固体废物的工业窑炉协同处置进展
2024-02-20 06:50范诗晗李芙蓉刘海兵
化工环保 2024年1期
竹 涛,范诗晗,李芙蓉,刘海兵
(1. 中国矿业大学(北京) 化学与环境工程学院,北京 100083;2. 生态环境部 固体废物与化学品管理技术中心,北京 100029)
人口的快速增长和城市化的快速发展对可持续发展提出了严峻挑战。一方面,能源消费的增加及其相关问题推动了对燃料和能源多样化以及清洁和可再生能源技术的需求;另一方面,产生的固体废物不断增加,不仅需要适当的管理政策,还需要更好的处理技术[1]。据统计,2021年,我国一般工业固体废物产生量达3.97 Gt,工业危险废物产生量为86.536 Mt[2],且固体废物量呈逐年增长趋势,因此,需要找到废物处置和缓解能源短缺的有效途径。
相关专家学者在固废处置利用方面做了很多研究工作,但固体废物的利用率仍有待提高。工业和信息化部印发的《“十四五”工业绿色发展规划》支持鼓励企业实施燃料替代,推进再生资源高效循环利用,对固废的综合利用提出了新的目标和规划。工业窑炉协同处置固体废物是指利用高温工业窑炉将固体废物与其他原料或燃料混合共同处置,利用废物焚烧产生的热能替代部分燃料产生的热能,以达到废物无害化处置和资源化利用的目的,是替代废物焚烧和填埋的有效手段。与传统固体废物处理方法填埋和焚烧相比,工业窑炉协同处置具有很大优势,不仅可以从固体废物中回收有用的能量值,大幅降低处理成本,还可减少最终送往填埋场的废物量,甚至实现废物的完全和安全销毁,做到减污、降碳协同增效,全面提高资源利用效率[3]。
绿色循环低碳发展是当今时代科技革命和产业变革的方向,工业窑炉协同处置固体废物技术正在蓬勃发展[4]。但该技术在我国起步较晚,相关标准体系不够完善,缺乏具体的政策指导。本文介绍了水泥窑、电厂燃煤锅炉、钢铁冶炼窑炉、煤气化炉等工业窑炉协同处置固体废物技术的现状,指出了当前存在的问题,并展望了该技术的发展方向。
1 工业窑炉协同处置固体废物现状
生态环境部等18部委联合印发的《“十四五”时期“无废城市”建设工作方案》中提出,推动利用水泥窑、燃煤锅炉等协同处置固体废物。在2021年至2022年期间,我国主要的废物处置企业已启动了近20个协同处置项目。
1.1 水泥窑协同处置固体废物
1.1.1 发展现状
水泥窑协同处置固体废物是我国《国家工业节能技术装备推荐目录(2020)》中的推荐性技术,是《“十四五”节能减排综合工作方案》等政策中鼓励实施的节能措施,《“十四五”工业绿色发展规划》中也提出推动钢铁窑炉、水泥窑、化工装置等协同处置固废,并且《关于“十四五”大宗固体废弃物综合利用的指导意见》中明确提出“鼓励多产业协同利用,推进大宗固废综合利用产业与上游煤电、钢铁、有色、化工等产业协同发展”[4]。在满足水泥生产对原料或燃料的基本特性要求,且不会对水泥生产过程、水泥产品质量以及环境安全带来不利影响的情况下,可在水泥生产中将城市垃圾、污泥、危险废物等固废作为替代原料或替代燃料参与煅烧,投入水泥生产中,避免了这些固废的填埋和焚烧,是实现废弃物减量化、资源化和无害化的有效措施。1974年,加拿大学者利用水泥窑处理化工废料,证明了水泥窑协同处置的可行性;2000年,欧盟颁布了与水泥窑协同处置相关的《废物焚烧指令》;目前水泥窑协同处置技术已在德国、日本等发达国家和地区得到普遍推广和应用,其中荷兰水泥生产的燃料替代率高达83%[5-6]。
我国自20世纪90年代开始水泥窑协同处置技术的研究,2005年北京水泥厂建成了我国第一个水泥窑协同处置项目,随着我国相关标准和法规的不断完善,水泥窑协同处置技术得到较好应用[7]。水泥窑协同处置技术作为一种废弃物处理手段,也可用于医疗废物处置。2020年新冠肺炎疫情期间产生大量医疗废物,南京中联水泥有限公司利用水泥窑协同处置隔离区的生活垃圾和医疗废物,处置量可达5~6 t/d。金隅冀东水泥(唐山)有限责任公司水泥窑协同处置污泥工程作为国内最大的水泥窑协同处置污泥项目,日处理污泥能力达800 t,充分实现了变污泥为水泥、减少土地占用并将资源利用率最大化的目的。据统计,截至2022年底,全国共有360条水泥窑协同处置固废项目,其中处置生活垃圾窑线83条,年处置能力达8 300 kt[8]。研究表明,利用水泥窑系统处置废物,对大气和水泥产品质量基本没有影响,可有效解决废物无害化处置问题,缓解固废处置压力,对实现固体废物处理的减量化、无害化和资源化具有十分重要的意义[9-12]。
1.1.2 污染物排放
固体废物中含有大量的有毒有害物质,水泥窑协同处置固体废物过程中产生的污染物排放问题不容忽视。例如,在协同处置过程中不可避免地会产生二口恶英;由于固体废弃物中还含有大量的氯、硫、重金属等元素,在水泥窑协同处置过程中可能形成HCl、Cl2、SO2等气体,造成管道设备腐蚀、结垢等问题,部分重金属在水泥窑高温环境下挥发随烟气排入大气中,危害周围土地环境及农作物,且研究认为高温条件下硫、氯、碱等会影响重金属的挥发特性[13]。本小节主要针对多氯代二苯并-对-二口恶英/多氯代二苯并呋喃(PCDDs/PCDFs,简写为PCDD/Fs)和重金属两类污染物进行分析。
1.1.2.1 PCDD/Fs
有研究认为,水泥窑协同处置固废可以很好的遏制二口恶英的产生,降低污染物排放浓度,对于废物中有机污染物具有很好的去除效果,并且可将有害重金属固化[14]。垃圾焚烧带来的二口恶英问题日益严重,而水泥窑协同处置对入窑飞灰中二口恶英的消减率可达99%[15]。LIU等[16]分析了水泥制造过程中原料与垃圾焚烧飞灰共燃过程中向大气排放的PCDD/Fs水平,发现排放量低于欧盟对水泥窑的限值,水泥窑消除了进料中约94%的PCDD/Fs,表明利用水泥窑处理固体废物是一种有前景的技术。CONESA等[17]使用固体回收燃料、汽车粉碎残渣、污水污泥、废轮胎以及肉和骨粉等废物作为替代燃料,能源替代率约为40%,监测水泥窑PCDD/Fs长期排放情况,发现全年的排放水平远低于排放限值。YE等[18]取固化粉煤灰、电镀污泥、工业废渣3种典型固体废物与水泥熟料协同处置,发现固体废物协同处置对二口恶英的排放有一定影响,但仍处于较低水平。
综上,水泥窑协同处置固废时二口恶英的排放浓度较低,符合欧盟标准,但发展中国家水泥窑协同处置固废时二口恶英的排放浓度略高于发达国家(如表1所示,I-TEQ为国际毒性当量),并且水泥生产过程中烟气产生量巨大。随着烟气量的增大,二口恶英的生成量会显著提高,协同处置固废的水泥窑是二口恶英不可忽视的来源。因此,我国需要加强对污染物的监测工作,对废物进行预处理,从源头上控制污染物的排放。
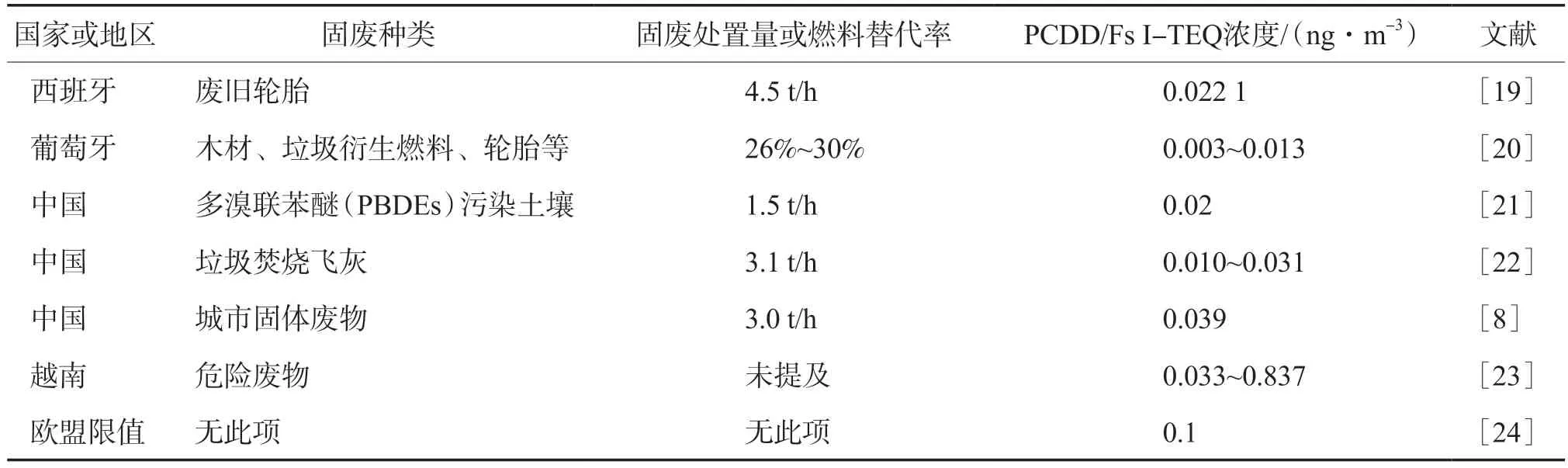
表1 水泥窑协同处置固体废物时二口恶英的排放水平
1.1.2.2 重金属
工业窑炉的高温环境不仅可以消除二口恶英,还可以降低重金属的迁移率,从而降低渗滤液中的重金属浓度[25]。张俊丽等[26]将水泥固化/稳定化技术与水泥窑协同处置对重金属的固定效果进行比较,发现水泥窑协同处置对重金属的固定效果优于水泥固化/稳定化,水泥窑协同处置可将大部分重金属固定在熟料中,降低随烟气排入大气的重金属量。原材料和含有重金属的燃料是水泥窑排放重金属的主要来源,重金属进入窑内在高温条件下会挥发或固化,通过一系列物理化学反应参与熟料的烧制过程。不同重金属挥发的难易程度不同[19],表2列出了具有不同挥发特性的重金属的最终迁移位置。汞作为高挥发性重金属,在很大程度上以气态形式排放,水泥窑协同处置废物时会加大汞排放超标的压力[25]。合肥水泥研究设计院利用新型干法水泥窑协同处置工艺处理垃圾焚烧飞灰,以不掺烧飞灰作为空白对照,结果显示,无论是空白试验还是试烧试验,废气中汞的排放浓度均超过了《水泥窑协同处置固体废物污染控制标准》(GB 30485—2013)中的限值0.05 mg/m3,且掺烧后汞的排放浓度达到0.11 mg/m3[27]。因此,应限制替代燃料中进入系统的Hg含量,以达到降低掺烧后汞排放浓度的目的。SHIH等[28]研究发现:在烧结过程中,90%以上的Pb会在高温下蒸发,Cu、Cr、Ni等低挥发性重金属几乎全部被截留在熟料中,不会对环境造成浸出危害;当替代率增大到15%或以上时,原料混合物中Ni和Cr的质量分数高于1%,此时,高含量的Ni和Cr可能会掺入熟料中,掺入的重金属可能导致C3S多晶型的转变、C3S的分解或新化合物的形成,改变原有熟料相。重金属的含量决定了熟料烧制的最终产物,低含量的重金属基本不会诱发新相生成。水泥窑协同处置过程中重金属的挥发与固化不仅与处置方式、废弃物种类、重金属含量有关,还受废弃物中微量组分的影响,在烧制过程中,挥发的重金属易与气氛中的微量元素反应生成新的重金属化合物,影响重金属的挥发。张宾[29]研究了硫、氯、碱对重金属迁移规律的影响,证明氯化物对重金属Pb、Cu、Cd的挥发具有促进作用,使重金属氧化物最终以氯化物的形态挥发,硫的存在可以提高对挥发性重金属Pb和Cd的固化能力。

表2 水泥窑中重金属的最终迁移位置
综上,水泥窑协同处置固体废物对环境的影响不容忽视,尤其当废物中含有大量的硫、氯、碱、重金属等元素时更应该引起重视,在水泥窑协同处置过程中,应严格控制物料中硫、氯、碱以及重金属含量。
1.2 电厂燃煤锅炉
1.2.1 发展现状
燃煤电厂在我国电力供应中占主导地位,满足了全国64%以上的电力需求,据预测,到2023年煤炭对全国电力供应的贡献仍将超过50%[30]。固体废物在材料和能源回收方面具有巨大潜力,将固体废物与煤共燃,使废物转化为能源,以达到资源最大化、废物最小化的目的[31]。燃煤锅炉中用于协同处置固体废物的炉型主要为煤粉锅炉和流化床锅炉。
近年来,我国电厂锅炉协同处置一般固体废物已有应用,全国约数十个项目,协同处置的固体废物类别主要包括污泥、药渣、生物质废弃物、垃圾衍生燃料等。LU等[32]对流化床锅炉中城市生活垃圾与煤的共燃特性进行了实验测试和建模分析,研究显示,将城市固体废物作为替代燃料,30%的替代率是可行的。2017年,中国石化荆门石化公司利用现有的流化床锅炉掺烧含油污泥,且锅炉所产生的一般工业固体废物均得到有效的回收利用或处置。2018年,河南华润电力古城有限公司成为我国首个火电厂协同处置危险废物企业,将药渣与原煤掺烧,每年可处理利用药渣150 kt;2020年该单位扩建协同资源化综合利用危险废物项目50 kt/a,可替代原煤用量30.9 kt/a,实现了社会、经济、环保效益的共同提升[33]。2020年,伊犁新天煤化工有限责任公司利用自有煤粉锅炉协同处置煤化工生化污泥和焦油煤粉,煤粉锅炉内部的高温环境为协同处置固体废物提供了可能,通过共同处置实现了综合治理的协同增效。
1.2.2 污染物排放
燃煤锅炉协同处置技术不仅可以从固体废物中回收能量,还可以有效减少污染排放,并且生物质与煤炭的协同利用已被证明是减少温室气体排放的有效方法[34]。目前国内外对燃煤锅炉协同处置技术的研究主要包括两部分:一部分是运行工况的研究,一部分是污染物排放的研究[35],如表3所示。在实际运行中,锅炉可通过调整配风情况,使燃料充分燃烧,消除有毒有害物质,从而使污染物排放得到有效控制;但富集的重金属可通过各个节点排放,有机污染物也可能无法彻底分解。本小节针对PCDD/Fs和重金属两类污染物分别展开叙述。
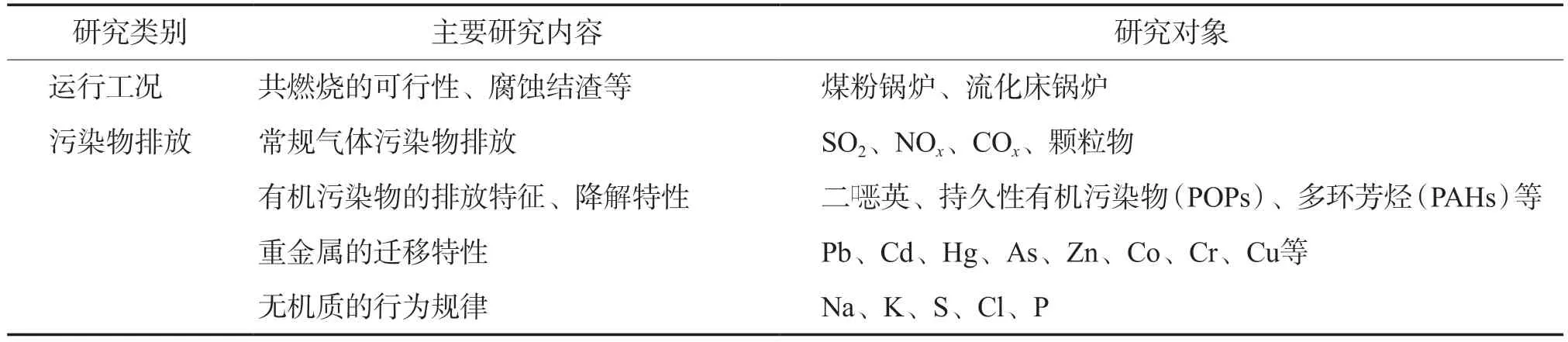
表3 电厂燃煤锅炉协同处置固体废物的研究方向
1.2.2.1 PCDD/Fs
锅炉燃烧过程中二口恶英的生成情况相当复杂,减少二口恶英排放需要控制温度大于850 ℃、氧气体积分数大于6%、停留时间大于2 s,以达到分解二口恶英的目的[36]。预处理后的污泥可与煤炭一起作为燃料在锅炉中燃烧,解决了污泥由于热值低不能进行稳定单燃烧的问题,并且可以去除污泥中大量的有毒有害物质[37-39]。目前,在全国范围内大规模污泥处理的案例还很少。张建龙[40]研究了燃煤锅炉协同处置污泥的二口恶英排放水平,湿污泥处理能力为250 t/d,分别在未掺混污泥和掺混污泥工况下进行试验,其中掺混燃烧过程中二口恶英排放的I-TEQ浓度为0.032 6 ng/m3,略高于未掺烧工况下的0.021 9 ng/m3,但仍符合相关标准,说明掺混对环境质量的影响较小,有机物可以得到较为彻底的降解。污泥的供能比控制在煤炭发电量的10%以内,燃烧效果不会受到影响,各种污染物的排放量能够满足排放标准要求[41]。杨占斌[42]研究了煤粉锅炉在空白工况和协同处置工况(掺烧废活性炭)下PCDD/Fs的排放情况,结果显示,两种工况下PCDD/Fs浓度均低于相关标准限值,煤粉锅炉协同处置废物并未增加二口恶英的排放风险。
燃煤发电站烟气中的PCDD/Fs浓度非常低,但PCDD/Fs的总排放量不可忽视,因为煤炭消耗量大,气体排放量大,因此,应将PCDD/Fs的排放系数加以量化,以估算PCDD/Fs的总排放量[43]。
1.2.2.2 重金属
我国危险废物中含量多、危害大的是挥发和半挥发性重金属元素,影响重金属挥发和固化的主要因素是温度和时间,同时,碱度对重金属挥发和固化也具有一定的影响。杨占斌[42]利用高温管式炉模拟煤粉锅炉协同处置固废,研究了CaO和SiO2对Pb、Zn、Cd、As等4种重金属挥发率的影响,从整体上看,碱性化合物对重金属具有一定的固化作用。煤和生物质共燃可降低微量元素释放到自然环境中的风险[44]。WANG等[45]选用不同生物质与煤共燃,研究了生物质中金属氧化物和挥发性物质对砷释放的影响,发现矿物金属(Na、K、Mg、Ca、Al和Fe)与有机硅在共燃过程中对砷的释放起着重要作用,生物质的添加可抑制煤燃烧过程中砷的释放。污泥是一种有吸引力的能源燃料,其热值与低级燃料相当[46]。DONG等[47]在嘉兴市某电厂的工业循环床锅炉中进行了制革厂污泥与煤炭的共燃试验,发现排放的颗粒物被控制在低水平,焚烧废物时有毒有机化合物排放量非常低,且重金属排放浓度也低于我国和欧盟标准的限值,即使是袋式除尘器前的浓度。
因缺乏基础理论的支撑,我国电厂燃煤锅炉协同处置固废技术的应用和推广受到制约,但发展潜力巨大。利用固体废物与燃煤锅炉中的煤炭共燃,将固体废物转化为固体燃料,从废物中回收能量,能够在很大程度上减少废物并节省煤炭资源的消耗,促进能源与环境协调发展。
1.3 钢铁冶炼窑炉
与电厂燃煤锅炉、水泥窑相比,钢铁冶炼窑炉同样具备协同处置固体废物的特征,钢铁行业中烧结炉、转炉、高炉、回转窑炉、焦炉、转底炉等多种高温窑炉均具备协同处置固废的潜力[48]。1995年,德国一家钢铁企业进行了最早的钢铁冶炼窑炉协同处置废塑料试验。美国钢铁业利用钢铁冶炼窑炉协同处置尘泥类危险废物,有效减少了燃料的使用[49]。我国在钢铁冶炼窑炉协同处置固废方面也做了相关研究。广东韶钢松山股份有限公司某协同处置项目,利用转炉和转底炉协同处置危险废物,处理量可达180 kt/a,包括废活性炭20 kt/a、钢厂烟尘灰110 kt/a以及废铁质包装桶50 kt/a。刘剑平等[50]利用转炉容量大、焚烧温度高等特点协同处置废油漆涂料桶,其中的有机物被彻底分解,残留废钢可进入铁水中作为原料补充,处置过程中污染物排放水平低,固废中重金属浸出浓度低于国家相关标准限值。利用钢铁冶炼窑炉协同处置危险废物是实现工业可持续发展的手段之一,但目前该技术协同处置的危险废物类别还很有限,在一定程度上限制了该技术的应用[47]。
对于常见的钢铁冶炼窑炉,其协同处置固体废物的情况总结如下。
1)烧结炉。处置垃圾焚烧飞灰、高炉灰、污泥、废催化剂等。中冶长天国际工程有限责任公司通过试验研究,证明了烧结协同处置垃圾焚烧飞灰的可行性。飞灰可以作为烧结过程的熔剂,烧结过程中温度可达1 300 ℃以上,具有与高温熔融相似的环境,促进二口恶英分解。但进入炉中协同处置的固废挥发分不能过高,含过高F、Cl、K、Na等元素易导致篦条腐蚀、糊堵。
2)高炉。可处置废塑料、废布料、废橡胶、污泥、稻壳、甘蔗渣、桉树皮等固废。宁波钢铁有限公司工业炉窑协同处置金属表面废物项目是全国首例运用该技术处置危废的试点项目,主要协同处置铁皮桶,处置量4 500 t/a。炉料经加热、还原、熔化、脱硫等一系列物理化学过程,最后生成生铁、炉渣、煤气等。该技术对外来杂质的承受限度较低,高浓度的F、Cl等元素易导致管道腐蚀。
3)转炉。处置焦油渣、含油污泥、废油漆涂料桶、保温棉等。宝武集团环境资源科技有限公司利用转炉协同处置除尘布袋、含油滤布、保温棉等废弃物。宝钢股份炼钢厂利用转炉处理废油漆涂料桶,涂料中的有机物高温分解,铁元素进入铁水中成为炼钢原料的一部分,但异味问题较难控制[42]。
4)焦炉。处置焦油渣、生化污泥、废油漆桶、钢渣、医疗废物等。山东荣信集团焦炉协同处置危险废物项目,处理量达50 kt/a。焦化有机固废中的长链烷烃和芳香烃组分具有黏结作用,可作为黏结剂与煤粉充分混合,制得型煤,然后作为炼焦配煤的一部分进入焦炉炼焦,通过焦炉高温炭化[51]。该技术存在预处理技术不成熟、VOCs治理不完善、二次污染等问题[51]。
5)转底炉。处置含锌粉尘、含铬废渣、废旧活性炭、含铁固废等。宝钢湛江钢铁含铁固废处置中心利用转底炉处理含铁固废,实现了含铁废弃物的厂内循环利用和无害化处置。但高浓度F、Cl等元素易导致设备腐蚀。
1.4 煤气化炉
煤气化是煤炭转变为各种清洁产品应用技术中的基础和核心。进入21世纪,煤与固体废物共气化的提出使气化技术更加环保[52]。根据原料与气化气的接触方式不同,煤气化炉可分为固定床、气流床、流化床3种,气化炉对原料具有极强适应性,具备协同处置危险废物的能力[53]。内蒙古伊泰化工有限责任公司利用现有粉煤气化装置及水煤浆气化装置协同处置污水处理站产生的生化污泥,处理量6 720 t/a,最终可将有机成分及所含水分转变为氢气和二氧化碳,实现了固体废物的资源化利用。LI等[54]对德士古水煤浆气化炉协同处置煤液化残渣过程中有机污染物的排放特征和环境风险进行了研究,结果表明,污染物排放浓度有所增加,但总毒性当量浓度仍远低于相关标准限值,协同处置过程中环境风险较低。李雪冰[55]对德士古水煤浆气化炉协同处置危险废物过程中有机物的降解效果进行了试验研究,测定了特征污染物浓度,结果显示,危险废物处置过程未改变PCDD/Fs和重金属在废水、废气及固体废物中的分配趋势,未增加PCDD/Fs和重金属的排放风险,污染物浓度均未超过限值。
协同处置固体废物是煤气化炉发展的主要方向之一,目前该技术已有少量工程应用,但国内外现有研究中处置废物的种类相对较少,缺乏对煤气化炉协同处置废物的系统研究[56-57]。
2 工业窑炉协同处置固体废物存在的问题
在“无废城市”建设背景下,国家大力推进固体废弃物减量化和资源化利用,因此,借助工业窑炉协同处置固体废物将其对环境的影响降至最低,具有十分重要的意义。在工业窑炉使用过程中,其较高的温度、较长的停留时间、高水平的湍流和强热流等特征使其具备消除污染物的能力,固体废物无论是作为补充燃料还是替代其他原材料都为消除废物同时回收能源和材料提供了一种选择,这使得燃料的选择多种多样,特别是具有热值和物质价值的不同类型的废物衍生燃料。但目前工业窑炉协同处置仍存在一些问题,而现有研究尚不能完全解决这些问题,相关法律法规也不够完善,对实际应用缺乏指导。
2.1 基础研究不充分
在我国,工业窑炉协同处置固体废物的应用尚处于起步阶段,基础研究不够充分。固体废物中含有大量的有毒有害物质,虽然工业窑炉协同处置固体废物过程中二口恶英排放浓度低于相关标准限值,但烟气的大量排放,使得二口恶英排放对环境影响的问题不容忽视。腐蚀是影响窑系统使用寿命的主要因素之一,Cl、Na、K、S、碱金属以及有毒的微量重金属等的耦合作用可能导致窑系统的腐蚀和堵塞,且含量越高腐蚀越严重[58-59]。腐蚀会破坏窑内部的承载结构,甚至造成安全事故。据统计,2015年到2017年,国内水泥窑筒体出现炸裂的案例不少于10起[60]。祝建中等[61]研究了高温条件下碱金属氯化物NaCl和KCl对不锈钢材料的腐蚀机理,结果表明,NaCl和KCl会加快不锈钢材料的腐蚀,高温条件下碱金属氧化物与不锈钢材料中的熔出物生成的新物相,与碱金属氯化物形成低熔点的共熔物后,可在金属材料表面形成液相,加强物相间的传质,造成腐蚀情况恶化。此外,协同处置相比建材生产需要更精细地控制过程,这使得钢铁冶炼窑炉对燃料的承受限度较低,协同处置的废物类别有限,在行业中未形成规模化应用。
2.2 规范与标准体系不完善
2013年,国务院印发《循环经济发展战略及近期行动计划》,明确提出推进水泥窑协同资源化处理废弃物,之后陆续出台了各项相关政策、标准和技术规范。2015年,六部委联合印发《关于开展水泥窑协同处置生活垃圾试点工作的通知》,表示鼓励支持利用水泥窑协同处置固体废物,发展循环经济,降低能源资源消耗,实现资源的循环利用。目前,我国水泥窑协同处置固体废物的相关政策标准体系较为完善,规定了入窑协同处置固体废物的特性要求,以及污染物排放应满足的标准要求。我国水泥窑协同处置固体废物的相关政策标准如下:1)政策,包括《中华人民共和国固体废物污染环境防治法》《水泥窑协同处置固体废物污染防治技术政策》《关于开展水泥窑协同处置生活垃圾试点工作的通知》《水泥工业产业发展政策》《水泥工业“十四五”发展规划》;2)标准,包括《水泥窑协同处置固体废物环境保护技术规范》(HJ 662—2013)、《水泥窑协同处置固体废物技术规范》(GB/T 30760—2014)、《水泥窑协同处置工业废物设计规范》(GB 50634—2010)、《水泥窑协同处置污泥工程设计规范》(GB 50757—2012)、《水泥窑协同处置垃圾工程设计规范》(GB 50954—2014)、《水泥工业大气污染物排放标准》(GB 4915—2013)、《水泥窑协同处置固体废物污染控制标准》(GB 30485—2013)、《水泥工业大气污染物超低排放标准》(DB13/ 2167—2020)。
但我国尚未颁布锅炉协同处置固体废物的专用污染控制标准,故首先应执行锅炉相关污染控制标准,包括《锅炉大气污染物排放标准》(GB 13271—2014)和《火电厂大气污染物排放标准》(GB 13223—2011)。电厂燃煤锅炉、钢铁冶炼窑炉和煤气化炉共处置固体废物技术缺乏基础理论指导,制约了其推广和应用,协同资源化处理固体废物受到较大限制。同时,我国固体废物的协同处置在能力、区域和种类上存在不平衡,受制于工业窑炉的位置,并缺少国家、地方及行业相关技术规范与标准,导致废物收集、贮运等不规范,污染控制不到位等,在工艺技术、污染物排放控制等方面均有待提升。
2.3 小结
工业窑炉协同处置固体废物技术的优缺点对比如表4所示[6,42,47,59,62-63]。
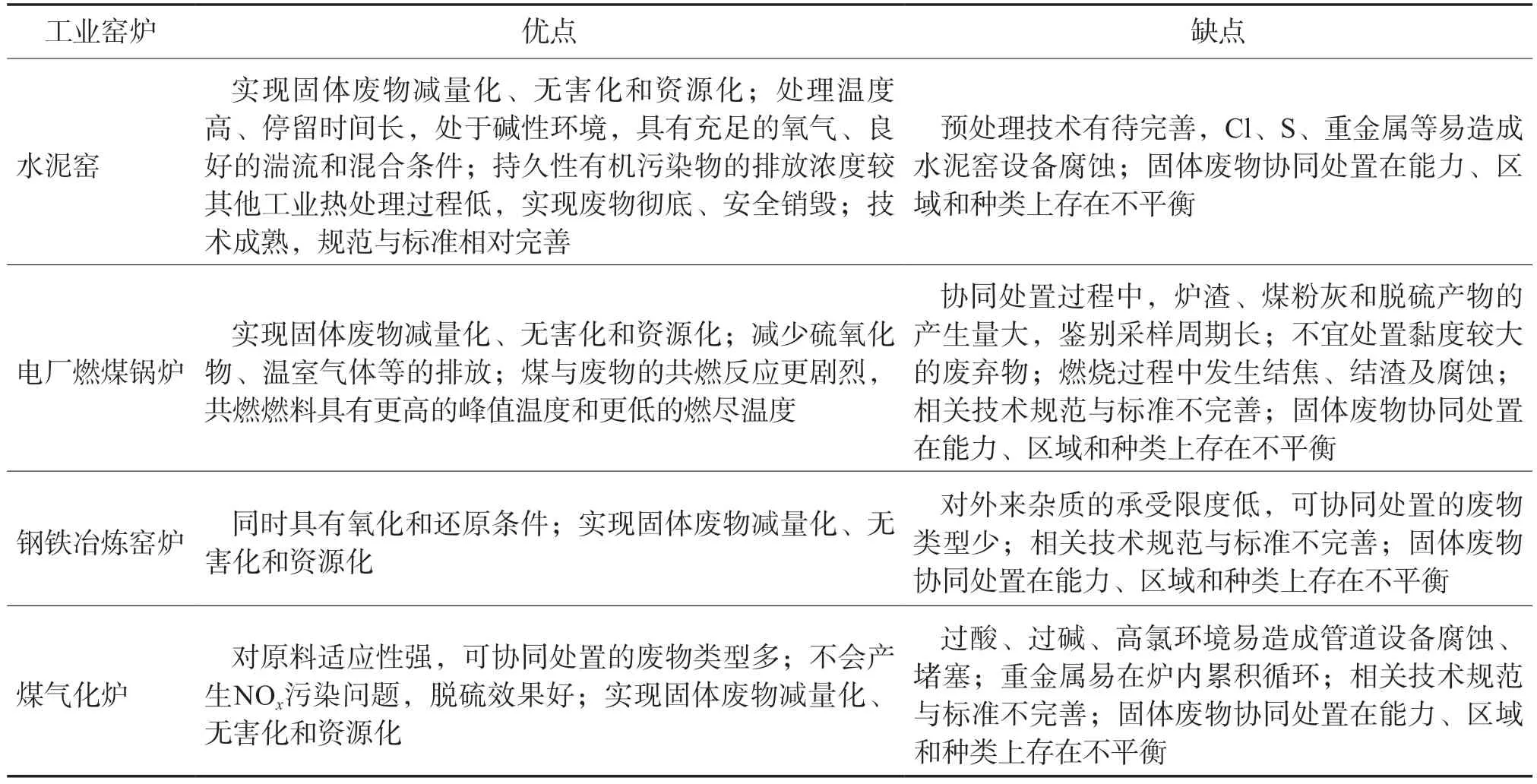
表4 工业窑炉协同处置固体废物技术的优缺点
3 结语和展望
通过工业窑炉协同处置固体废物实现综合治理的协同增效,将极大地促进经济和环境的协调发展。但固体废物成分复杂,富集大量有毒有害物质,虽然工业窑炉协同处置废物过程中二口恶英含量低于相关标准限值,但大量烟气的排放使得二口恶英排放对环境的影响问题不容忽视。同时,废物酸性或碱性过高可能导致系统装置腐蚀、堵塞,并且氯离子、重金属等也可能会对设备产生腐蚀作用。针对工业窑炉协同处置技术目前存在的问题,提出以下未来发展方向以供参考。
a)改进水泥窑入窑预处理技术;研究Cl、Na、K、S、碱金属以及重金属等耦合作用下的腐蚀机制,降低处置过程中对工业窑炉的腐蚀风险;对设备进行科学有效的防护,延长设备使用寿命;扩大钢铁冶炼窑炉协同处置范围。
b)按照相关要求,定期对场所和设施周边的大气、土壤、地表水和地下水等进行采样监测,以判断工业窑炉协同处置过程是否对环境造成二次污染,提升固废资源化利用和无害化处置水平。
c)建立健全工业窑炉协同处置固体废物环境污染防控体系,完善相关标准体系,完善环境保护措施,颁布相关的政策法规,推动跨区域协同处置固体废物,推动行业技术进步和环境健康发展。
猜你喜欢
中老年保健(2021年4期)2021-12-01
基层中医药(2021年7期)2021-11-02
科学(2020年6期)2020-02-06
消防界(2019年9期)2019-09-10
江苏建材(2018年2期)2018-05-21
佛山陶瓷(2017年1期)2017-02-23
中国资源综合利用(2016年1期)2016-02-03
中国资源综合利用(2016年3期)2016-01-22
中国陶瓷工业(2015年4期)2016-01-05
专用汽车(2015年2期)2015-03-01