基于模型自学习的智能斗轮堆取料机关键技术研究与应用
2024-01-08 06:44王晓斌
起重运输机械 2023年23期
王晓斌
华电江苏能源有限公司句容发电分公司 镇江 212413
0 引言
随着国民经济的快速增长和科学技术的不断进步,各行业对操作人员作业环境和环境保护的要求更高,同时企业之间竞争也要求企业提高信息化、自动化水平,以减少劳动力降低成本,提高作业效率。在这种需求背景下,对工作环境恶劣,存在危害人身健康甚至生命安全的设备,采用信息化、无人值守作业的要求日益突出。随着科学技术的发展,对设备的检测方法更加多样、精度更高,使生产系统的信息化、设备的自动化无人值守成为可能。
物料输送行业近年来对堆场的信息化、无人化有迫切的需求,近期的新上堆场项目都对堆场设备的智能化、数字化提出更高要求,已建成的港口、电厂等也对堆场系统设备有强烈的改造升级要求,基于堆取料机无人值守的数字化煤场系统具有很大的推广基础和市场前景。
1 目标用途
本文所述项目可有效提升斗轮堆取料机(以下简称堆取料机)的运行可靠性、作业效率和改善人员作业环境,实现燃料的精确堆取。科学地调度煤场,降低燃料的热值损耗,从而降低燃料的使用成本,具体用途为
1)可对三维煤场动态测控系统进行控制,实现煤垛统一管控,通过先入先出的管理调度模式,减少燃煤的热值损耗。同时实现了煤场的实时盘煤功能,方便相关人员实时了解煤场内的燃煤信息,提高用户的堆场自动化程度和信息化水平,实现设备的集中管理,从而提高经济效益和社会效益。
2)采用多种控制手段对堆取料机进行智能化控制,实现堆取机操作的远程化和无人化,使得堆取料机运行稳定,流量平稳,降低堆取料机故障率,从而提高堆取料机的作业效率。
3)堆场的智能无人化可以为用户减少操作人员数量,降低堆取料机的操作难度,减轻人员工作强度,改善操作人员工作环境,有效保护人员的人身健康和安全。
2 系统构成及技术原理
2.1 主要子系统选用与介绍
1)大车行走精准定位 采用编码器定位和RFID 校准。RFID 的标签进入阅读器后,接收阅读器发出的射频信号,靠感应电流所获得的能量发送出存储在芯片中的产品信息(无源标签或被动标签Passive Tag),或是由标签主动发送某一频率的信号(有源标签或主动标签Active Tag)。阅读器读取信息并解码后,送至中央信息系统进行有关数据处理。RFID 位置校准装置包含1 个RFID 读头和多个RFID 载码体,其中RFID 读头安装于靠近行走编码器的车轮处,RFID 载码体沿轨道每10 m 安装1 个,且配备专用的安装底座及安装支架。RFID 读头与机上PLC 间采用Modbus-Tcp 进行数据交互。RFID 系统采用工业级高频读卡器(13.56 MHz 非微波射频),读卡距离为0 ~100 mm,支持多种工业协议与机上PLC 进行数据交互。
2)采用以流程算法预防为主、传感器检测为辅的技术手段,构建完整的大机设备防碰撞系统 结合三维点云数据,设置防撞算法,流程控制上避免设备与煤堆碰撞,确保不经常性因为防撞引起报警或故障,造成全自动作业流程的暂停或中断。利用激光雷达防撞传感器,配置其预警区或报警区,当障碍物出现在其预警区与报警区时,即给PLC 提供信号。利用机械防撞装置及其传感器,作为该防撞系统的最后一级防护,该防撞系统能够有效地保障运行安全。
3)堆型扫描系统与堆取料机PLC 之间通过用于过程控制的OLE(Object Linking and Embedding for Process Control,OPC)方式进行稳定的通讯。OPC 接口适用于通过网络把最下层的控制设备的原始数据提供给作为数据的使用者(OPC 应用程序)的HMI(硬件监督接口)/SCADA(监督控制与数据采集)、批处理等自动化程序,以至更上层的历史数据库等应用程序,也适用于应用程序和物理设备的直接连接。OPC 为基于Windows 的应用程序和现场过程控制应用建立了桥梁,从而使项目目标得以实现。
4)采用激光扫描仪对煤垛进行扫描 此扫描仪实际属于激光测距仪,其一般采用脉冲法和相位法2 种方式来测量距离。测距仪发射出的激光经被测量物体的反射后又被测距仪接收,测距仪记录激光往返的时间。光速和往返时间的乘积的一半为测距仪和被测量物体之间的距离。激光扫描仪扫描如图1 所示。
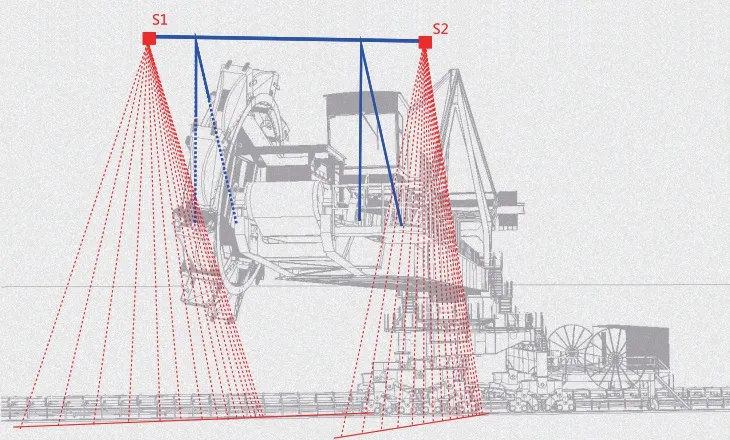
图1 激光扫描仪扫描图
通过对堆取料机、网架、轨道和地面基础进行精准建模,并赋予堆取料机模型三姿参数实时联动功能,从而实现堆场的全景三维仿真,堆场三维仿真如图2 所示。

图2 堆场三维仿真图
5)采用对悬臂回转速度进行PID 控制(控制目标为目标流量对应的目标电流,反馈值为斗轮电流,控制对象为回转速度)的方法实现料流稳定。PID 控制器是最早出现的控制器类型,其结构简单,各个控制器参数有着明显的物理意义,调整方便。
2.2 系统关键技术
如图3 所示,数字煤场系统由煤场管理及调度和无人值守2 部分组成,其中煤场管理及调度由盘煤仪+管理系统实现,应用成熟不再展开描述。无人值守主要由检测、算法、控制和保护子系统组成,其中算法和控制属于核心技术,如何依靠PID 控制实恒流取料是其难点。分析斗轮电流和取料流量关系将斗轮电流作为给定值,后级皮带秤的瞬时流量作为输出值,算出偏差后转化成电流信号作为反馈值,进一步改变输出值,即取料瞬时流量。

图3 数字煤场系统图
为了实现恒流并稳定、快速和准确地响应调节指令,根据计算公式及现场实践反复实验,选定比例系数0.3、积分系数1 s 和微分系数1 s。回转过程始末端采用补偿手段,从而实现全取料过程的恒流控制。
1)信息交互技术
如图4 所示,机上激光扫描仪、机上PLC、机上RFID、程控PLC 和上位服务器间均采用以太网进行信号传输。其中机上激光扫描仪用激光雷达LD-LRS3611测量煤垛单个截面;机上PLC 通过编码器、倾角传感器等测量堆取料机当前的回转角度、俯仰角度和行走位置3 姿数据,并通过ProFinet 协议与RFID 系统进行数据交互,从而校验3 姿数据的准确性。上位服务器负责将煤垛测量系统扫描回的数据与机上PLC 测量回的3姿数据结合起来,加以快速有效的算法,实时准确更新上位服务器显示的煤垛形状。
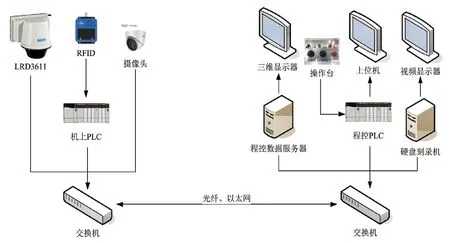
图4 信息交换网络拓扑图
2)网络稳定增强及异常处理方案
鉴于堆取料机与程控室之间有较长的光电缆路由,为了确保整个系统数据交互的稳定与流畅,其间采用单模光纤进行通讯,尽量减少光纤跳线,采用光纤直接对熔,并且采用光信号中继进行信号加强。为防止由于带宽问题,造成信号传输质量不佳,在选用千兆光纤发送器、高速无线网络的同时,将控制网络与图像点云网络物理隔离开,分别传输。
3)堆场全景仿真技术
项目单个条形煤场对应1 台堆取料机,单个煤场长350 m,宽125 m,按照5 cm×5 cm 的精度采集一个点计算,堆场采集点的数据量近900 万个。激光扫描仪单次扫面采集数据点将近2 000 个。如何在保证堆场数据准确性的同时又满足本系统实时性要求是系统开发的一个技术难点。本项目通过OPC 对相关数据进行秒级采集,同时结合激光扫描仪的数据,对整个煤场及设备状态进行秒级更新。三维扫描全景呈现如图5 所示。
图5 三维扫描全景呈现图
4)精准定位技术
堆取料机三姿数据的准确性直接影响了堆取料机全自动的安全性与实用性。其中回转角度由采用齿轮传动安装形式的编码器测得;俯仰角度由采用开式齿轮传动安装形式的编码器测得,测量数据误差的可能性小。由于编码器存在联轴器松动、校正开关误动作等不确定因素,为此在原有PLC 程序中增加机构单位时间内速度积分与单位时间内位置变化量的比对程序,在编码器故障或编码器联轴器松动时,能够及时报警提醒,通知相关人员维护。优化原有校准程序,实现小角度误差自动校准、大角度误差报警停机构的校准机制,确保设备安全稳定运行。同时为回转、行走和俯仰机构增加1 套相同的检测装置,进行冗余测量,2 组数据互相进行比对,以确保测量数据的有效性。
5)基于斗轮电流与带式输送机流量关系自学习算法
本项目提出了一种斗轮电流与带式输送机流量关系自学习的精准取料方法,实现了不同煤种、不同工况的精准取料,基本达到了小超调、流量稳、误差小和范围广的控制目标。在电压恒定(非变频)的情况下,取料瞬时流量与斗轮电动机电流正相关。在已知斗轮空载电流的情况下,先将堆取料机取料目标流量转化为目标电流,再将取料目标电流与取料实际电流进行归一化处理后,对悬臂回转速度进行PID 控制(控制目标是目标流量对应的目标电流,反馈值是斗轮电流,控制对象是回转速度)。通过算法匹配的方式,将取料实时流量与取料实时电流进行配对,采用波动均方根的计算方法,对取料流量的波动性进行量化,并且通过波动标志判断算法为后续计算提供准确及时的波动标志符。在波动较小的时候,采用去旧存新、数据加权的方式,对取料瞬时流量与斗轮电动机电流增量(电动机电流与电动机空载电流的差值)的比例系数进行更新,完成斗轮电流与带式输送机流量关系的自学习。实际反复测量后得出,该算法最大超调量为10%,快速稳定时间为3 s,稳定误差随着自学习的进行几乎为零,流量波动值控制在±3%以内。斗轮电流与带式输送机流量关系自学习算法方框图如图6 所示。

图6 斗轮电流与带式输送机流量关系自学习算法方框图
6)全自动取煤及自动换层方案
通过模型自学习的PID 控制算法,在单次回转取料过程中能够确保取料料流的恒定。但由于取料月牙面及物料自然斜坡的存在,会导致在外边界处,即使回转满速运行,料流依然不够设定值。为在这种工况下,仍能获得足够的流量,提高取料作业效率,本项目采用取料扇区回转速度最大时间占比及其阈值,量化取料扇区外边界取料流量小的程度,从而自动设置取料行走步进值。在步进值达到限定值且取料扇区回转速度最大时间占比仍超其阈值时,采用两刀并一刀的取料作业工艺,即在单次回转外边界,取料深度不足设定值一半时 ,即进行进刀(大车前进)操作,保留外边界部分物料,以便下次回转至外边界时,物料长度能够弥补物料深度的不足,保证料流恒定。
当取料至单层的较前位置时,尤其是当取到前一个工作面消失时,继续往前取料时,取料深度逐渐下降,渐渐无法获得足够的取料量。于此工况下为确保安全、最大程度地保证效率,本项目采用两层并一层的取料作业工艺,即在前方吃煤深度不足设定值一半时,自动进行换层操作,将当前层剩余物料留给下个取料作业面处理,既保证了当前位置的作业效率,也避免了取料层过高导致煤堆坍塌。
3 项目实施效果
项目实施后恒流量运行趋势如图7 所示,可以看出,目标流量设置1 000 t/h,实际流量基本稳定在目标流量的±3%以内。回转边界的料流冲峰得到了优化,消除了因流量峰值导致堵煤的问题,实现了料流稳定目的,达到了预期效果。

图7 恒流量运行趋势图
4 创新点
本项目对基于取料流量模型自学习的高效精准作业的斗轮堆取料机控制系统进行了研究:1)提出1 种基于斗轮电流与带式输送机流量关系自学习的精准取料方法。2)提出1 种基于煤场三维点云数据实现高效取料的方法。经过长时间的统计对比得出,全自动取料效率较机上手动取料效率提高了12%。3)提出1 种基于新型定位系统实现精准定位的方法。研发了1 种具备自调节功能的俯仰编码器精度优化装置。本装置2 组压缩弹簧调节部件可随机构运动调整编码器回转支座过紧或松弛度,保证角度测量过程中编码器回转支座始终处于合适的松紧状态,解决了因为编码器旋转中心与悬臂俯仰铰点中心不同轴导致角度变化不平滑的问题,降低了安装难度,减少了编码器故障。该装置通过大小开式齿轮的啮合传动,有效的放大了俯仰角度变化量对应的编码器脉冲数量,从而提高了俯仰角度的精度。将目标位置与实时位置归一化处理后,通过对机构(行走、回转)速度进行PID 闭环控制(控制目标是目标位置,反馈值是当前位置,控制对象是机构速度),实现了机构的精准定位。
5 结语
本项目自主开发了智能化堆取料机及其系统。研制了适应散料货物数字化管理的智能堆取料机,研发了多源异构数据采集与远程通信嵌入式智能模块,建立了堆取料机及其料场全流程智能化协同作业系统,构建了基于全生命周期管理的物料输送成套设备远程运维可视化平台。成功应用于电力、石化等行业的多个项目。
猜你喜欢
智能建筑电气技术(2022年2期)2022-02-06
运筹与管理(2019年1期)2019-02-15
成都信息工程大学学报(2018年3期)2018-08-29
电站辅机(2017年3期)2018-01-31
动漫星空(兴趣百科)(2017年3期)2017-11-07
电子设计工程(2017年20期)2017-02-10
电站辅机(2016年4期)2016-05-17
电子器件(2015年5期)2015-12-29
中国工程咨询(2015年6期)2015-02-16
集装箱化(2014年12期)2015-01-06