Clariant 科莱恩预转化催化剂在天然气制CO 装置上的应用
2024-01-17 08:49唐迎邱扬子江乙酰化工有限公司重庆401254
化工管理 2024年1期
唐迎邱(扬子江乙酰化工有限公司,重庆 401254)
0 引言
催化剂在炼油和化工领域中扮演着极为重要的角色,它们的成本高昂,而且其使用效果和使用寿命也会直接影响到整个生产过程。掌握和使用合适的催化剂,以最大限度地发挥其功效,并有效延长其使用寿命,是生产一线技术人员必须面对的挑战。
1 预转化催化剂概述
1.1 预转化的优势
(1)与没有预处理的方法相比,使用转化炉可以节约能源,并且可以提高入口原料的预热温度,降低水碳比;(2) 通过减少转化炉的负荷,能够降低投资,并且能够生产出更小型、更少的炉管;(3)通过降低蒸汽产量,烟气热量可以用于预热入口进料和转化炉入口原料,从而大大减少了发生蒸汽的能耗,提高了能源利用率;(4)通过增加进料灵活性,可以使用各种炼厂气体、干气和石脑油作为制造CO 的原料;(5)通过提升入口温度,使得催化剂的活性大幅提升,而且在此基础上,采用前置预转化催化剂的保护,使得CH4这种无毒的最佳原料,使得转化炉的操作变得简单、安全、可靠,同时也延长了催化剂的使用寿命;(6)预转化催化剂被广泛应用于制造CO 的工艺过程,具有独特的优势。
除了具备上述功能外,它还具有一种独特的隐性作用,既可以有效去除原料中未被完全分解的硫、氯、重金属等有毒物质,其脱除效率远远超过传统的脱氯剂、ZnO 脱硫剂以及精脱硫剂,而且由于其具有预转化的特性,不会对下游转化剂产生任何不良影响。在大多数情况下,不会使用预转化剂,因为它们的硫容和氯容都比较小,而且比普通的脱硫和脱氯剂更加昂贵,甚至可能高出几十倍。
1.2 预转化催化剂的物理性质
Clariant 的ReforMax100RS 被广泛应用于惠州石化的CO 装置,它具有良好的稳定性和预还原性。人们能够处理各种不同类型的物质,包括天然气和重质石脑油。建议在400~600 ℃的温度下进行操作,这样才能满足常规的预转化工艺的需求。首次安装的6.66 m3预转化催化剂,其使用期限长达2 a。随着生产需求的增加,装填量被提升到9.3 m3,而设计寿命也延长到了3 a。表1 显示了该材料的主要物理特征。
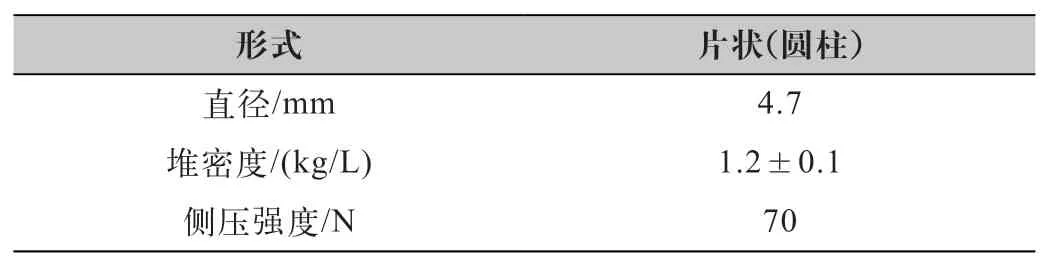
表1 ReforMax 主要物理性质
1.3 预转化催化剂的化学性质
1.3.1 低温下的高活性
在280 ℃左右,原料中的C2 以上组分开始受到裂解作用的影响,而在350 ℃时,这种裂解作用变得更加强烈。为了避免催化剂积碳,在进行停工操作时应该特别注意,当床层温度达到200 ℃以上时,应该考虑添加蒸汽[1]。
1.3.2 对硫氯的吸附和脱除作用
预转化催化剂通常被认为是CO 生产过程中最具成本效益的催化剂之一,其售价通常较高。它可以被视为一种特殊的防护措施,可以有效吸附和去除硫氯,而不仅仅是一种日常的处理方式。当预转化催化剂接触到硫氯时,它的性能会急剧下降,并且在接触到硫氯的饱和点后完全失活。这种失效是从上到下、完全、不可逆的。经过改进,部分催化剂厂家在设计时添加了Ni 组分,使得失效部分的反应热和床层温度发生了显著的变化,从而延长了预转化催化剂的使用寿命,而且其设计的空速也更加高效。根据报道,一种特殊的进口预转化催化剂,其碳转化效率高达5 000/h,最高甚至达到15 000/h,因此,一套10×104Nm3/h 的天然气制CO 装置,只要使用3 m3的催化剂床层,便能够实现烃类的有效裂解。因此,当6 m3和9 m3的催化剂被用于吸附时,其中1/2~2/3 的催化剂会受到不同程度的影响而失去活性。
1.3.3 反应过程
重烃的预转化催化剂可以对其中的C2 及C2 以上组分产生裂解效果,并且可以实现转化,当原料质量较轻时,可以通过吸收热量,例如从天然气中获取能量。当原料中含有大量的C4 和C5 组分(例如石脑油和液化气)时,整个反应过程会变得更加活跃,并且会释放出大量的热量。由于甲烷化、变换、烯烃饱和反应等放热反应的存在,使得重原料的分解反应得以实现,从而形成了复杂的结构[2]。根据表1 的数据发现,在这种装置中,预转化反应占据了总产生CO 气的14.2%,其次是转化反应,占比达到74.0%,最后是变换反应,占比达到11.8%。通过考虑原材料的特性,通常会在400~560 ℃的范围内进行预转化的入口温度的设定。
2 用天然气作为还原剂的探索
2.1 用天然气作为还原剂的背景
由于转换器的法兰出现了渗漏,该设备被迫暂时停止运作。由于转换器的法兰出现了渗漏,该设备被迫暂时停止运作。采用氨气作为还原介质进行CO 装置的运行会导致装置的运行速度显著提高,从而给整个生产线带来严重的不利影响。
采用氨气作为还原介质进行CO 装置的运行会导致装置的运行速度显著提高,从而给整个生产线带来严重的不利影响。
在装置建设的早期阶段,催化剂的转化和还原作为一项关键步骤,被广泛应用于CO 的重整反应。在装置建设的早期阶段,催化剂的转化和还原作为一项关键步骤,被广泛应用于CO 的重整反应。由于无法精确控制液氨的用量,经常会导致循环管道冻结,从而严重阻碍催化剂的还原反应[3]。由于无法精确控制液氨的用量,经常会导致循环管道冻结,从而严重阻碍催化剂的还原反应。由于天然气含硫量极低,它的主要组成物质为甲烷,而甲烷的CO 碳含量也相对较高,因此当转化温度达到650 ℃,并且进炉蒸汽量足以满足水碳比超过7 的要求时,天然气就会迅速地进行裂解,从而提升循环气体中的CO 含量,并且促使转化催化剂发生还原反应。而且,随着天然气的持续供给,这种反应也会持续,从而维持循环系统中的CO含量,并且促进转化催化剂的活性,从而实现最佳的反应效果。当所有的催化剂活性都被激发出来时,应继续进行。因此,采用天然气还原转化催化剂可以在理论上实现有效的反应。
2.2 用天然气作为还原剂的过程及分析
在建造CO 装置的早期阶段,首次尝试使用天然气作为催化剂来进行还原反应,并取得了成功。经过精心调试,装置利用天然气还原转化催化剂的活性达到了预期的最高水平,完全还原了原有的物质,从而取得了成功。中石化荆门分公司在国内同类装置中首次尝试利用天然气作为还原介质,成功地实现了转化催化剂的还原,为国内同类装置提供了宝贵的经验,为未来的技术发展提供了重要的参考。
采用天然气还原转化技术,大大改善了催化剂还原过程,大大缩短了装置的开工时间。
2.2.1 用天然气作为还原剂的分析
为了实现催化剂的还原,需要采用以下步骤:首先,当催化剂床层的底部温度升至650 ℃,就可以把天然气引入循环系统,并且控制它的流量在300 m3/h左右。接着,可以进行1 次/h 的循环气分析,以检测循环气中的CO 含量,并且确保转化炉入口的甲烷体积含量不超过10%。由于天然气的持续分解,CO 在循环空气中的含量将呈现出显著的上升趋势。在800 ℃的恒温条件下,CO 的体积比例超过了60%,而且在出口处的循环气中没有明显的CO 耗尽,这表明转化催化剂已经完成了还原反应。通过不断增加原材料的数量,实现低温、甲烷化,并经过工业气体检测合格,最终向外供应CO。
甲烷转化率可以作为评估转化反应器效率的关键参数。通过对比,发现采用天然气还原的转化催化剂,甲烷转化率与传统的CO 气还原催化剂几乎没有差异,而且其活性也达到了预期的要求。这表明,采用天然气作为介质还原转化催化剂是一种可行的选择。经过精心设计的天然气还原转化催化剂,取得了令人瞩目的成功。
当转化炉的温度升至650 ℃,并且保持水碳比超过7 时,天然气就会迅速分解,从而导致循环气体中的CO 含量显著提升。当天然气的供应量越来越多,CO 气的含量也会相应地提高,这样就可以确保循环系统中的CO 含量,从而让转化催化剂能够同时处于还原和催化的状态,并且能够有效地恢复其活性,最终实现完全的回归。
2.2.2 用天然气作为还原剂的效果
(1)为了确保转化催化剂的有效还原,决定采用天然气作为介质,并且采取一种有效的方法来实现这一目标。这种方法的关键在于,采取一种有效的循环机制,以确保转化催化剂获得足够的CO 气,从而实现最佳的还原效果。(2)在紧急停工的情况下,选择了天然气作为转化催化剂的还原介质,这样可以有效地抑制催化剂的活性,同时也可以将CO 气从循环气中分离出来,从而达到充分还原的目的。(3)通过实际装置的运行发现,在给转化炉添加少量蒸汽的情况下,直接使用天然气进行催化剂还原并不会导致催化剂结炭,也不会影响其活性。(4)由于天然气中含有大量的CO,当温度超过600 ℃时,就会发生热裂解,从而将C 和H2分子分离开来,因此,将天然气作为新的催化剂的还原剂,在理论上是可行的。
3 转化催化剂故障及处理
通过运行优质的转化剂,具有出色的活性(水碳比低、出口温度低、出口甲烷低),差压稳定,炉管无异常。
3.1 压差过大
由于催化剂的破裂、上游污染物的污染以及催化剂的毒性和积碳,导致了压力的显著增加。当催化剂受损或被污染物污染时,会导致压力变大[4]。为了解决这个问题,可以将它们拆除并进行重新安装。在这个过程中,还需要按比例添加新的催化剂。当性能受损程度较轻时,采取筛选和添加新剂的措施可以有效地缓解压力过大,并恢复部分性能,而炼油制氢技术的应用也取得了良好的效果。
3.2 脉冲进料、配气不足
采取多种措施,如减少碳排放、改变原有的蒸发条件、逐步升高转化炉的温度、添加合理的空气等,都能有效地减少积碳的产生。在“烧碳”升温过程中,应该尽量控制炉膛温度,以保证每根炉管表面温度不超过950 ℃,并且要逐步提升炉温。特别是在高温时,应该加强测温,使用红外测温枪、红外成像仪等技术手段,以确保温度的稳定性和准确性。当“烧碳”进展不理想时,应该加强风险评估,适当加入空气(不大于2%),并切除低变反应器,进行全面的化验分析,以确保操作的精准性。“烧碳”的效果如何,可以从其中的差压、炉管表面的颜色、燃料的用量及其温度、转化炉的排放物的种类等方面来评估,而“烧碳”的完成则需要对其中的催化剂进行还原处理。
3.3 催化剂中毒,造成催化剂积碳、炉管红管、花斑
对催化剂中毒的处理,可以采取一系列措施,包括:精确清洗原材料、控制水分和碳的比例、调节炉内温度,甚至完全停止加入物质。在“烧碳”中,硫氯的处理方法是在较高的温度下,将其转移、扩散至下部,直至穿透,从而解决轻微中毒引起的红管和花斑问题。然而,要完全脱除硫氯,则需要更高的操作温度和更长的处理时间。当“烧碳”措施的时间消耗超过3 d,而且每天消耗的物资也达到数十万元,因此,即使再次运行,也很难从根本上恢复催化剂的活性,最终可能会导致整炉催化剂的报废[5]。硫氯的吸附能力在Ni 系催化剂中表现出明显的优势,其中预转化剂的吸附能力最强,其次是上部转化剂。在工厂/装置环境中,转化催化剂深度中毒的处理几乎没有成功的案例可供参考。如果发现中毒情况严重,应立即停止生产,并将受损的催化剂卸出更换,以确保下部催化剂的性能仍然良好。尤其是那些使用时间不超过一年的催化剂,更应该采取这种措施来解决问题。
3.4 转化率下降,造成出口甲烷超标
一般来说,当排除了积碳和中毒的影响之后,长期使用催化剂会导致活性的衰减,这是一种正常的现象(例如微量的硫氯中毒、盐/金属离子沉积、催化剂破裂以及Ni 晶粒结合活性成分的流失)。此刻,通过增加水碳比和适当调节温度,可以有效地实现运行。
4 结语
(1) Clariant 公司的ReforMax100RS 预转化催化剂具有卓越的抗氧化性、抗积碳性能以及抗风险能力,可以有效地满足天然气制CO 装置事故应急处理的需求,从而发挥出最大的效率。
(2)这种预转化催化剂具有出色的活性、稳定性和抗高烃能力,它能够有效地将原料气中的高烃完全转化,从而满足天然气制CO 装置的生产需求。
猜你喜欢
军民两用技术与产品(2021年10期)2021-03-16
水上消防(2020年1期)2020-07-24
小学科学(学生版)(2020年5期)2020-05-25
小学科学(学生版)(2019年11期)2019-12-09
石油石化绿色低碳(2019年6期)2019-02-13
疯狂英语·新读写(2018年3期)2018-11-29
能源(2018年8期)2018-01-15
浙江大学学报(工学版)(2016年11期)2016-06-05
Coco薇(2016年2期)2016-03-22
石油知识(2016年2期)2016-02-28