非调质钢1E1106“黑心”问题研究
2024-01-07 02:02卢春光
山西冶金 2023年10期
王 伟,田 刚,卢春光
(1.中钢集团西安重机有限公司,陕西 西安 710201;2.陕钢集团产业创新研究院有限公司,陕西 汉中 723000)
0 引言
非调质钢是在传统碳钢的基础上加入Nb、V 和Ti 等微合金化元素,采用控锻(轧)控冷等强韧化方法,达到或接近调质钢力学性能的一类优质或特殊质量的结构钢。随着国内汽车制造行业的快速发展,市场竞争日趋激烈。从降低成本的角度出发,越来越多的车企使用非调质钢替代常规调质钢制造汽车曲轴、连杆和液压杆等零部件,符合汽车轻量化的设计前沿理念[1]。据国际汽车制造商协会数据显示,我国2021年汽车年产量约2 608 万辆,随着我国汽车工业的迅速发展,国内对于非调质钢的需求量不断增长。非调质钢1E1106 做为液压缸材料,是挖掘机、叉车等主机的强度构件。非调质钢1E1106 与调质的42CrMo、40Cr 和45 钢相比,机械性能更好,从心部到边缘的硬度更均匀,疲劳寿命更长,且无需调质处理及相关的矫直、运输,可大幅度降低制造成本。非调质钢1E1106 是响应政府节能减排要求的新型产品,同时也符合发达国家的准入制度,更容易得到政策支持,并能提高产品的国际市场竞争力。某钢铁企业在开发1E1106 钢种时,各项性能指标均满足用户要求。但是,轧材出现“黑心”超标,摩擦焊将导致杆心部生成马氏体,产生很大的组织应力,甚至造成心部开裂,最终产生废品。本文对合格批次及不合格批次生产过程、检验结果进行对比分析,查找其产生的原因。
1 生产工艺及分析方法
某钢铁企业生产非调质钢的工艺流程为:150 t电炉冶炼+120 tLF 精炼+VD 脱气→连铸机连铸Φ500 mm 圆坯→缓冷→检查、修磨→连轧产材→控冷(穿水)→冷床冷却→入坑缓冷→矫直→表面清理→探伤→检验、检查→包装、上交。
本试验采用生产Φ140 mm、Φ125 mm 和Φ110 mm三个规格。对Φ140 mm、Φ125 mm 和Φ110 mm 三个规格进行低倍冷蚀检验,不同程度出现了“黑心”超标情况,且同一规格、同一炉号不同取样位置所检测的“黑心”直径不同。
首先,将试样浸入15%硝酸酒精溶液中进行充分腐蚀,用棉球擦拭腐蚀面,使腐蚀均匀一致,时间为0.5~2 min。然后,将试样放入盐酸中,用质地柔软的棉球(棉布)擦拭,腐蚀时间为10~15 s,以达到腐蚀效果。样品的表面颜色会变浅,特征腐蚀点的侵蚀颜色会变深。
采用游标卡尺测量试样中心黑色腐蚀点的最大长度,按照公式计算“黑心”直径是否符合要求,“黑心”判定标准如表1 所示。
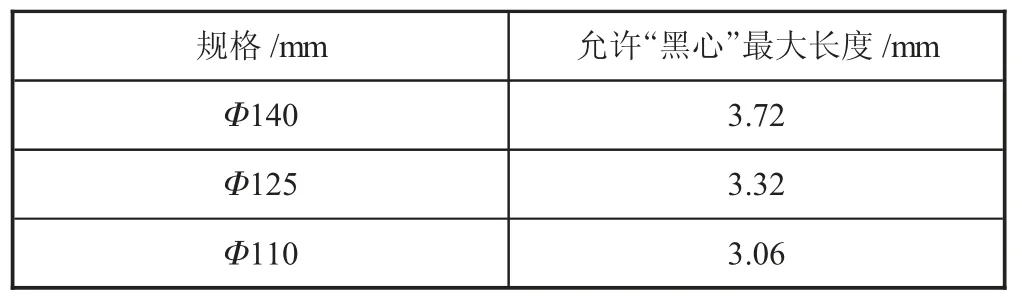
表1 钢材“黑心”判定标准
2 原因分析
对不同规格不同程度出现“黑心”超标试样进行低倍、成分偏析、晶粒度和金相组织分析,结果表明,由于成分C、Mn 偏聚在钢坯中心,造成心部大颗粒珠光体产生。因此,成分偏析是导致非调质钢1E1106 冷蚀“黑心”的主要原因。
2.1 低倍热蚀
为验证“黑心”是否为中心疏松造成,选取在低倍冷蚀检验过程中“黑心”直径较大的低倍片做热蚀试验,结果如图1 所示。由此可见,中心疏松并非造成“黑心”的原因。
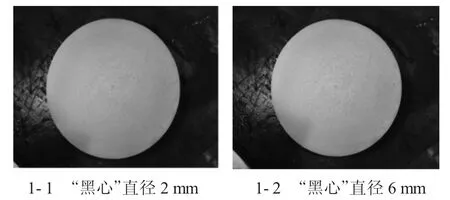
图1 中心疏松0.5 级
2.2 成分偏析检验
为验证“黑心”是否为中心成分偏析造成,选取在低倍冷蚀检验过程中“黑心”直径不同的低倍片做成分偏析试验。选取炉号X33200、X33201,黑心直径为5 mm 和0 mm(合格成品)的低倍片为试验样品,低倍检验,进行成分偏析试验。具体取样方法见图2。
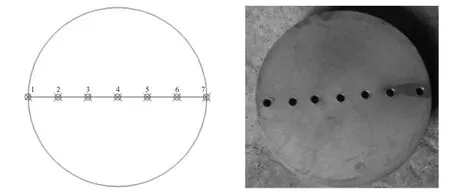
图2 取样方法图
试验结果如图3 所示。从图3 的C 成分和Mn 成分偏析分布图可看出,“黑心”直径5 mm 的炉次偏析明显严重。
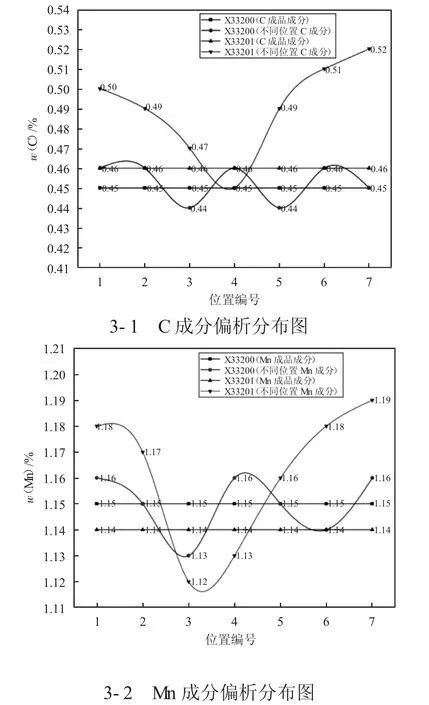
图3 C、Mn 成分偏析分布图
2.3 组织分析
取中心存在“黑心”的试样小块观察金相组织,用2%的硝酸酒精溶液腐蚀20 s,其宏观形貌出现“黑心”,且“黑心”周围存在环状白亮区域。放大100 倍发现,“黑心”部位以粗大珠光体为主,而白亮区域出现大量细小铁素体,如图4 所示。
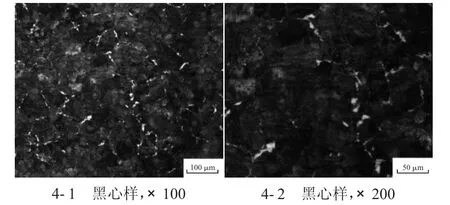
图4 钢材黑心部位组织图
取Φ125 mm 钢材的边缘、1/2R 处和中心处三种不同位置组织,放大200 倍后,发现钢材不同位置存在明显的组织差异,具体结果如图5 所示。

图5 规格Φ125 mm 钢材不同位置组织图
2.4 晶粒度分析
分别从三种钢材Φ110 mm、Φ125 mm 和Φ140 mm的表面、1/2R 处和中心处取样,采用面积法,测定晶粒度级别,具体结果如表2 所示。由表2 可知,钢材从表面至心部晶粒度存在极差,不同规格晶粒度不同。
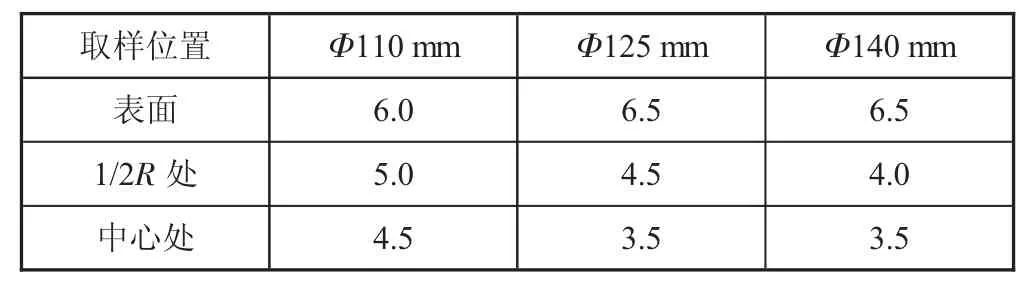
表2 不同规格钢材晶粒度
3 结语
非调质钢因其省略调质热处理工序,对钢的化学成分及成分偏析控制有很高的要求。通过分析可知,由于成分C、Mn 偏聚在钢坯中心,造成心部大颗粒珠光体产生。“黑心”处存在较严重C、Mn 成分偏析,摩擦焊将导致杆心部生成马氏体,产生很大的组织应力,造成心部开裂,最终产生废品。因此可知,造成非调质钢1E1106 冷蚀“黑心”的原因应为成分偏析。通过控制过热度,调整拉速,使电磁搅拌与拉速最佳配合,减轻铸坯芯部偏析,产品在摩擦焊接后心部就不出现马氏体组织。高温大压下对钢坯进行粗轧,使钢坯心部充分焊合,枝晶充分破碎细化,精轧前进行控温,精轧后快速冷却,对控轧控冷技术的精确掌握,可大幅度降低“黑心”废品。
猜你喜欢
小学生优秀作文(高年级)(2022年4期)2022-04-25
名作欣赏·学术版(2021年1期)2021-02-08
青少年法治教育(2020年12期)2020-06-08
作文大王·低年级(2020年5期)2020-05-25
大型铸锻件(2019年5期)2019-08-30
汽车实用技术(2018年20期)2018-10-26
数学大王·中高年级(2018年1期)2018-01-30
上海金属(2016年4期)2016-11-23
大连工业大学学报(2015年4期)2015-12-11
新疆钢铁(2015年1期)2015-11-07