轮胎阶梯式直压硫化内模具的运动学仿真研究
2024-01-19 03:16:28涂玉祥靳晓哲杨卫民何雪涛焦志伟
橡胶工业 2024年1期
涂玉祥,靳晓哲,杨卫民,何雪涛,阎 华,谭 晶,焦志伟*
(1.北京化工大学 机电工程学院,北京 100029;2.轮胎设计与制造工艺国家工程实验室,北京 100029)
汽车工业和航空工业的发展对轿车轮胎和航空轮胎的性能提出了越来越高的要求[1-3]。硫化作为轮胎生产的最后一道工序,直接决定了轮胎的外观质量和均匀性,是轮胎生产过程中至关重要的一环,突破轮胎的硫化工艺的瓶颈可以大幅提高轮胎的性能[4-6]。
轮胎硫化一般采用胶囊硫化工艺[7-9]。由于胶囊材料具有高弹性和低刚性的特点,因此胶囊在轮胎硫化过程中存在导热性差、轮廓尺寸精度不高和压力传递不均匀等弊端。目前,国内外提出多种措施来解决轮胎的硫化工艺问题。张金云等[10-12]利用金属内模具导热性好、热量损失小、刚性高和胎坯结构缺陷可修复等特性,提出高刚性金属内模具直压硫化技术,其用金属胀缩内模具替代胶囊,电磁感应加热替代蒸汽加热,提高了轮胎的均匀性和动平衡性能,主要适用于确定规格的轮胎生产。为进一步扩大直压硫化技术的适用范围,北京化工大学联合三角轮胎股份有限公司研发出阶梯式直压硫化工艺[13-16],其可分步收缩的金属内模具具有大胀缩比,可适用于多种规格轮胎的生产。
本工作针对225/40R18轮胎设计了阶梯式直压硫化内模具(以下简称阶梯式内模具),并采用UG软件对内模具进行了运动学仿真分析,以研究阶梯式内模具的适用性。
1 阶梯式内模具的运动学仿真
1.1 工作原理
常规内模具的宽鼓瓦和窄鼓瓦收缩进同一层空间,为进一步增大内模具的胀缩比,扩大其适用范围,本工作对常规内模具的结构形式进行改进,提出了阶梯式胀缩方案,如图1所示。
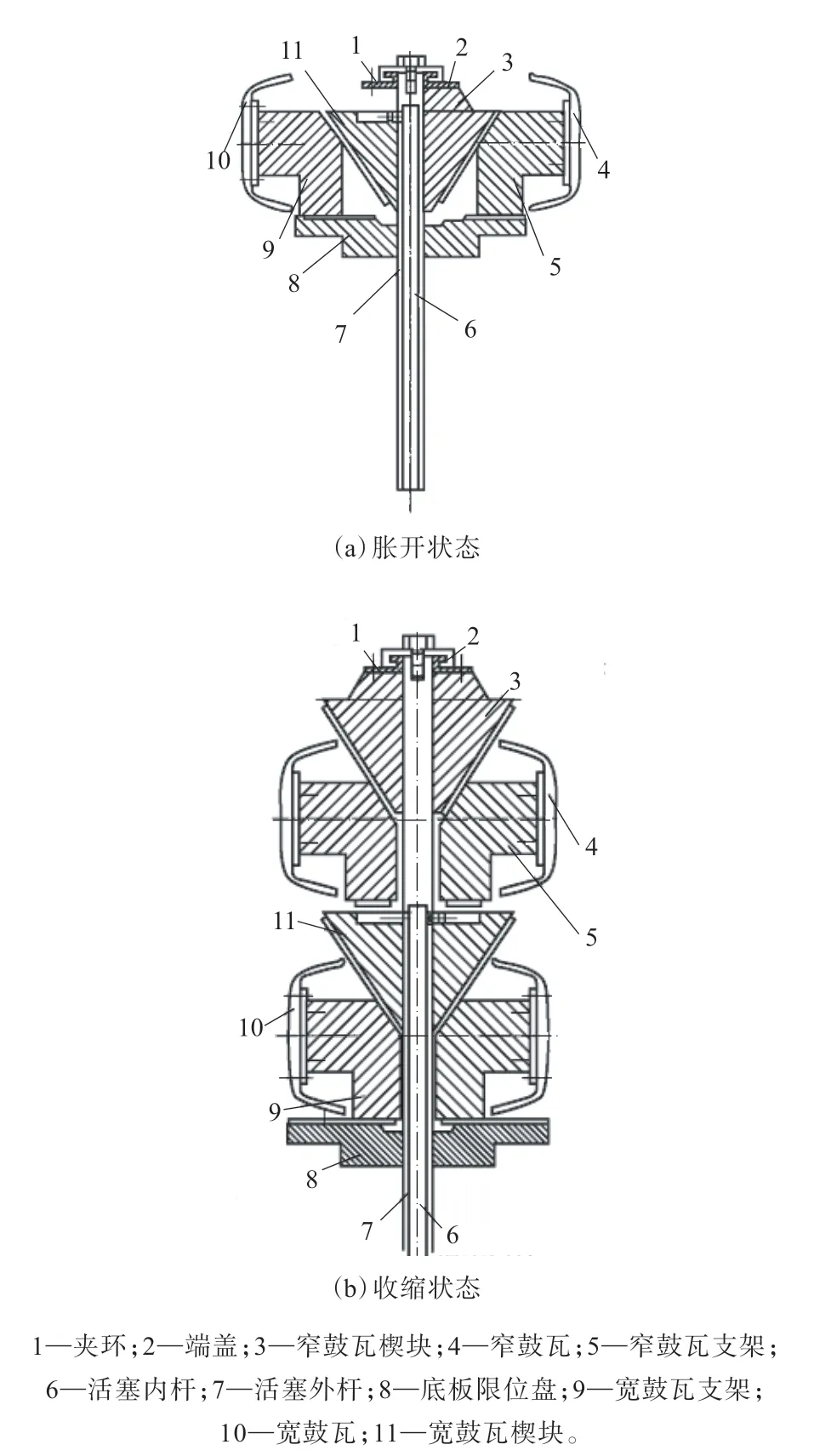
图1 阶梯式内模具的胀开和收缩Fig.1 Expansion and contraction of stepped inner mold
阶梯式内模具的工作原理为:活塞外杆驱动窄鼓瓦收缩并轴向上移让出收缩空间,然后活塞内杆驱动宽鼓瓦收缩,窄鼓瓦和宽鼓瓦异步收缩,分别在活塞外杆和活塞内杆的控制下完成整个收缩过程,同时内模具利用轴向空间弥补径向空间的不足。
1.2 连杆设计
阶梯式内模具的运动机构设定为5组连杆,其构成如表1所示。
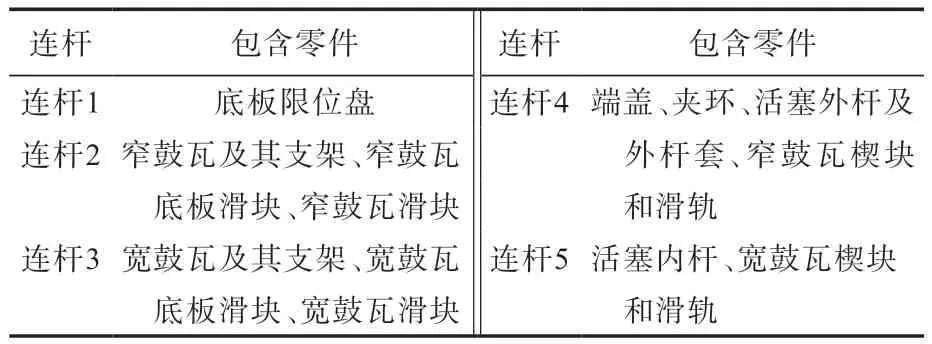
表1 连杆的构成Tab.1 Composition of connecting rods
1.3 运动副及驱动设定
阶梯式内模具的主要运动副(传动方式)为滑动副,存在于鼓瓦滑块与鼓瓦滑轨之间的滑动副的滑动方向沿着鼓瓦滑轨方向,存在于限位底盘与底板滑块之间的滑动方向沿着底板限位盘中的T形滑槽方向。
分析实际工况,阶梯式内模具与直压硫化机为固定装配,通过直压硫化机底部两组移模油缸分别控制活塞外杆与活塞内杆的轴向运动,通过活塞外杆与活塞内杆的运动带动整体机构完成胀开和收缩。本工作通过公式(1)的STEP函数控制活塞杆运动来驱动整个机构,其表达式为
式中,STEP(x,x0,x1,h1)为STEP函数,x为时间自变量,x0和x1分别为x的起始值和最终值,h0和h1分别为活塞杆在运动开始阶段和运动结束阶段的STEP函数值。
将STEP函数导入UG软件的运动学分析模块,结合实际工况设定阶梯式内模具的活塞外杆与活塞内杆的运动步骤,如表2所示。
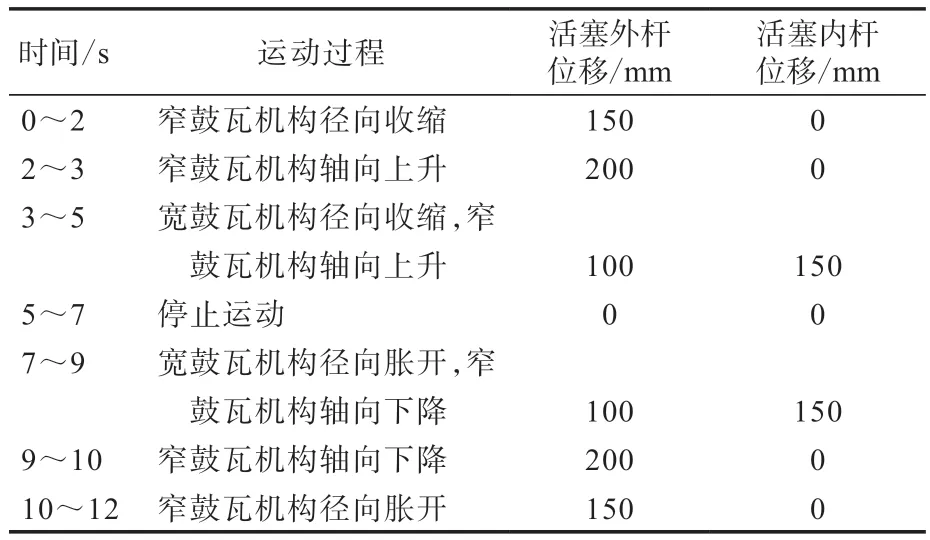
表2 活塞外杆与活塞内杆的运动步骤Tab.2 Movement steps of piston inner rod and piston outer rod
2 结果与讨论
2.1 阶梯式内模具的运动过程
设定单循环与实际工况的循环时间相同(12 s),分析步总计240步,每秒跨越20步。完成全部前处理设定后,阶梯式内模具的运动过程如图2所示。

图2 阶梯式内模具的运动过程Fig.2 Movement processes of stepped inner mold
从图2可以看出:在0 s时,阶梯式内模具处于胀开的极限位置,宽鼓瓦与窄鼓瓦交替排列形成完整的圆面贴合于轮胎的内表面;在2 s时,窄鼓瓦完成径向收缩,宽鼓瓦未运动;在3 s时,窄鼓瓦完成第1次轴向上升,为宽鼓瓦的径向运动让出空间;在5 s时,活塞内杆带动宽鼓瓦完成径向收缩,阶梯式内模具整体收缩至极限位置,宽鼓瓦的外圆面直径小于轮胎的胎圈直径,可以完成装胎卸胎工序。在仿真分析中设定干涉部位为1组宽鼓瓦与窄鼓瓦的结合面,结果显示该部位在整个运动过程中未发生碰撞,这表明阶梯式内模具整体机构的运动平稳、连续,且运动不会发生干涉。
2.2 活塞杆及鼓瓦的运动过程
分别在活塞外杆、活塞内杆、宽鼓瓦、窄鼓瓦的中心位置设置观测点,通过运动学仿真分析观测点的位移情况。
2.2.1 活塞杆的运动过程
活塞杆的轴向位移与时间的关系见图3。
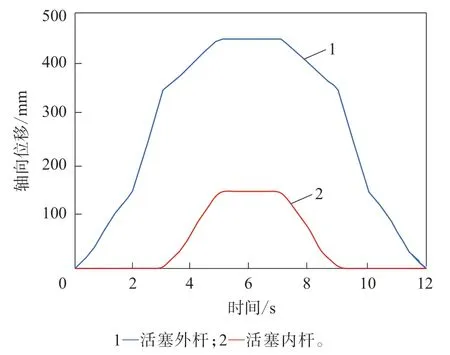
图3 活塞杆的轴向位移与时间的关系Fig.3 Relationships between axial displacements of piston rods and time
从图3可以看出:在0~2 s时,活塞外杆先进行平稳加速运动,再进行匀速运动,最后平稳减速至运动速度为0,其轴向位移上升至150 mm;在2~3 s时,活塞外杆快速匀速运动,轴向位移上升200 mm,并带动窄鼓瓦轴向上升,为宽鼓瓦的径向运动让出空间;在3~5 s时,活塞外杆与活塞内杆均进行加速、匀速、减速运动,过程中活塞外杆的轴向位移上升100 mm,活塞内杆的轴向位移上升至150 mm;在5~7 s时,活塞外杆与活塞内杆锁死,阶梯式内模具完成收缩过程。
从图3还可以看出:阶梯式内模具的整体运动过程具有对称性,其在7~12 s与0~5 s时的运动反向进行;在活塞杆的整个运动过程中没有发生速度和位移的突变,整个运动过程平稳、连续,活塞杆的运动不会发生干涉。
2.2.2 鼓瓦的运动过程
鼓瓦的径向位移与时间的关系如图4所示。

图4 鼓瓦的径向位移与时间的关系Fig.4 Relationships between radial displacements of drum tiles and time
从图4可以看出:窄鼓瓦在0~2 s时匀速运动,发生径向位移73.720 mm,收缩至径向极限位置,在2~10 s时机构锁死保持不动,在10~12 s时窄鼓瓦匀速反向位移73.720 mm,达到宽鼓瓦胀开极限位置;宽鼓瓦在0~3 s时保持不动,等待窄鼓瓦完成径向位移,在3~5 s时宽鼓瓦匀速径向位移77.085 mm,窄鼓瓦达到径向收缩极限位置,在5~7 s时宽鼓瓦保持不动,在7~9 s时匀速反向位移77.085 mm,达到胀开极限位置,在9~12 s时宽鼓瓦保持不动,窄鼓瓦进入最大胀开状态。由此可知,鼓瓦的整个运动过程中没有发生速度和位移的突变,整个运动过程平稳、连续,鼓瓦的运动不会发生干涉。
3 结论
本工作设计了生产225/40R18轮胎的阶梯式内模具,并对阶梯式内模具进行了运动学仿真。通过设定连杆和运动副以及用STEP函数控制内模具的运动,仿真得到了在活塞外杆、活塞内杆、宽鼓瓦、窄鼓瓦中心设置的观测点的运动结果,可以判定本工作设计的内模具的运动平稳、连续,且不会发生干涉,初步验证了阶梯式内模具生产的可行性与实用性。
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11 01:59:46
农业工程技术(2022年1期)2022-04-19 13:58:12
中华养生保健(2020年2期)2020-11-16 00:49:50
少先队活动(2020年6期)2020-07-27 01:34:58
甘肃教育(2020年22期)2020-04-13 08:11:44
流体机械(2017年9期)2017-02-06 05:13:58
中国音乐教育(2015年7期)2015-05-16 03:19:18
中国新技术新产品(2014年21期)2014-03-28 02:28:37
中国设备工程(2014年2期)2014-02-28 13:43:41
汽车与新动力(2014年5期)2014-02-27 12:10:46