低倍试样在加工或转运过程中造成的表面划伤和擦伤等。铸造缺陷主要是铸造时产生的气孔在挤压时产生变形,有的融为一体形成平直的缺陷,有的还没有融为一体,形成两侧不连续的缺陷。在铸造过程中,混入金属或非金属夹杂物,夹杂物在挤压变形过程中破碎,导致缺陷产生,即变形前存在夹杂物。挤压缺陷是残料留的太少或挤压工具表面有油污等脏污,导致杂质物在挤压过程中卷入型材中,即在变形过程中产生夹杂[1-3]。本文以6082铝合金挤压型材为研究对象,其成品件产生的缺陷如图1所示,尾部经低倍检测后出现了肉眼可见的黑线缺陷,在该缺陷周围出现了一圈灰黑色痕迹。
图1 黑线缺陷Fig.1 The black line defects
本文主要针对上述缺陷进行宏观检验、微观组织观察及微区表面成分分析,找到缺陷产生的原因,并提出解决黑线缺陷的措施。
1 试验方法
6082铝合金挤压型材的化学成分分析结果详见表1,其化学成分符合标准要求。6082铝合金挤压型材的具体生产流程为:熔炼→铸造→挤压→检验→淬火→拉伸矫直→定尺→检验→时效。采用渗透探伤进行缺陷观测,通过着色→渗透→清洗等步骤进行渗透着色。在缺陷部位取样,同时对表面进行磨抛处理,确保表面缺陷区域不受破坏。参考标准GB/T 3246.1—2012采用AX10型光学显微镜(OM)进行组织观察,对比缺陷区域与正常区域缺陷形貌;采用SSX-550型岛津扫描电子显微镜进行微区表面成分分析。

表1 6082铝合金化学成分(质量分数,%)
2 试验结果
2.1 宏观检验
图2为渗透探伤后试样的宏观形貌,清洗后仅平直缺陷位置出现紫红色痕迹,其周围原灰黑色痕迹位置未见紫红色痕迹。图2中出现的圆点是硬度检测所致。

图2 渗透探伤后试样形貌Fig.2 Morphology of the sample after penetrant testing
3.2 微观组织观察
图3(a)为试样横向金相组织,图3(b)、3(c)和3(d)分别为图3(a)中1#、2#和3#位置的局部放大图。由图3可知,缺陷总长度约为2.95 mm,为不连续缺陷,并在该缺陷两侧出现较多不连续的黑色缺陷,与图1横断面宏观形貌一致。该缺陷与基体出现明显的分界线。由局部放大图可以看出在缺陷内部未出现孔洞,且呈现灰黑色,缺陷边缘为非平滑曲面。因此,排除铸造过程中产生气孔及低倍试样在加工或转运过程中造成的表面划伤和擦伤等原因。
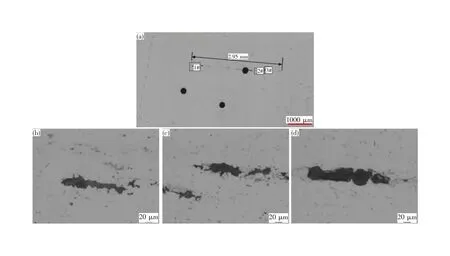
(a)试样横向;(b)1#位置;(c)2#位置;(d)3#位置
图3(a)中黑色圆点为测量硬度导致。
2.3 微区成分分析
采用扫描电子显微镜观察试样缺陷位置的SEM形貌,如图4所示。由图4可知,缺陷内有块状浅灰色夹杂物,缺陷附近存在条状夹杂物,夹杂与基体不连续,形成微小缝隙。此外,夹杂在变形作用下有破碎痕迹。可观察到线条状缺陷与基体不连续,内部存在大尺寸的灰白色夹杂物,同时周围伴随有少量灰色不规则形状的第二相。

图4 试样SEM形貌及微区成分分析位置Fig.4 SEM morphology and micro area composition analysis position of the sample
对白色夹杂物、灰色第二相及基体进行微区成分分析,检测结果见表2。由表2可知,C和F位置为6082铝合金挤压型材的基体部位,主要由Al、Mg和Si元素组成。A和D缺陷处的夹杂主要由C、O、Al、Mg和Si等元素组成,C和O含量较高,由此可以推测该缺陷可能为非金属夹杂物。相关文献表明[4]夹杂通常是指存在于合金液相线温度以上的任何固相或液相的外生杂质。铝溶体中的夹杂物有碳化物、氮化物、氧化物和氢化物等固态夹杂物以及铁、硅、锌和锰等金属夹杂物,其中Al2O3占夹杂物含量的95%以上。
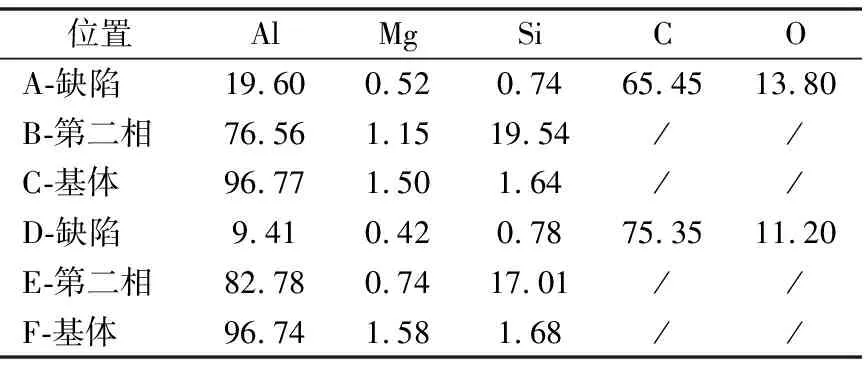
表2 EDS分析结果
B和E位置为第二相,与基体相比,该相中Si含量较高。相关文献表明[5-8]缺陷是粗大的含Mg、Si相,如Mg2Si、Mg5Si6、Al12Mg17和AlMg等相,或伴随有过剩析出的Si,在合金的铸造过程中不同形状的粗大相颗粒极易发生聚集长大,从而形成尺寸粗大的相,而粗大的相颗粒会割裂基体,使材料引发裂纹,从而极大地恶化材料的力学性能。大块的单质和Si周围和基体连接不紧密,容易形成裂纹源,受力不均匀,抵抗变形能力差,从而影响合金性能。因此推断可能存在粗大的含Mg、Si相或过剩析出的Si。
3 分析与讨论
上述分析表明,6082铝合金挤压型材表面出现的黑线缺陷是以Al为主的氧化物和碳化物非金属类夹杂形式存在,挤压时被挤碎,随金属流动呈非连续线性缺陷被保留下来。缺陷周围存在粗大的含Mg、Si相,或伴随有过剩析出的Si。
产生黑色缺陷的主要原因有:1)铸造时投入清洁度较低的原辅材料或使用了大量残料,利用率过高,经腐蚀或有机物处理过的残料,会携带富C、O的夹杂物进入炉内熔入到基体中;铸造过程中,液面或炉料表面的氧化膜进入铝液,形成团絮状硬质点Al2O3;铸造时炉体会产生碳化物,且浇注过程中,铝及其合金发生氧化反应形成Al2O3;挤压时坯料表面存在油泥(主要成分为C和O等)等非金属物,或者挤压筒内壁上的非金属杂质,在挤压过程中压入型材制品。2)EDS分析结果表明,缺陷处C和O含量较高,可能是挤压完成后制品缺陷处裸露在外部环境中,空气、泥土或周围环境中的碳和氧化物粘附在挤压制品的粗大相(含Mg、Si相)凹陷处,在实验制样中无法处理干净,导致的结果干扰;而实际缺陷为来源于铸造时聚集长大的粗大含Mg、Si相,同时Si在熔铸过程中以Mg2Si或Si的过饱和固溶体形式存在于基体中,最后在挤压过程中粗大含Mg、Si相被破碎,可能过剩的Si也会析出,呈线性分布。
因此,6082铝合金挤压型材表面出现黑线缺陷可能是在铸造过程中混入金属或非金属夹杂物,夹杂物在挤压变形过程中破碎,导致缺陷产生,即变形前存在夹杂物;也可能是挤压缺陷,即残料留的太少或挤压工具表面有油污等脏污,导致杂质物在挤压过程中卷入型材中,即在变形过程中产生夹杂[9-10]。要解决上述缺陷,可采取如下措施:
1)铸造时使用的原辅料表面的油污必须清理干净,保证纯洁度,且残料的使用要合理;加强对铸坯质量的检测,防止含有金属或非金属夹杂的铸坯进入挤压工序;保证坯料表面清洁度及挤压筒壁的清洁,去除表面的油泥等非金属异物;保证生产设备的清洁,并合理控制润滑剂使用量[11-12]。
2)铸造过程中,通过变质处理和成分过冷等方法来细化含Mg、Si相,同时尽可能减少或排除外部环境和实验本身带来的结果误差。
4 结论
1)6082铝合金挤压型材出现黑线缺陷的原因可能是非金属夹杂或缺陷周围存在粗大的含Mg、Si相,或伴随有过剩析出的Si。
2)通过严格控制原材料质量,规范熔铸和挤压操作流程,保证试验过程干净卫生;消除C和O元素的引入;通过变质处理和成分过冷等方法来细化含Mg、Si相,可有效消除黑线缺陷。
猜你喜欢
上海建材(2021年5期)2021-02-12
少年文艺·我爱写作文(2020年11期)2020-11-23
科学大众(2019年8期)2019-10-21
中国建筑金属结构(2019年4期)2019-05-15
饮食与健康·下旬刊(2017年12期)2017-12-06
山东工业技术(2016年15期)2016-12-01
功能材料(2016年10期)2016-11-12
焊接(2016年9期)2016-02-27
华北地质(2015年3期)2015-12-07
初中生之友·中旬刊(2015年10期)2015-11-03
