
江西某白钨矿浮选工艺优化试验
2024-01-11 11:01魏辉
现代矿业 2023年11期
魏 辉
(江西都昌金鼎钨钼矿业有限公司)
钨金属被广泛应用于航空航天、军工能源和其他高精尖领域,其具有重大的经济价值和战略意义[1-2]。黑、白钨矿是钨矿物和钨金属的主要来源,现阶段易采易选黑钨矿资源日渐枯竭[3],因此开发利用的重点转向了白钨矿。白钨矿矿石以矽卡岩型为主,这类矿石嵌布粒度细,与脉石连生紧密,导致其开发难度较大[4-5]。浮选是目前回收白钨矿的主要方法[6],白钨矿浮选工艺分为常温浮选和加温浮选[7],如果矿石中含有其他硫化矿,同时含钙脉石含量较高,则采用先常温粗选除硫、预粗选白钨、加温精选抑制脉石,提高白钨品位的浮选流程回收白钨矿[8-9]。
江西某钨矿床属于细脉浸染型矿床(斑岩型),矿石中的白钨矿嵌布粒度较细且与脉石连生关系复杂[10-11],入选原矿大部分为风化矿,受风化矿矿石性质影响,导致难以将矿浆稳定调节至所需pH 值范围(9.5 以上),即使将强碱弱酸盐调整剂Na2CO3的用量增加至1 500 g/t 以上,现场生产矿浆pH 值最高也只能到达9。随着矿石贫、细、杂、散等性质的不断加剧,白钨矿回收率的提高空间不断降低,在现有选矿流程的条件下,利用传统选矿药剂难以有效提高白钨矿的回收率[12]。如利用皂化脂肪酸类捕收白钨矿时,其碳链较短,浮选性能相对较弱,部分细颗粒的白钨矿不易被捕收上浮,需要加大捕收剂用量,这无疑增加了生产成本[13]。此外,使用传统皂化捕收剂浮选时,浮选泡沫量较大,存在粗精矿矿浆浓度低、粗精矿在浓缩过程中不易澄清、细粒白钨矿易在溢流水中流失等问题,最终导致浮选的白钨矿回收率较低。综上,生产现场的各种浮选药剂用量大、浮选效率较低等问题亟待解决。
江西某钨矿为了稳定矿浆pH 值,提高白钨矿回收率,改善选矿指标,在不同浮选阶段分别进行了调整剂、捕收剂和抑制剂的探索试验,对浮选工艺技术进行了优化研究,提出了有效的试验方案,以期为现场工艺流程改造及同类型资源的回收利用提供参考依据。
1 试验及方法
1.1 试样性质
试验矿样取自江西某钨矿生产现场的皮带样,该矿石主要是斑岩型钨钼矿石,矿化呈细脉浸染状赋存于斑岩体中,主要金属矿物为白钨矿、磁铁矿、钛铁矿、辉钼矿、黄铜矿、黄铁矿、磁黄铁矿等;非金属矿物为萤石、方解石等;其中可回收的主要有用元素为钨,WO3品位0.185%,萤石、方解石含量分别为0.64%和1.26%,其他脉石以石英为主。矿样主要化学成分分析结果见表1。

?
1.2 试验仪器及药剂
试验设备包括浮选机(XFG型挂槽式浮选机)、烘箱、加热搅拌器、烧杯等。捕收剂皂化油酸为菜油油酸(碘值为118)与碳酸钠(质量比为5∶1)的皂化产品,ZL 取自生产现场,皂化油酸与ZL 质量的配比为1∶1,组合捕收剂为新型药剂YS-34#+YS-135#,使用质量比为3∶2。调整剂为氢氧化钠和碳酸钠,抑制剂为硫化钠、水玻璃,均为工业级。
1.3 试验方法
由于硫化矿物的含量较低,故不进行辉钼矿、黄铁矿等硫化矿的浮选,直接浮选白钨矿。因风化矿在磨矿细度为-0.074 mm67%时,存在大量次生泥,影响浮选指标,经试验调整,试样磨矿细度以-0.074 mm43%为宜。白钨粗选段为1 粗1 精2 扫浮选流程,白钨矿加温精选试验矿样为粗选所得粗精矿,浮选试验流程与现场浮选流程一致。
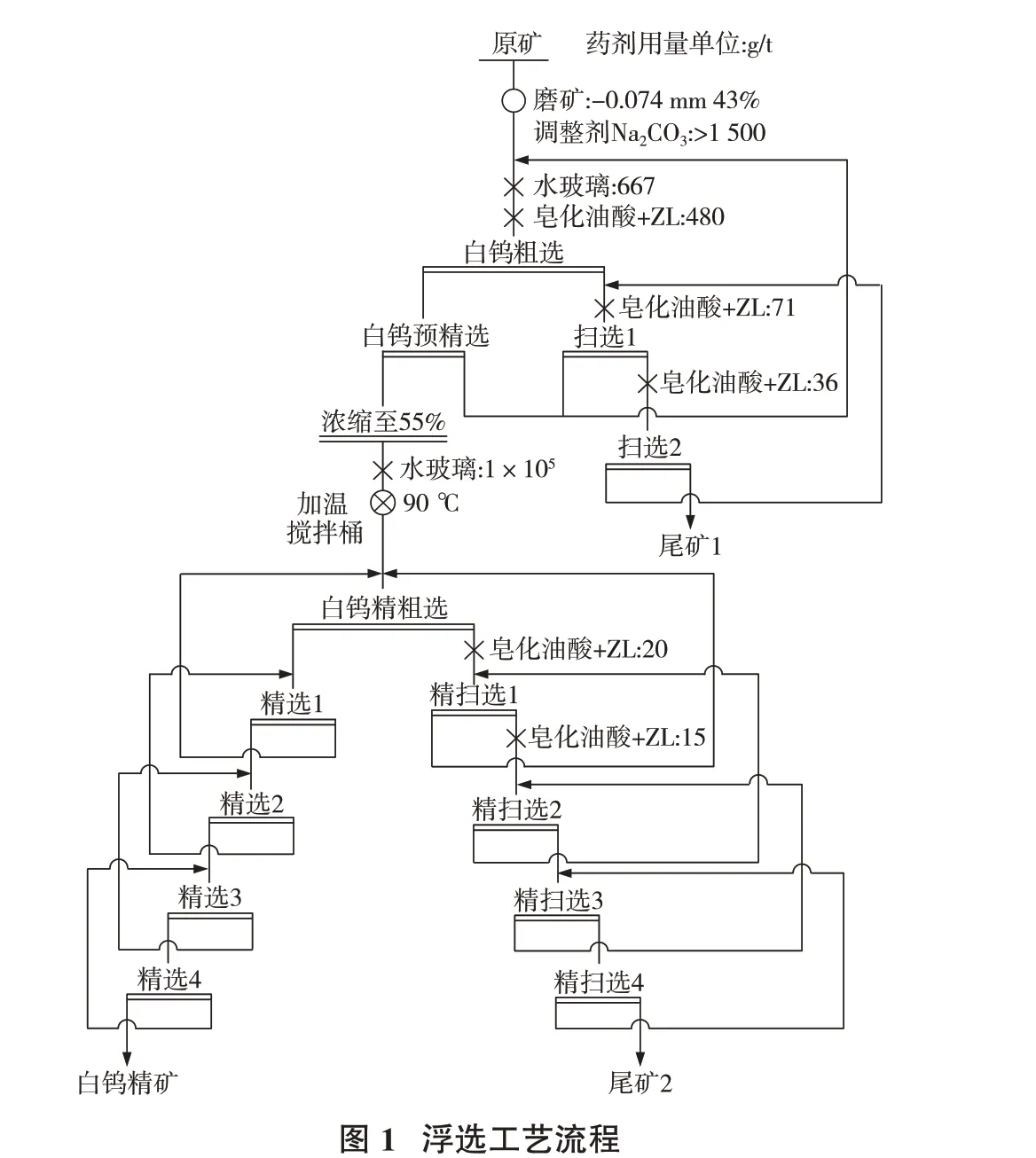
1.4 现场浮选工艺流程及选矿指标
现场白钨浮选工艺流程、浮选药剂制度见图1,选矿厂生产指标见表2。

?
由表2 可知,现场生产白钨精矿WO3品位为50.50%,回收率较低,仅为83.47%;通过分析可知,白钨矿粗选段中部分白钨进入尾矿,这说明捕收剂选择性较差,含钙脉石没有被有效地抑制,从而导致常温粗选所得粗精矿中含钙萤石、方解石含量较高,因此在白钨加温精选段含钙脉石和捕收剂的脱附率较低,而且在大量水玻璃等抑制剂的作用下,部分白钨矿与捕收剂作用变弱,进入尾矿2 中,最终导致白钨矿精矿品位和回收率较低。
2 试验结果与讨论
2.1 白钨矿粗选浮选条件试验
2.1.1 调整剂NaOH用量试验
为降低Na2CO3用量,添加NaOH 调整矿浆碱度。固定磨矿细度-0.074 mm43%,Na2CO3用量500 g/t,抑制剂水玻璃用量667 g/t,捕收剂皂化油酸+ZL 用量300 g/t,进行NaOH 用量试验,试验流程见图2,试验结果见图3。
由图3 可见,当NaOH 用量为100 g/t 时,可将pH值调节为所需值9.5,且此时白钨粗选精矿WO3品位为1.45%,回收率最高,为93.57%;但NaOH 用量为50 g/t 时,WO3品位为1.59%,高于用量为100 g/t 时的1.45%,回收率为92.68%,且此时也满足pH 值为9.5的要求;故NaOH用量选择50 g/t。

2.1.2 捕收剂种类试验
固定磨矿细度为-0.074 mm43%,Na2CO3用量500 g/t,NaOH 用量50 g/t,抑制剂水玻璃用量667g/t,捕收剂用量均为300 g/t,进行皂化油酸+ZL、YS-34#和YS-135#的捕收剂种类试验,试验流程见图2,试验结果见图4。

由图4 可见,在相同捕收剂用量的条件下,使用YS-34#浮选回收率为86.36%,WO3品位为1.71%,相较于皂化油酸+ZL 回收率降低,但WO3品位有所提升,说明捕收剂YS-34#的选择性较高,但捕收能力不如皂化油酸+ZL;使用YS-135#浮选回收率为93.60%,WO3品位为1.26%,相较于皂化油酸+ZL,WO3品位降低,但回收率有所提升,说明捕收剂YS-135#的捕收能力较强,但选择性不如皂化油酸+ZL;使用综合捕收剂YS-34#+YS-135#,试验得到的粗精矿WO3品位和回收率分别为1.37%和91.56%,WO3品位接近捕收剂皂化油酸+ZL,而且WO3回收率比捕收剂皂化油酸+ZL 高。再者由于捕收剂YS-34#在常温条件下难溶于水,而YS-135#在常温条件下可速溶于水,加入YS-135#能够有效增加混合捕收剂的水溶性,进一步缩短配药时间,节省时间成本,因此选择组合捕收剂YS-34#+YS-135#。
2.1.3 捕收剂用量试验
固定磨矿细度-0.074 mm43%,Na2CO3用量500 g/t,NaOH用量50 g/t,抑制剂水玻璃用量667 g/t,进行捕收剂YS-34#+YS-135#用量试验,试验流程见图2,结果见图5。

由图5可见,随着捕收剂YS-34#+YS-135#用量的增加,白钨矿WO3品位下降,最高为4.04%,最低为3.18%,WO3回收率上升,最高为95.35%,最低为84.25%;从试验结果来看,捕收剂用量越大回收率越高,但白钨矿WO3品位会随之下降,因此捕收剂用量不宜过高;当捕收剂用量400g/t 时,白钨矿WO3品位为3.86%,回收率也保持在较高水平,为91.46%,因此捕收剂用量选择400 g/t。
2.2 加温精选条件试验
白钨矿与含钙脉石矿物,如萤石和方解石的分离一直是世界性难题,其主要难点在于捕收剂缺乏选择性和萤石、方解石的选择性抑制[13]。常规的白钨矿捕收剂如脂肪酸类、氧化石蜡皂等选择性较差,浮选时表面同含钙质点的萤石、方解石等脉石矿物也会大量上浮,影响白钨矿精矿品位和回收率[14]。因此,对白钨矿和含钙脉石的分离主要在加温精选段进行,目的是提高白钨精矿的品位和回收率。经分析,加温精选段的浮选试验以矿浆浓度的调控,抑制剂的选择和矿浆搅拌时间为主。
2.2.1 矿浆浓度对比试验
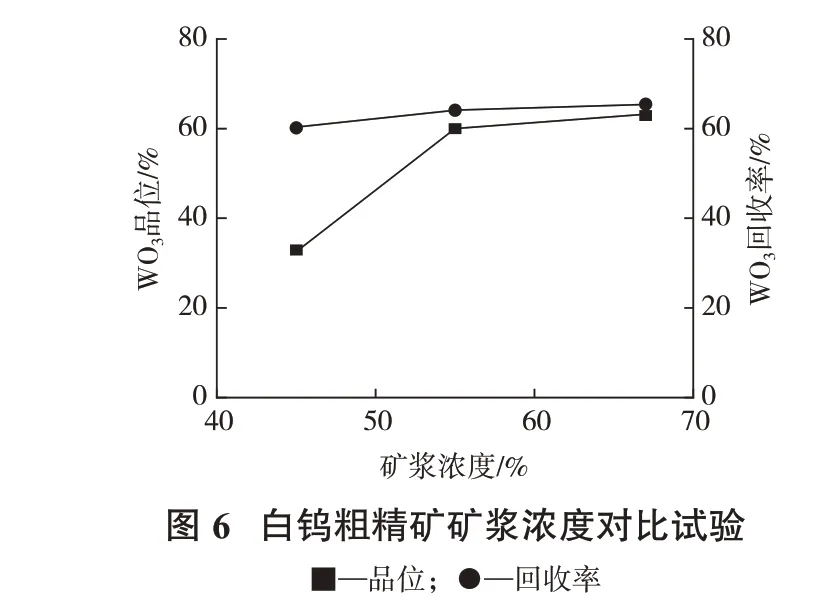
保证合适的粗精矿矿浆浓度是加温精选过程中捕收剂脱附的重要条件之一,它影响白钨精矿的最终品位[15]。粗精矿矿浆浓度对比试验结果见图6。
由图6 可见,随着矿浆浓度的提升,精矿WO3品位上升;当矿浆浓度为67%时,达到最大值63.21%,但回收率最高仅为65.38%,这说明矿浆浓度在一定范围内增加有利于捕收剂从脉石矿物表面脱附,脉石矿物被抑制,白钨精矿品位提高,但有部分白钨矿也被抑制进入尾矿,导致白钨精矿回收率较低;故加温精选前将矿浆浓缩至67%后,还需将抑制剂和搅拌时间调节至合适范围,以提高白钨精矿的回收率。
2.2.2 水玻璃和硫化钠用量试验
为进一步优化药剂制度,提高白钨精矿回收率,针对加温精选流程中抑制剂水玻璃和硫化钠进行了一系列的浮选对比试验,试验结果见图7。
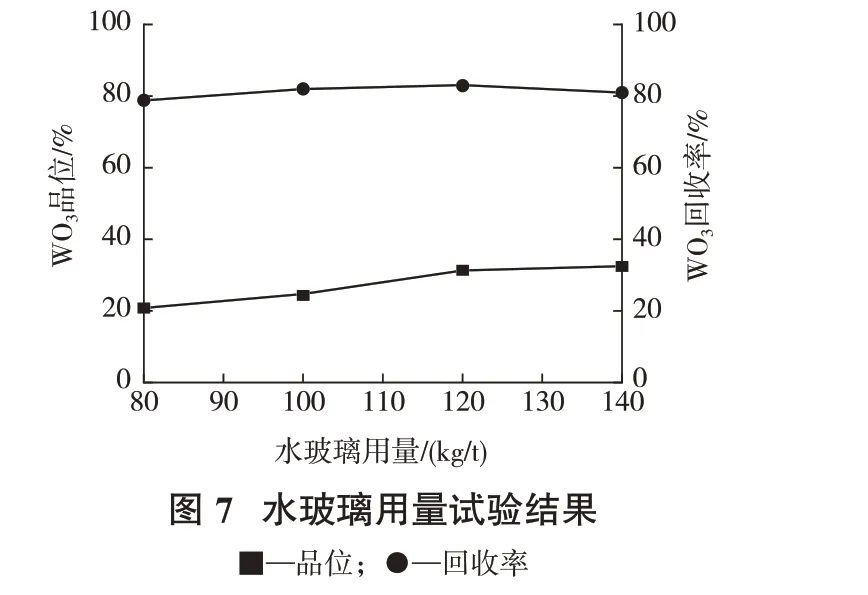
由图7 可见,未加硫化钠时,随着水玻璃用量的加大,脉石矿物被有效抑制,精矿WO3品位呈升高趋势;当水玻璃用量为140 kg/t 时,回收率较120 kg/t 用量时稍有降低,这是由于过高浓度的水玻璃也会抑制部分白钨矿使其回收率下降,水玻璃用量120 kg/t时的精矿品位也保持在31.31%,因此水玻璃用量选择120 kg/t。
在水玻璃用量为120 kg/t 的基础上加入硫化钠,试验结果见图8。

由图8 可见,添加硫化钠后,WO3精矿品位和回收率进一步提升,在硫化钠用量为2 kg/t 时,品位和回收率最高,分别为32.59%和84.56%,但精矿品位相较于前述试验结果下降很多,这是因为抑制剂也将白钨矿部分抑制,牺牲了部分白钨精矿品位以提升回收率;故硫化钠的最佳用量分别为2 kg/t,但须将搅拌时间调控至合适范围,以再度提升白钨精矿的品位。
2.2.3 矿浆搅拌时间对比试验
白钨矿加温精选中矿浆浓缩后的搅拌时间也是决定白钨精矿品位的重要因素[16]。粗精矿矿浆搅拌时间对比试验结果见图9。

由图9 可见,在搅拌时间为0~20 min 时,精矿品位及回收率随着搅拌时间延长而增加;当搅拌时间超过20 min 后,因为搅拌时间过长,白钨矿表面的捕收剂也因机械搅拌作用而脱附,导致精矿品位和回收率下降;故搅拌时间选择20 min。
2.3 白钨矿全流程闭路试验
在上述条件试验及开路试验的基础上进行全流程闭路试验,粗选采用Na2CO3+NaOH为调整剂,粗选和扫选均采用YS-34#+YS-135#为组合捕收剂,加温精选矿浆浓度浓缩至67%,以水玻璃和硫化钠为抑制剂,搅拌时长20 min,闭路试验流程同图1,试验结果见表3。

?
由表3可知,白钨精矿WO3品位和回收率从原来的50.50%和83.47% 提高至55.56%和95.69%,为下一步浮选工艺流程改进奠定了基础。
3 结 论
(1)江西某白钨矿生产现场加入NaOH 与Na2CO3搭配使用,有效调节了矿浆pH 值,同时大大降低了Na2CO3用量,组合捕收剂YS-34#+YS-135#能使白钨矿迅速上浮,有利于缩短浮选时间,增加白钨矿的浮选回收率。
(2)WO3品位0.185%的江西某白钨矿经过1 粗1精2 扫和加温后4 次精选,可将白钨精矿WO3品位和回收率分别提高至55.56%和95.69%;解决了矿浆pH 值调整困难、药剂用量大及浮选效率低等问题,为同类型白钨矿浮选提供了参考。
猜你喜欢
石家庄铁路职业技术学院学报(2021年1期)2021-06-09
宝藏(2020年8期)2020-10-16
矿冶(2020年4期)2020-08-21
中国钨业(2019年2期)2019-10-21
中国煤炭(2019年6期)2019-07-09
金属矿山(2018年12期)2019-01-14
现代矿业(2018年6期)2018-08-01
中国有色金属学报(2018年2期)2018-03-26
中国铸造装备与技术(2017年3期)2017-06-21
无机化学学报(2014年5期)2014-02-28
