
偏析对S690高强度无缝钢管性能的影响
2024-01-17 02:40邹文奇
理化检验(物理分册) 2023年12期
邹文奇
[豪氏威马(中国)有限公司, 漳州 363105]
S690高强度无缝钢管具有高强度、高承载能力和优良的抗冲击性能,被广泛用于海上起重设备(浮吊和起重机)、风电安装船、多功能铺管船等海洋工程结构和装备上。海洋结构的应用环境复杂,对其焊接接头的力学性能,特别是低温冲击韧性的要求很高,因此无缝钢管焊接接头的质量控制成为保证结构的服役寿命和使用安全性的关键技术和核心问题[1-3]。
S690高强度无缝钢管经过高温穿孔、三锟斜轧、脱管及定径等工序,再将其冷却至室温,由于缺乏更有效的组织和性能调控手段,热轧态钢管的成品合格率低[4]。对于壁厚较大的无缝钢管,很难保证其显微组织的均匀性,且容易产生成分偏析[5]。笔者开展了偏析对S690高强度无缝钢管原材料性能及焊接工艺评定影响的分析。
1 偏析对S690高强度无缝钢管性能的影响
材料为国产S690海洋工程用调制态高强度无缝钢管,规格为660 mm×30 mm(外径×壁厚),性能测试时的取样位置如图1所示。

图1 性能测试取样位置示意
1.1 化学成分分析
根据GB/T 4336—2016 《碳素钢和中低合金钢多元素含量的测定 火花放电原子发射光谱法(常规法)》,采用直读光谱仪对无缝钢管进行化学成分分析,测试位置包括外表面、中心和内表面,结果如表1所示。由表1可知:无缝钢管的碳元素质量分数由外表面向内表面呈明显递增趋势,且中心和内表面的碳元素质量分数超过企业规范要求;碳当量由外表面向内表面出现明显递增趋势,且内表面的测试结果超过企业规范要求,碳当量的变化将显著影响无缝钢管的焊接性能。

表1 无缝钢管的化学成分分析结果 %
1.2 拉伸及冲击性能测试
根据GB/T 228.1—2021 《金属材料 拉伸试验 第1部分:室温试验方法》,对无缝钢管进行拉伸性能测试,试验对象为全厚度的弧形试样,测试结果如表2所示,结果符合企业规范要求。根据GB/T 229—2020 《金属材料 夏比摆锤冲击试验方法》,对无缝钢管进行冲击性能测试,测试结果如表3所示。无缝钢管的内、外表面冲击吸收能量相差较大,且内表面-60 ℃的冲击性能测试结果不符合企业要求。

表2 无缝钢管的拉伸性能测试结果
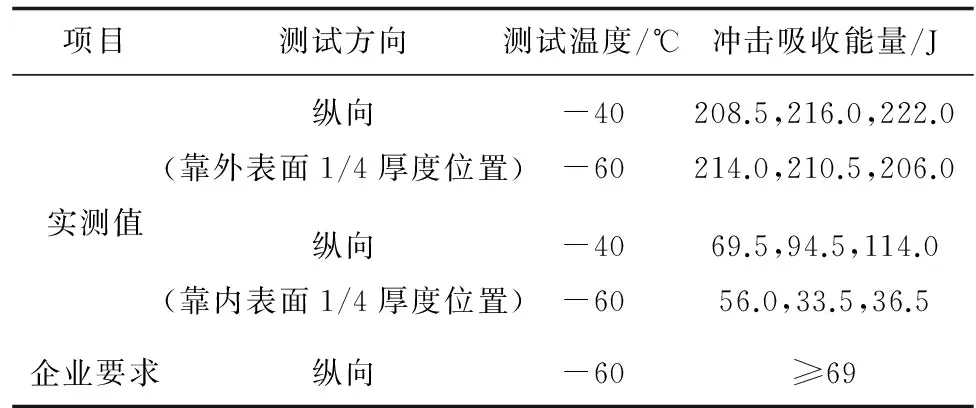
表3 无缝钢管的夏比摆锤冲击性能测试结果
1.3 金相检验
无缝钢管内表面、中心和外表面的显微组织形貌如图2所示。 S690高强度无缝钢管经过调制处理后,组织为回火索氏体,内表面有明显的带状偏析。相对内、外表面,无缝钢管中心部位的组织更加粗大,这是因为在无缝钢管锟轧过程中,内、外表面受力挤压后发生明显变形,晶粒明显细化;中心距受力位置较远,挤压对组织晶粒度的影响相对较小。
2 焊接工艺评定
2.1 侧弯试验
在焊接接头上截取横向试样,进行侧弯试验,弯心位于焊缝中心处,通过弯曲产生塑性变形,使焊接接头的横截面发生拉伸变形。通过侧弯试验可以暴露焊接缺陷和考核熔合线的焊接质量。根据LR船级社规范,在焊接无缝钢管上取4个侧弯试样进行弯曲试验,试验后试样焊接区域无裂纹及其他缺陷,满足规范要求。
2.2 夏比摆锤冲击试验
夏比摆锤冲击试验取样位置如图3所示,通过冲击试验检测焊接接头的冲击韧性和焊缝的抗裂纹敏感性。根据LR船级社规范进行-40 ℃的夏比摆锤冲击试验,测试结果如表4所示。根部熔合线的冲击吸收能量不符合LR船级社规范要求(≥69 J)。

表4 无缝钢管焊接接头夏比摆锤冲击试验结果

图3 夏比摆锤冲击试验取样位置示意
2.3 横向拉伸试验
在焊接接头上截取横向试样,对试样进行横向拉伸试验,横向拉伸试验是衡量焊接接头强度的重要指标。根据LR船级社规范,制取2个试样进行试验,测试结果如表5所示,由于焊材和母材是等强匹配,即使在焊接过程中存在合金元素重熔,焊缝强度依然高于母材,测试结果满足LR船级社规范的要求(≥770 MPa)。

表5 无缝钢管焊接接头横向拉伸试验结果
2.4 硬度测试
对焊接试样进行宏观观察,发现焊缝完全焊透,焊缝表面没有看到明显的缺陷。焊缝硬度测试位置如图4所示,硬度测试结果满足LR船级社规范要求(≤420 HV)。

图4 焊缝硬度测试位置示意
2.5 焊缝的金相检验
对S690高强度无缝钢管的焊接热影响区进行金相检验,结果如图5所示。盖面焊缝粗晶区组织为马氏体+少量贝氏体,焊缝根部粗晶区的组织为马氏体+晶界析出粒状贝氏体+少量魏氏体。受焊接电弧热的强烈作用,焊缝粗晶区奥氏体晶粒急剧长大,形成晶粒粗大的组织。当焊接热输入量过大时,很高的冷却速率导致焊缝粗晶区出现粗大的M-A组元(富碳马氏体+残余奥氏体)及魏氏体组织。焊缝根部熔合线附近同时有颗粒状贝氏体沿晶界析出,导致粗晶区的冲击韧性显著降低[6-7]。

图5 母材与焊缝界面显微组织形貌
3 综合分析
在S690高强度无缝钢管的穿孔过程中,材料处于高温状态且在高速旋转,组织容易形成带状分布,进而影响无缝钢管的性能。无缝钢管内表面存在明显的带状偏析,导致内表面碳元素含量和碳当量均超过企业规范要求。碳元素是强间隙固溶元素,在钢中加入碳元素对钢有显著的间隙固溶强化作用[8],可提高低合金高强度钢的强度。钢中的碳元素含量增加时,其屈服强度和抗拉强度升高,但塑性和冲击韧性降低,焊接性能也会降低[9-10]。碳元素对钢的淬硬及冷裂影响显著,通常使用碳当量来估计低合金钢的焊接冷裂敏感性。当碳当量大于0.6%时,钢的焊接性较差,容易产生焊接冷裂纹,需要采取较高的预热温度和严格的工艺方法控制碳当量。内表面的带状偏析使S690高强度无缝钢管内表面的碳当量达到0.641%,焊接时,焊接热输入较大,很高的冷却速率导致根部粗晶区形成粗大的M-A组元及少量魏氏体组织,同时颗粒状贝氏体沿晶界析出,材料的冲击韧性显著降低。
4 结论
(1) S690高强度无缝钢管内表面存在明显的带状偏析。
(2) 偏析使内表面的碳元素含量和碳当量超过规范要求,导致无缝钢管内表面的冲击吸收能量偏低。
(3) 偏析使焊接工艺中根部熔合线处形成粗大的M-A组元和魏氏体组织,同时颗粒状贝氏体沿晶界析出,导致冲击韧性明显降低。
猜你喜欢
发明与创新(2022年24期)2022-06-14
发明与创新·小学生(2022年8期)2022-06-13
动漫界·幼教365(中班)(2021年6期)2021-07-21
钢管(2019年3期)2019-03-18
上海金属(2016年4期)2016-11-23
现代塑料加工应用(2016年4期)2016-09-20
现代冶金(2016年6期)2016-02-28
大连工业大学学报(2015年4期)2015-12-11
新疆钢铁(2015年1期)2015-11-07
上海金属(2014年1期)2014-12-18
