激光增材制造体育器材用TC4钛合金疲劳裂纹扩展行为研究
2024-01-26 09:23刘硕王启慧王志鹏
精密成形工程 2024年1期
刘硕,王启慧,王志鹏
激光增材制造体育器材用TC4钛合金疲劳裂纹扩展行为研究
刘硕1,王启慧2a,王志鹏2b
(1.山西大学 体育学院,太原 030006;2.中北大学 a.环境与安全工程学院 b.化学与化工学院,太原 030051)
揭示应力比对增材制造TC4钛合金疲劳裂纹扩展行为的影响规律。采用紧凑型拉伸试样,在恒载荷幅条件下对激光增材制造TC4钛合金进行了应力比为0.1、0.3和0.5的疲劳裂纹扩展实验,定量评价了不同应力比下合金的疲劳裂纹扩展速率和变化规律。基于Paris公式对裂纹扩展速率进行了拟合,分析了应力比对各参数的影响规律。最后通过扫描电镜对断口表面形貌进行了观察,分析了应力比对断裂模型的影响。在相同的∆条件下,疲劳裂纹扩展速率随着应力比的增大而增大。在Paris公式中,参数随应力比的增大而减小,参数随应力比的增大而增大,并且和lg呈现线性关系。随应力比的增大,断口表面的河流花样增多、疲劳辉纹变浅、二次裂纹数量增加。应力比引起的裂纹尖端闭合效应和平面应力比变化是导致裂纹扩展速率发生改变的主要原因。
激光增材制造;TC4钛合金;疲劳裂纹扩展;应力比
钛合金由于其低密度、耐腐蚀、高强度、高硬度等特点,已在航空航天、特殊体育器械和石油化工等领域得到广泛应用[1-2]。激光增材制造技术可以通过逐层沉积的方式,实现复杂结构零部件的快速成形,其工艺过程简单,生产制造周期短,目前已在钛合金零部件的制造上得到应用,并成为增材制造领域的研究热点之一[3-6]。
疲劳一直是材料面临的主要服役问题之一。与传统工艺制造材料相同,增材制造材料同样面临腐蚀疲劳断裂的问题[7-8]。目前已有学者对增材制造TC4钛合金的疲劳性能进行了研究,发现影响其疲劳性能的因素众多。Eric等[9]认为激光增材制造形成的表面应力集中会显著降低材料的疲劳性能,他们提出可通过表面机械研磨来提高疲劳强度,但材料的内部缺陷(未完全熔化的粉末、气孔缺陷等)仍然会导致材料的疲劳性能不稳定。此外,增材制造形成的各向异性也会导致TC4钛合金横向和纵向疲劳性能存在明显的不均匀性,并且横向试样的疲劳极限通常比纵向的低,这种差异与材料内部的微观结构及残余应力分布不均匀有关[10]。后热处理工艺也会对增材制造TC4的疲劳裂纹扩展行为产生影响,Leuders等[11]研究发现,后热处理引起的微观组织改变会影响疲劳裂纹扩展的第一阶段,第二和第三阶段则主要受外部应力的影响。Chern等[12]总结了工艺参数及后处理对电子束增材制造TC4钛合金疲劳性能影响的研究现状。Sterling等[13]对制备态和热处理态的直接能量沉积TC4合金的低周疲劳行为进行了研究,发现缺乏塑性是样品低周疲劳寿命较低的主要原因。Benedetti等[14]研究了选区激光熔化TC4合金的低周疲劳行为,也发现了类似的结论。从以上研究可以看出,目前针对增材制造钛合金疲劳性能的研究主要集中在制造缺陷及微观组织对疲劳性能的影响方面,很少关注不同外载荷下材料的疲劳裂纹扩展行为。
为此,本文针对激光直接沉积制造的TC4钛合金,采用紧凑拉伸(CT)试样,进行了不同应力比下的疲劳裂纹扩展实验,采用Paris公式对裂纹扩展速率进行了拟合,并在扫描电镜下对断口形貌进行了分析,研究了不同应力比下激光直接沉积制造的TC4钛合金的疲劳裂纹扩展行为。
1 实验
采用工业级TC4钛合金粉末为原材料,粉末由气雾化法制备,其主要化学成分如表1所示。粉末的形貌和尺寸如图1所示。从图1a可以看出,粉末呈球形,且未发生明显的团聚。采用激光粒度仪测得的粉末粒径分布情况如图1b所示,粉末粒径主要为20~60 μm,平均粒径为36.5 μm。
表1 TC4钛合金粉末主要化学成分

Tab.1 Main chemical content of TC4 titanium alloy powder wt.%
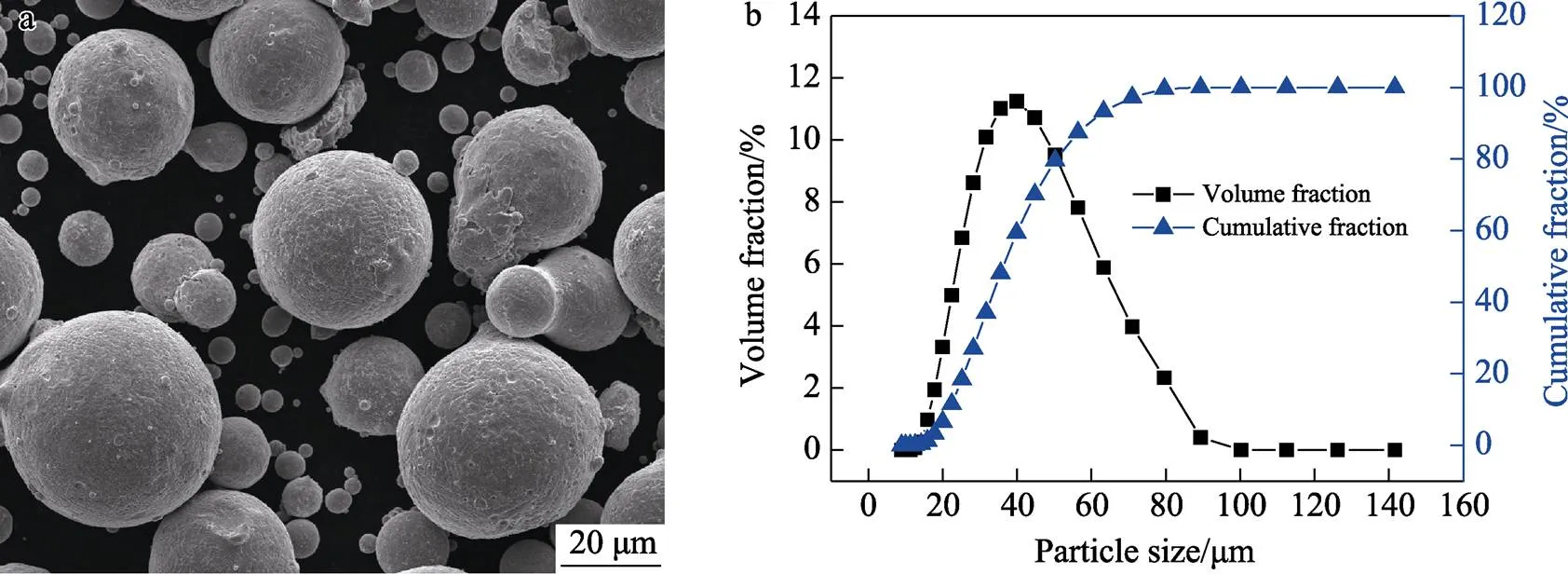
图1 TC4钛合金粉末形貌(a)及粒径分布(b)
激光直接沉积设备型号为RC-LDM8060,试样的成形示意图如图2a所示。设备采用同轴送粉方法,即激光和粉末同时从喷嘴发出,在基板上熔化并凝固沉积成所需试样,保护气体为99.999%的高纯氩气,在成形过程中保持氧的质量分数低于50×10−6。激光的扫描策略如图2b所示,即在当前层扫描结束后,旋转90°进行下一层扫描。具体的沉积参数如下:激光功率为900 W,光斑直径为2 mm,扫描速度为300 m/min,送粉速度为5 g/min,扫描间距为1 mm,层厚为0.5 mm。采用上述沉积工艺,制备出尺寸为80 mm×80 mm×20 mm的块体试样,并对试样进行去应力退火处理。
在Tescan Clara扫描电镜下通过电子背散射衍射仪(EBSD)、背散射电子成像仪(BSE)和能量色散谱仪(EDS)对退火后试样的微观组织进行分析。通过电火花加工方法对试样进行切割,然后依次使用400#~5000#砂纸进行打磨,最后再依次通过金刚石悬浊液和氧化硅悬浊液进行抛光,清洗并烘干后进行微观组织分析。
按照图3所示的试样尺寸,采用电火花加工方法将去应力退火处理后的材料加工成紧凑型拉伸(CT)试样。其中,保持机加工缺口的开口方向与沉积方向相同。试样宽度为50 mm,厚度为5 mm,初始裂纹长度0为10 mm。为减少表面粗糙度对实验结果带来的干扰,逐一采用400#~2000#砂纸对试样表面进行打磨。
疲劳裂纹扩展实验参照GB/T 6398—2017《金属材料疲劳实验疲劳裂纹扩展方法》进行:首先预制2 mm长的疲劳裂纹,然后进行最大载荷max恒定为2 500 N的疲劳裂纹扩展实验。其中,载荷频率为10 Hz,应力比分别为0.1、0.3和0.5,载荷幅(∆=max×)由应力比决定。通过柔度法测量裂纹长度,记录裂纹长度和循环次数,通过割线法计算裂纹扩展速率d/d[15],如式(1)所示。
对于CT试样,裂纹尖端应力强度因子幅(∆)采用式(2)进行计算[15]。

式中:=/,为试样形状因子。最后采用Paris公式对d/d-∆曲线进行拟合,Paris公式如式(3)所示[16]。
式中:和均为与材料性质相关的拟合参数。
待疲劳裂纹扩展实验结束后,在Tescan Clara扫描电镜下通过二次电子成像对断口表面形貌进行表征。二次电子成像的加速电压为15 kV,加速电流为300 pA。
装配式建筑可实现质量提升、提升效率、减少人工、减少消耗。尤为适宜推广EPC模式,但是不应狭隘化,而要广义理解。灵山岛尖九年一贯制学校项目在各专业的设计、施工阶段均考虑广义装配式,是广义装配式的一次实践。希望本项目能在绿色、循环、低碳的可持续发展方向更进一步,推进我国建筑工业化的发展进程。
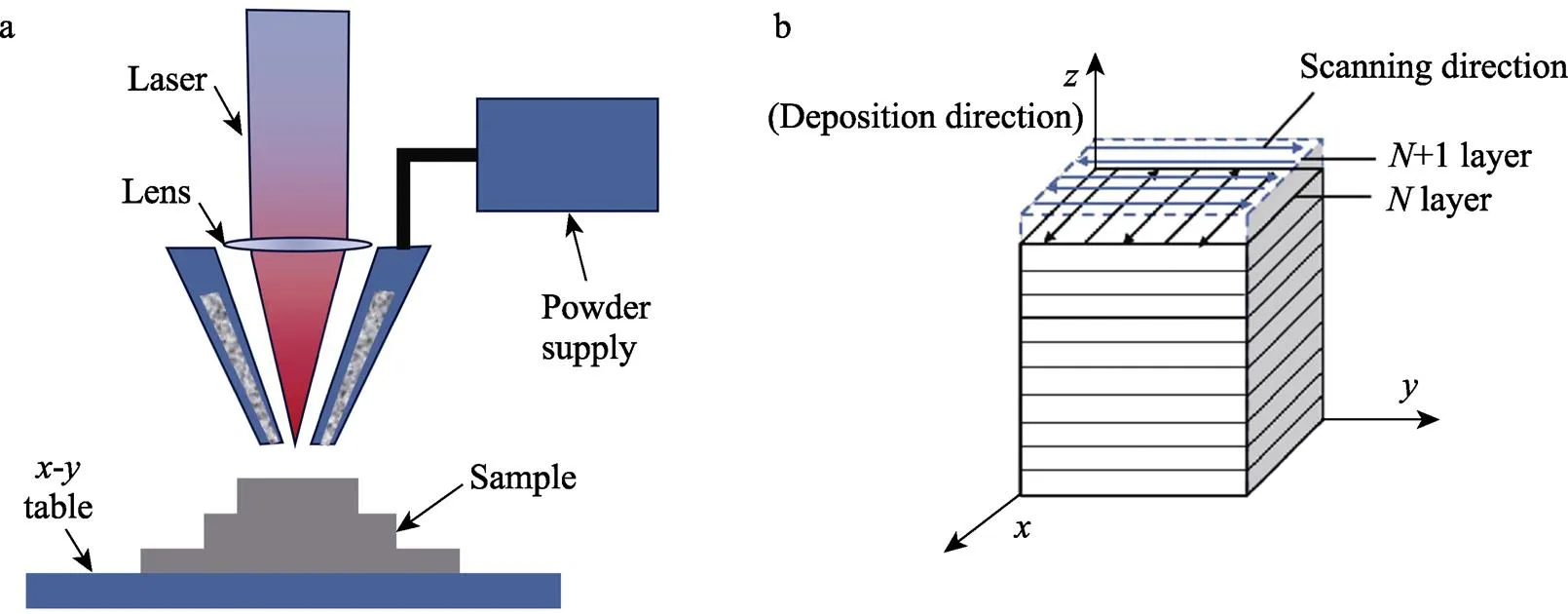
图2 激光直接沉积工艺示意图(a)及扫描策略示意图(b)
2 结果与分析
2.1 微观组织
-平面上材料的微观组织如图4所示。EBSD分析结果表明,在激光直接沉积TC4钛合金内,晶粒呈柱状晶生长,各晶粒呈随机取向分布,平均晶粒尺寸为3.2 μm,如图4a所示。从图4b所示的相分布图可以看出,材料主要由α-Ti组成,可以检测到少量的β-Ti。由于β-Ti尺寸较小,EBSD技术难以分辨,因此采用BSE和EDS对微观组织进行了进一步表征。
微观组织的高倍BSE形貌如图5a所示。可以看出,除板条的α-Ti以外,还有少量白色的针状组织。通过EDS线扫描对这些组织的元素含量及分布进行了半定量表征,结果如图5b所示。可以看出,在这些白色的针状组织中出现了V元素的富集。V元素是β-Ti的形成元素,可以推测这些白色相为β-Ti[17-19]。
2.2 疲劳裂纹扩展速率
将采集的裂纹长度和循环次数绘制成-曲线,如图6a所示。随着载荷循环次数的增加,裂纹长度呈指数增长,且增长速度不断增大。根据式(1)计算得到d/d数值,并与由式(2)计算得到的∆值绘制成d/d-∆曲线,如图6b所示。在双对数坐标下,不同应力比的d/d与∆均呈线性关系,即裂纹扩展速率d/d随应力强度因子幅∆的增大而增大。此外,从图6b还可以看出,在相同∆值下,疲劳裂纹扩展速率随应力比的增大而增大。
采用Paris公式对裂纹扩展速率进行拟合,结果如表3所示。3种应力比下拟合优度均大于0.97,拟合程度较好。在Paris公式中,参数可以被认为是轴的截距,它依赖于材料的性质;参数代表斜率,它体现了裂纹扩展速率对外加的应力强度因子幅值Δ的敏感度,值越大,则材料对Δ的敏感度越高。从表3可以看出,随着应力比由0.1增大到0.5,参数从1.42×10−11降低到1.21×10−11,参数从3.11增大到3.55,说明随着应力比的增大,材料更容易发生疲劳裂纹扩展。这种应力比导致的变化规律,与传统加工得到的损伤容限型TC4钛合金变化规律相同[20-21]。
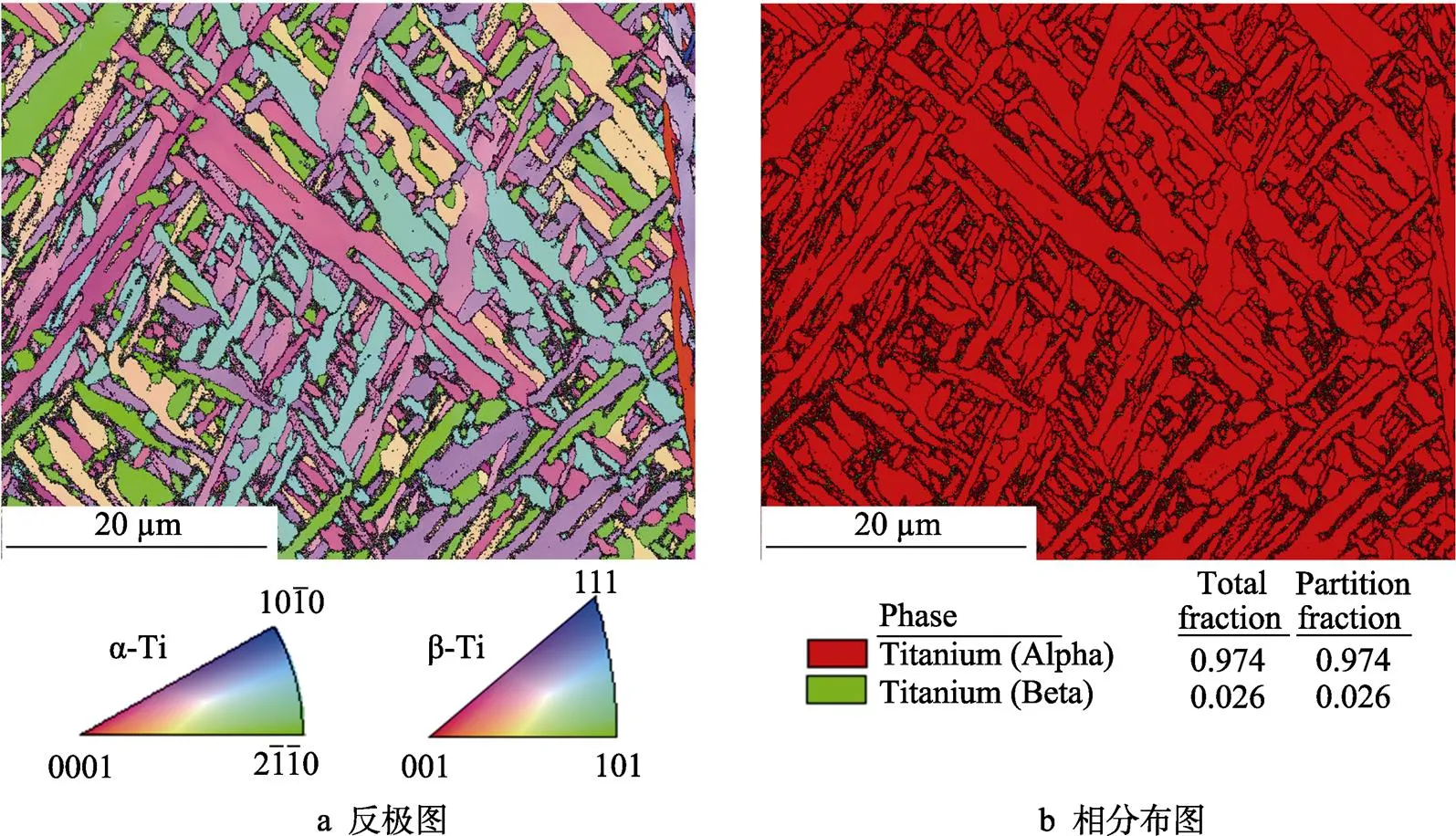
图4 微观组织EBSD表征结果
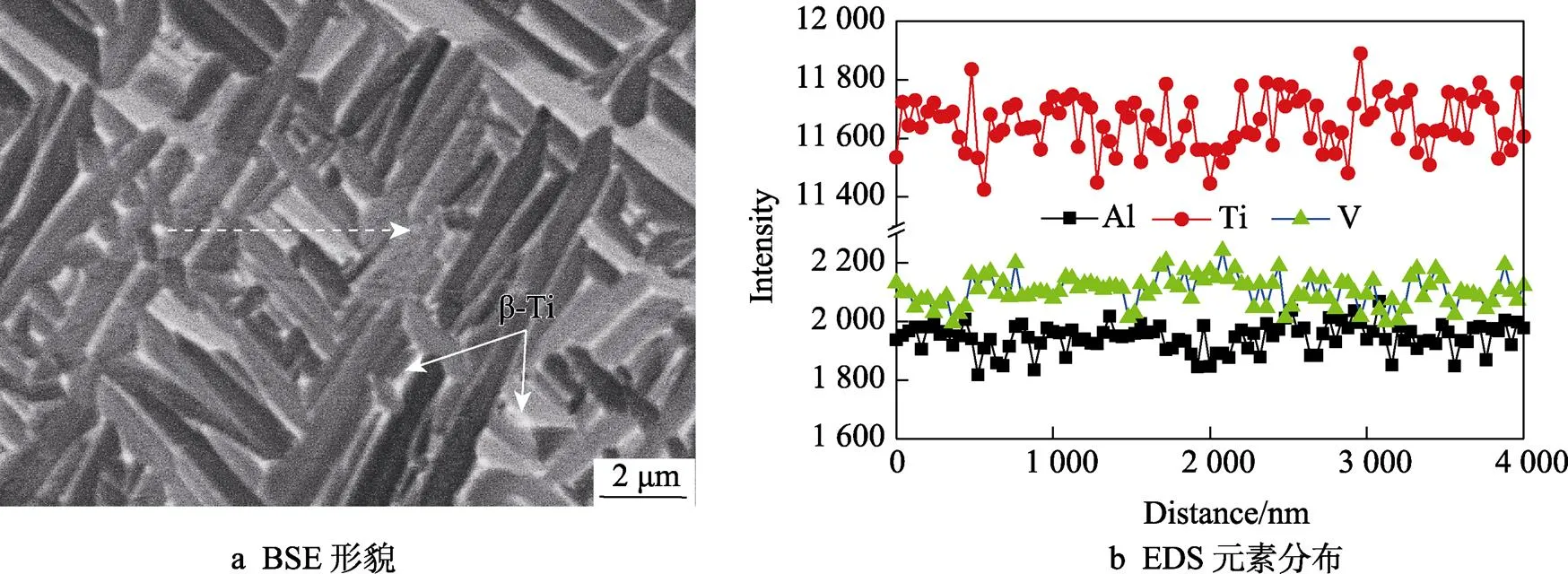
图5 微观组织BSE和EDS表征结果
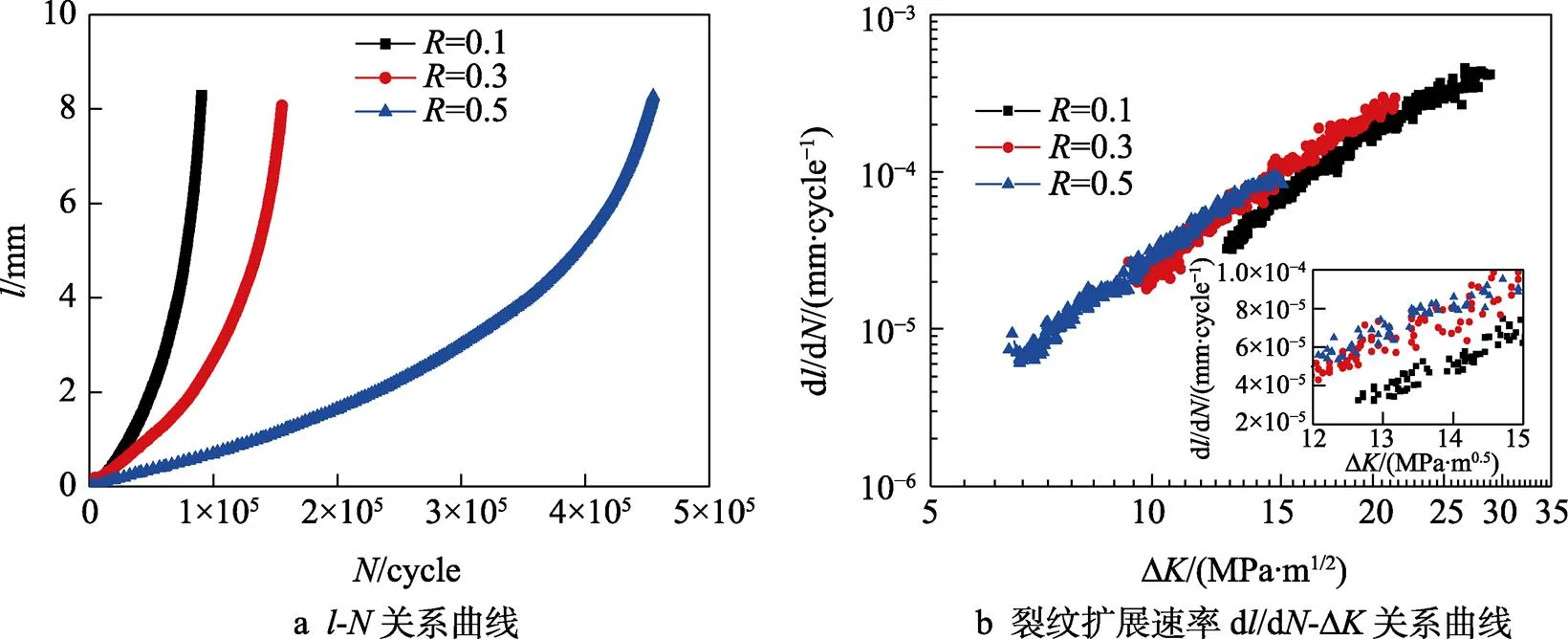
图6 不同应力比下疲劳裂纹扩展
表3 Paris公式拟合结果

Tab.3 Fitting result of Parise rule

2.3 断口表面形貌
在扫描电镜下通过二次电子成形对断口表面形貌进行表征,结果如图8所示。可以看出,在3种应力比下,疲劳裂纹均呈现穿晶扩展模式。在裂纹扩展过程中出现了明显的沿特定晶面的解理,因此观察到大量沿裂纹扩展方向汇聚的河流花样。此外,由裂纹尖端交替钝化和锐化形成的疲劳辉纹也清晰可见。但在3种应力比下,这些特征呈现了一定的差异。随着应力比的增大,河流花样更多,疲劳辉纹逐渐变浅,说明并且二次裂纹的数量也随之增加。
2.4 分析讨论
在疲劳裂纹扩展过程中,裂纹扩展的驱动力主要来源于正应力和切应力2个分量[26],如式(4)~(5)所示。

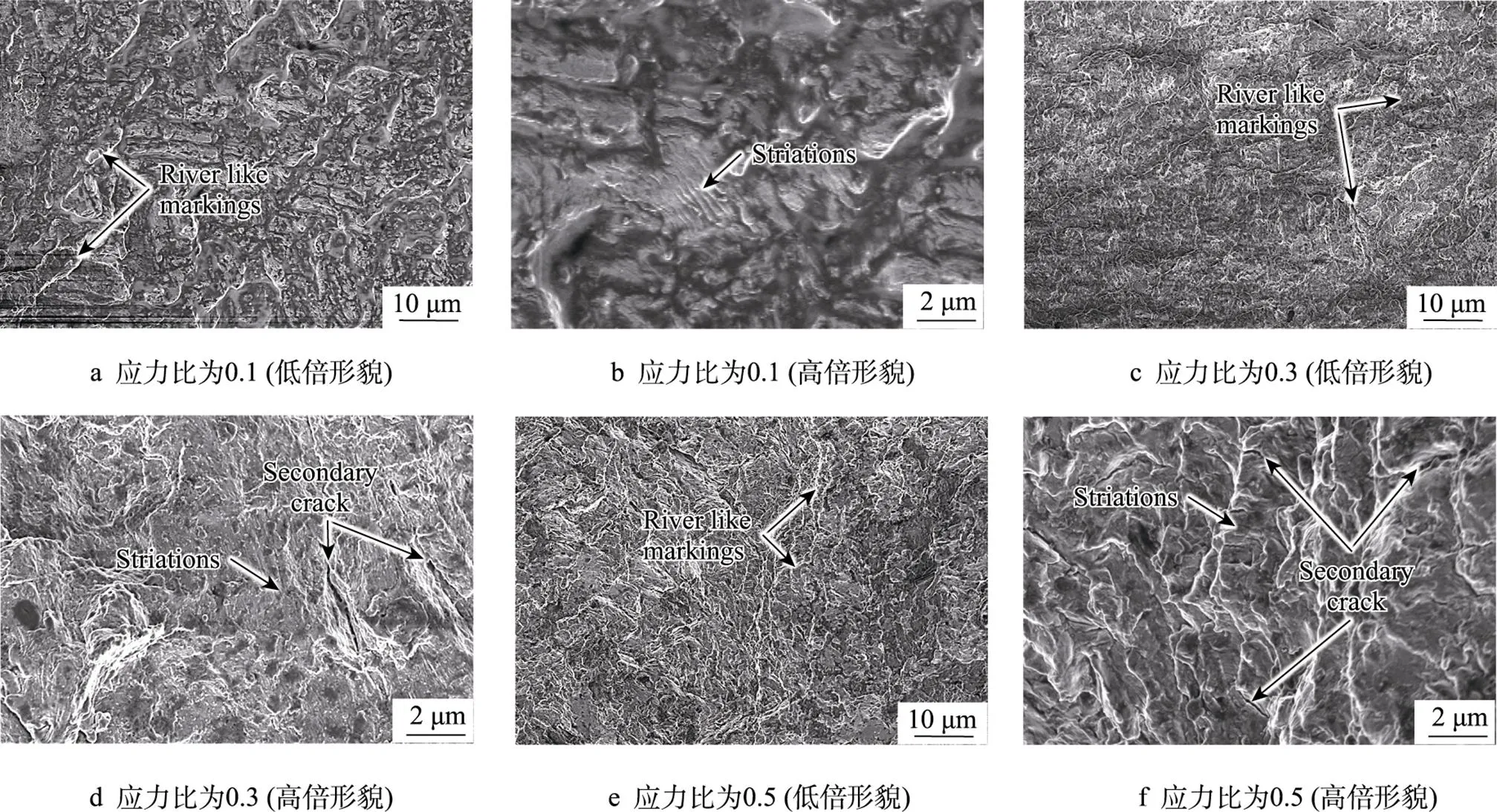
图8 断口表面形貌

3 结论
1)在相同∆条件下,随着应力比的增大,疲劳裂纹扩展速率增大。

3)随应力比的增大,断口表面的河流花样增多、疲劳辉纹变浅、二次裂纹数量增加。
4)应力比引起的裂纹尖端闭合效应和平面应力比变化是导致裂纹扩展速率发生改变的主要原因。
[1] 郭照灿, 张德海, 何文斌, 等. 金属多材料增材制造研究现状与展望[J]. 精密成形工程, 2022, 14(2): 129-137.
GUO Z C, ZHANG D H, HE W B, et al. Research Status and Prospect of Metal Multi-Material Additive Manufacturing[J]. Journal of Netshape Forming Engineerging, 2022, 14(2): 129-137.
[2] 冯新, 马英杰, 李建崇, 等. 铸造、锻造和粉末冶金TC4钛合金损伤容限行为对比研究[J]. 精密成形工程, 2018, 10(3): 46-54.
FENG X, MA Y J, LI J C, et al. Comparative Study on Damage Tolerance Properties of TC4 Titanium Alloy Manufactured by Casting, Forging and Powder Metallurgy[J]. Journal of Netshape Forming Engineering, 2018, 10(3): 46-54.
[3] 高星, 张宁, 丁燕, 等. 热处理时间对激光选区成形TC4钛合金组织及力学性能的影响[J]. 金属热处理, 2022, 47(9): 12-17.
GAO X, ZHANG N, DING Y, et al. Effect of Heat Treatment Time on Microstructure and Mechanical Properties of TC4 Titanium Alloy Fabricated by Selective Laser Melting[J]. Heat Treatment of Metals, 2022, 47(9): 12-17.
[4] ANIL K S, MAINAK B, AMAN S, et al. Selective Laser Melting of Ti-6Al-4V Alloy: Process Parameters, Defects and Post-Treatments[J]. Journal of Manufacturing Processes, 2021, 64: 161-187.
[5] TSHEPHE T S, AKINWAMID S O, OLEVSKY E, et al. Additive Manufacturing of Titanium-based Alloys- A Review of Methods, Properties, Challenges, and Prospects[J]. Heliyon, 2022, 8(3): e09041.
[6] YANG X, LI Y A, DUAN M, et al. An Investigation of Ductile Fracture Behavior of Ti-6Al-4V Alloy Fabricated by Selective Laser Melting[J]. Journal of Alloys and Compounds, 2022, 890: 161926.
[7] BECKER T H, KUMAR P, RAMAMURTY U. Fracture and Fatigue in Additively Manufactured Metals[J]. Acta Materialia, 2021, 219: 117240.
[8] KUMAR P, RAMAMURTY U. Microstructural Optimization Through Heat Treatment for Enhancing the Fracture Toughness and Fatigue Crack Growth Resistance of Selective Laser Melted Ti-6Al-4V Alloy[J]. Acta Materialia, 2019, 169: 45-59.
[9] ERIC W, ANDRES S, SHAFAQAT S, et al. Effects of Defects in Laser Additive Manufactured Ti-6Al-4V on Fatigue Properties[J]. Physics Procedia, 2014, 56: 371-378.
[10] ZHANG J K, WANG X Y, PADDEA S, et al. Fatigue Crack Propagation Behaviour in Wire+Arc Additive Manufactured Ti-6Al-4V: Effects of Microstructure and Residual Stress[J]. Materials and Design, 2016, 90: 551- 561.
[11] LEUDERS S, THONE M, RIEMER A, et al. On the Mechanical Behaviour of Titanium Alloy TiAl6V4 Manufactured by Selective Laser Melting: Fatigue Resistance and Crack Growth Performance[J]. International Journal of Fatigue, 2013, 48: 300-307.
[12] CHERN A H, NANDWANA P, YUAN T, et al. A Review on the Fatigue Behavior of Ti-6Al-4V Fabricated by Electron Beam Melting Additive Manufacturing[J]. International Journal of Fatigue, 2019, 119: 173-184.
[13] STERLING A J, TORRIES B, SHAMSAEI N, et al. Fatigue Behavior and Failure Mechanisms of Direct Laser Deposited Ti-6Al-4V[J]. Materials Science and Engineering: A, 2016, 655: 100-112.
[14] BENEDETTI M, FONTANARI V, BANDINI M, et al. Low- and High-cycle Fatigue Resistance of Ti-6Al-4V ELI Additively Manufactured via Selective Laser Melting: Mean Stress and Defect Sensitivity[J]. International Journal of Fatigue, 2018, 107: 96-109.
[15] GB/T 6398—2017, 金属材料疲劳试验疲劳裂纹扩展方法[S].
GB/T 6398—2017, Metallic Materials-Fatigue Testing- Fatigue Crack Growth Method[S].
[16] PARIS P, ERDOGAN F. A Critical Analysis of Crack Propagation Laws[J]. Journal of Basic Engineering, 1963, 85(4): 528-533.
[17] 李健, 庄宇盛, 李春慧, 等. 冷变形及时效对新型β钛合金组织性能的影响[J]. 金属热处理, 2022, 47(11): 70-75.
LI J, ZHUANG Y S, LI C H, et al. Effect of Cold Rolling and Aging on Microstructure and Properties of Novel β-titanium Alloys[J]. Heat Treatment of Metals, 2022, 47(11): 70-75.
[18] TSAI M T, CHEN Y W, CHAO C Y, et al. Heat-treatment Effects on Mechanical Properties and Microstructure Evolution of Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion[J]. Journal of Alloys and Compounds, 2020, 816: 152615.
[19] LIANG Z L, SUN Z G, ZHANG W S, et al. The Effect of Heat Treatment on Microstructure Evolution and Tensile Properties of Selective Laser Melted Ti6Al4V Alloy[J]. Journal of Alloys and Compounds, 2019, 782: 1041-1048.
[20] 许飞, 周善林, 石科学. 应力比对TC4-DT钛合金疲劳裂纹扩展速率的影响[J]. 热加工工艺, 2010, 39: 33-35.
XU F, ZHOU S L, SHI K X. Effects of Stress Ratio on Fatigue Crack Growth Rate of TC4-DT Alloy[J]. Hot Work Technology, 2010, 39: 33-35.
[21] XU H F, YE D Y, MEI L B. A Study of the Back Stress and the Friction Stress Behaviors of Ti-6Al-4V Alloy during Low Cycle Fatigue at Room Temperature[J]. Materials Science and Engineering: A, 2017, 700: 530-539.
[22] 张亚军, 张欣耀, 张云浩. 金属材料疲劳裂纹扩展速率Paris模型中材料常数的相关性[J]. 材料开发与应用, 2021, 36: 1-8.
ZHANG Y J, ZHANG X Y, ZHANG Y H. Pertinence of Material Constants in Paris Model for Fatigue Crack Propagation Rate of Metallic Materials[J]. Development and Application of Materials, 2021, 36: 1-8.
[23] DUBEY S, SOBOYEJO A B O, SOBOYEJO W O. An Investigation of the Effects of Stress Ratio and Crack Closure on the Micromechanisms of Fatigue Crack Growth in Ti-6Al-4V[J]. Acta Materialia, 1997, 45: 2777-2787.
[24] SHADEMAN S, SINHA V, SOBOYEJI A B O, et al. An Investigation of the Effects of Microstructure and Stress Ratio on Fatigue Crack Growth in Ti-6Al-4V with Colony α/β Microstructures[J]. Mechanics of Materials, 2004, 36: 161-175.
[25] TANAKA Y, OKAZAKI S, OGAWA Y, et al. Fatigue Limit of Ni-based Superalloy 718 Relative to the Shear-mode Crack-growth Threshold: A Quantitative Evaluation Considering the Influence of Crack-opening and -Closing Stresses[J]. International Journal of Fatigue, 2021, 148: 106228.
[26] SUSMEL L, TOVO R, LAZZARIN P. The Mean Stress Effect on the High-cycle Fatigue Strength from a Multiaxial Fatigue Point of View[J]. International Journal of Fatigue, 2005, 27: 928-943.
Fatigue Crack Propagation Behavior of TC4 Titanium Alloy for Sports Equipment Prepared by Laser Additive Manufacturing
LIU Shuo1, WANG Qihui2a, WANG Zhipeng2b
(1. School of Physical Education, Shanxi University, Taiyuan 030006, China; 2. a. School of Environment and Safety Engineering, b. School of Chemistry and Chemical Engineering, North University of China, Taiyuan 030051, China)
The work aims to reveal the effect of stress ratio on the fatigue crack propagation behavior of TC4 titanium alloy prepared by laser additive manufacturing. The fatigue crack propagation experiments of laser additive TC4 titanium alloys with stress ratios of 0.1, 0.3 and 0.5 were carried out under constant external load amplitude using compact tensile specimens. The fatigue crack propagation rate and change rule of the alloys under different stress ratios were quantitatively evaluated. The crack propagation rate was fitted based on Paris formula, and the influence of stress ratio on each parameter was analyzed. Finally, the surface morphology of the fracture was observed with a scanning electron microscopy, and the influence of stress ratio on the fracture model was analyzed. Under the same ∆conditions, the fatigue crack propagation rate increased with the increase of stress ratio. In Paris formula, parameterdecreased with the increase of stress ratio, and parameterincreased with the increase of stress ratio, and the relationship betweenand lgwas linear. With the increase of stress ratio, the flow pattern on the fracture surface increased, the fatigue markings became shallow and the number of secondary cracks increased.The closing effect of crack tip caused by stress ratio and the change of surface stress ratio are the main reasons for the change of crack growth rate.
laser additive manufacturing; TC4 titanium alloy; fatigue crack propagation; stress ratio
10.3969/j.issn.1674-6457.2024.01.007
TG441.8
A
1674-6457(2024)01-0059-07
2023-08-21
2023-08-21
山西省科技厅重点项目(202204031401003)
Key Project of Shanxi Provincial Science and Technology Department (202204031401003)
刘硕, 王启慧, 王志鹏. 激光增材制造体育器材用TC4钛合金疲劳裂纹扩展行为研究[J]. 精密成形工程, 2024, 16(1): 59-65.
LIU Shuo, WANG Qihui, WANG Zhipeng.Fatigue Crack Propagation Behavior of TC4 Titanium Alloy for Sports Equipment Prepared by Laser Additive Manufacturing[J]. Journal of Netshape Forming Engineering, 2024, 16(1): 59-65.
猜你喜欢
石材(2022年4期)2022-06-15
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年5期)2018-01-19
四川冶金(2017年6期)2017-09-21
当代化工研究(2016年9期)2016-03-20
焊接(2016年4期)2016-02-27
诗选刊(2015年6期)2015-10-26
浙江人大(2014年8期)2014-03-20