
大西沟铁矿选矿厂尾矿综合利用试验研究
2024-01-11 11:01李有仓赵彦锋冯开旺
现代矿业 2023年11期
张 强 李有仓 赵彦锋 冯开旺
(陕西大西沟矿业有限公司)
随着我国工业化进程的不断推进,金属矿山选厂数目增加、规模扩大,尾矿的堆积量不断上升,矿产资源开发活动所带来的环境压力也越来越大[1]。自2020年起,应急管理部等有关部门印发《防范化解尾矿库安全风险工作方案》,全国尾矿库数量原则上只减不增。尾矿库建设审批难度进一步加大,且投资运行费用较高,加强尾矿的综合利用与资源化成为矿业可持续发展的基础,也成为企业缓解资源、环境及安全等多重压力的必由之路[2]。当前,矿山企业加快推进尾矿减量化、资源化利用显得尤为重要[3]。
大西沟铁矿属海相沉积型菱铁矿矿床,矿床的金属矿物主要有菱铁矿、磁铁矿、黄铁矿,其次为黄铜矿、磁黄铁矿等,非金属矿物主要是重晶石、石英、铁白云石,其次为方解石、绢云母等[4],铁矿石呈“贫、细、杂”的难分选特征。由于受开发利用技术水平、生产设备等制约,部分有价矿物未得到很好的利用而进入尾矿库。经过30 多年的生产,该选矿厂尾矿库尾矿堆存量达2 900 万t,故对尾矿资源进行综合利用研究,提取尾矿中的目的矿物,最大限度地利用尾矿资源,既有利于企业绿色低碳可持续发展,又可促进循环经济对资源安全的支撑保障[5]。
1 原矿性质
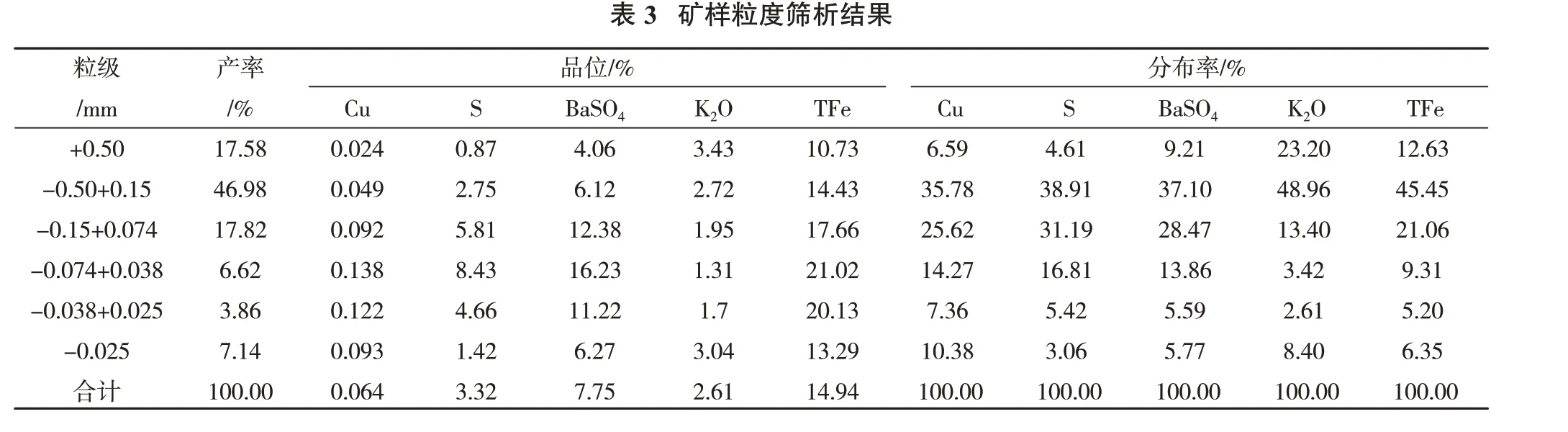
2022 年底,大西沟铁矿委托地质队对尾矿资源进行了勘探评估,共施工钻孔30个,完成钻探进尺共计1 359.4 m,采集各类样品900余件。试样为多个钻孔不同深度的勘探取样,样品混匀缩分后进行取样分析。对尾矿砂综合样进行化学多元素、铁物相及粒度筛析,结果见表1~表3。

注:Au、Ag 含量单位为g/t。
由表1、表2可知,矿样中可供选矿回收的主要元素是铁,铁品位14.57%;Cu、S、K2O 和BaSO4的含量分别为0.067%,3.06%,2.86%,7.72%,均可作为综合回收的对象;铁主要赋存在碳酸盐中,分布率为52.98%,非金属矿物组分主要为SiO2,次为Al2O3和K2O。
?
由表3 可知,矿样中+0.074 mm 粒级产率为82.38%,粒级金属分布率较高;微细粒-0.025 mm 粒级含量占7.14%,粒级金属分布率较低。
2 试验研究
2.1 方案确定
前期对大西沟尾矿样分别拟定了“先富集选铁后浮铜硫”与“先浮铜硫后富集选铁”2 条技术路线。在试验中发现,对矿样先进行强磁选时,矿样中部分含铜、含硫矿物跟随铁进入强磁精矿中,对后期铁精矿品质有影响,且铜、硫等有价元素流失较多。因此,确定采用“先浮铜硫后富集选铁”的工艺技术路线。
2.2 铜硫浮选试验
在铜硫浮选阶段分别开展优先浮铜和铜硫混合浮选流程试验,结果表明,优先浮铜流程对铜精矿品位提升及铜回收效果更好,后续选择优先浮铜试验流程。
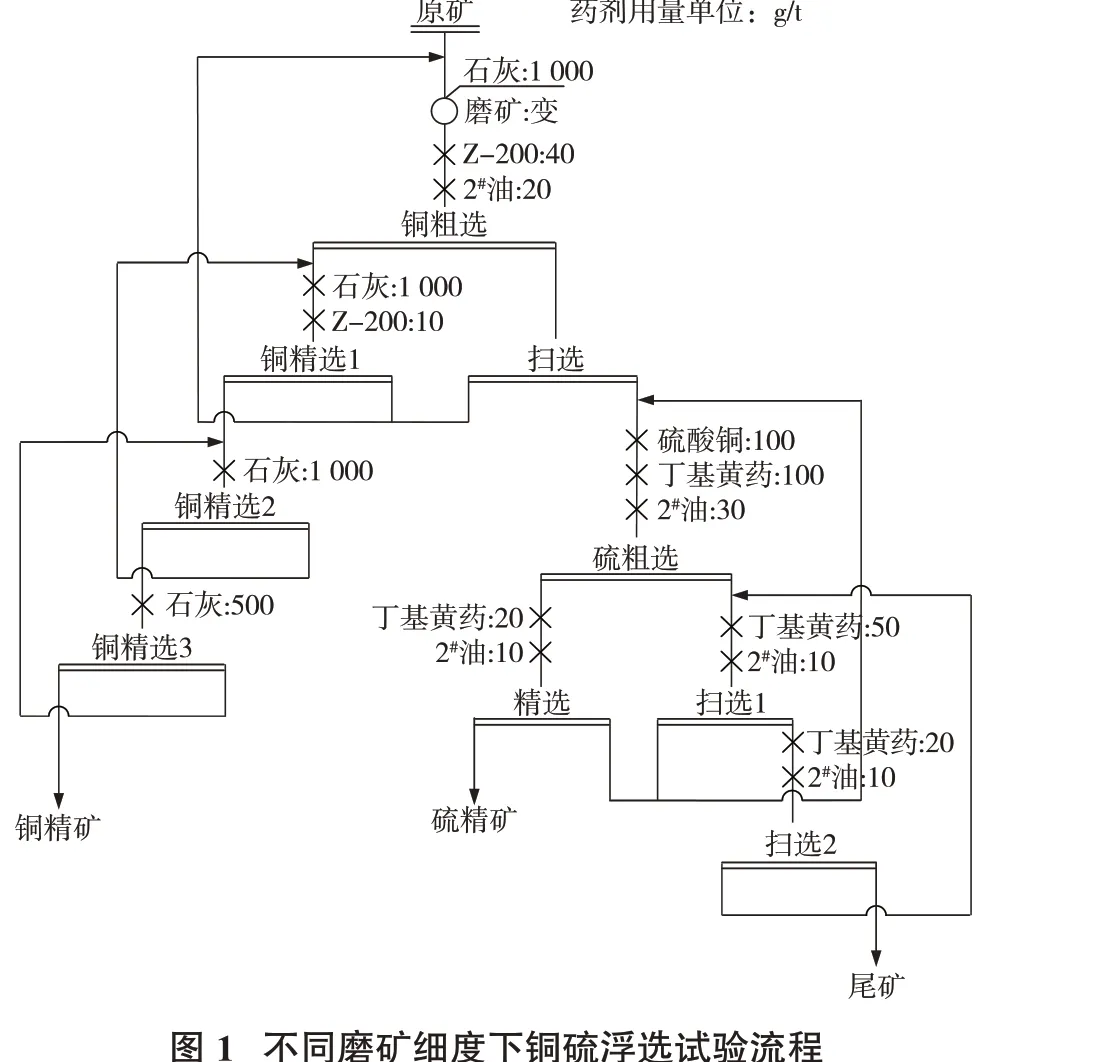
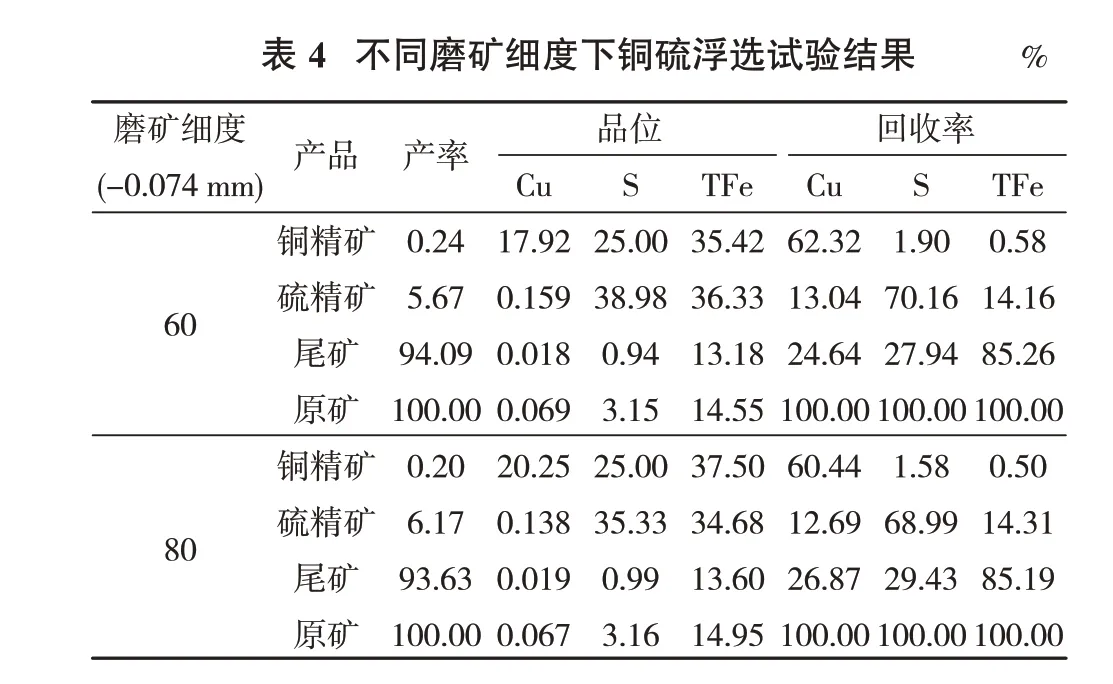
在不同磨矿细度下进行铜硫浮选试验,考查不同磨矿细度对浮选指标的影响。试验工艺流程见图1,试验结果见表4。
由表4 可知,当磨矿细度为-0.074 mm80%时,可获得铜品位20.25%、铜回收率60.44%的铜精矿,硫品位35.33%,硫回收率68.99%的硫精矿,指标较好。
2.3 浮尾磁选试验
对磨矿细度-0.074 mm80%时浮选闭路的尾矿样进行磁选试验,试验固定弱磁选磁场强度为126 mT,进行强磁选磁场强度试验。磁选试验工艺流程见图2,试验结果见表5。
?


?
由表5 可知,在粗选磁场强度为1 300 mT,精选磁场强度为1 100 mT 时,可获得全铁品位26.20%、铁回收率72.20%的铁精矿,试验结果最佳。
2.4 强磁尾矿综合回收试验
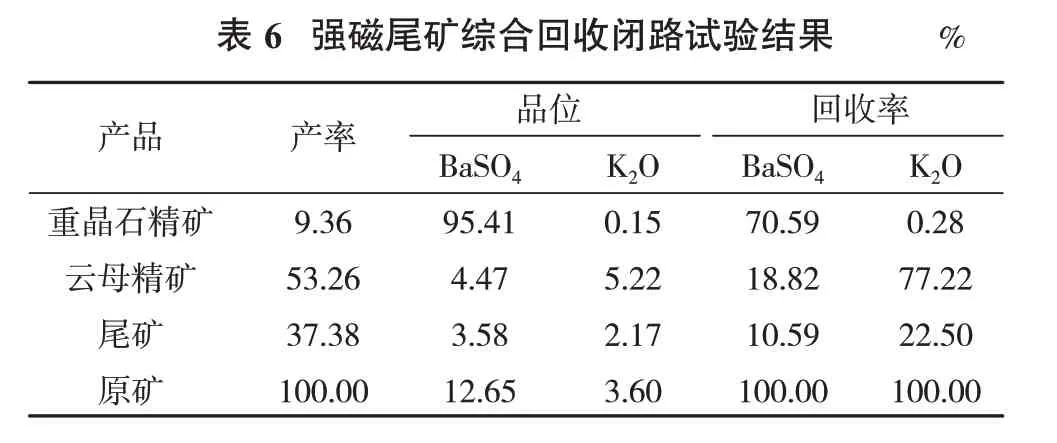
浮选—强磁选的尾矿中BaSO4含量12.70%,K2O含量3.74%,故考虑对重晶石、云母进行综合回收,试验工艺流程见图3,试验结果见表6。

?
由表6可知,采用强磁尾矿综合回收闭路试验工艺流程,获得了BaSO4品位95.41%、回收率70.59%的重晶石精矿,K2O品位5.22%、回收率77.22%云母精矿。
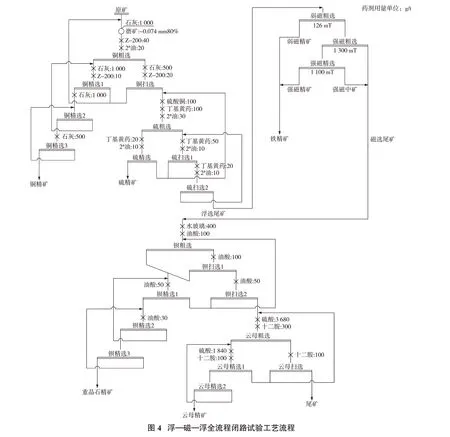
3 浮—磁—浮全流程闭路试验
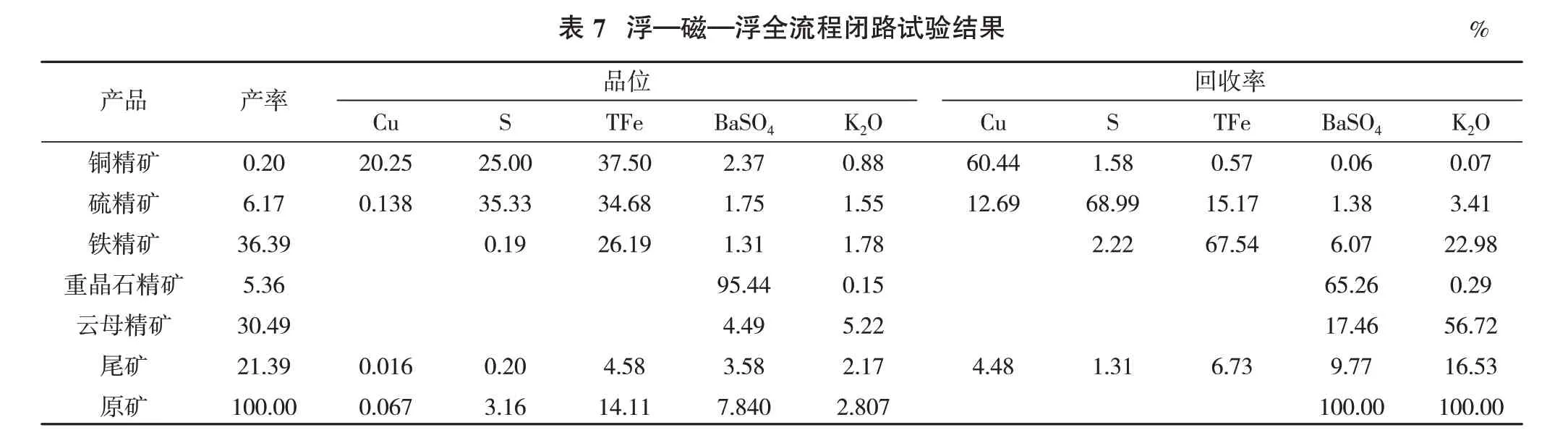
在上述条件试验的基础上,进行浮—磁—浮全流程闭路试验,试验流程及药剂制度见图4,试验结果见表7。
由表7可知,采用浮—磁—浮全流程闭路试验工艺流程,可获得铜品位20.25%、铜回收率60.44%的铜精矿,硫品位35.33%、硫回收率68.99%的硫精矿,全铁品位26.19%、全铁回收率67.54%的铁精矿,BaSO4品位95.44%、BaSO4回收率65.26%的重晶石精矿,K2O品位5.22%、K2O回收率56.72%的云母精矿。
4 结 论
(1)通过对大西沟铁矿尾矿进行矿石性质研究,查明了目的元素铁及伴生元素的矿物组成,制定了先浮铜硫,浮选尾矿强磁选铁,磁选尾矿浮选重晶石和云母的综合回收方案,最大限度地提高了资源的综合利用率。
(2)采用浮—磁—浮全流程闭路试验工艺流程,获得了铜、硫、重晶石及云母4种合格的精矿产品,并对铁进行了富集,可用作磁化焙烧原料。该试验尾矿利用率达78.61%,可为大西沟尾矿资源的开发利用提供可靠的技术依据。
?
猜你喜欢
选煤技术(2022年3期)2022-08-20
农业考古(2021年4期)2021-12-14
大电机技术(2021年5期)2021-11-04
矿产勘查(2020年4期)2020-12-28
中国交通信息化(2019年3期)2019-06-18
中国钼业(2018年4期)2018-08-24
科技尚品(2016年1期)2016-05-30
上海金属(2015年3期)2015-11-29
金属矿山(2013年12期)2013-03-11
金属矿山(2013年12期)2013-03-11
