转炉干法除尘泄爆问题分析及系统设计
2024-01-07 13:45郭映波严月祥
山西冶金 2023年11期
郭映波,严月祥,李 博,郑 涛
(中冶京诚工程技术有限公司炼钢工程技术所,北京 100176)
0 引言
在转炉一次烟气除尘领域主要存在两种工艺路线:湿法除尘技术和干法除尘技术。由于国内早期环保政策没有欧美严格,2000 年以前,我国国内有的转炉车间以及新建车间转炉一次烟气主要以湿法除尘技术路线为主。湿法除尘技术以水为介质对转炉烟气进行冷却和洗涤,达到降温和除尘效果,操作简单、设备运行稳定性好,但设备占地大、水耗量高。与湿法除尘技术相比,干法除尘技术水耗、能耗比较低,除尘效率高,能够稳定地将转炉煤气烟尘质量浓度降低到15 mg/m3(甚至10 mg/m3)以下。根据国内钢厂生产经验[1],对于150 t 转炉,采用干法除尘比湿法除尘电耗降低越4.4 kW·h/t;转炉煤气回收量增加12.427 m3/t。
转炉一次烟气干法除尘技术成熟于20 世纪60年代,并逐渐在世界范围内推广使用。我国第一套转炉干法除尘设备由上海宝山钢铁公司于20 世纪90年代率先引进,应用于二炼钢厂250 t 转炉[2]。
近年来,由于国内环境问题日益突出,环保政策逐渐收紧(转炉一次烟气粉尘排放标准由过去100 mg/m3降低到50 mg/m3[3]),“碳达峰、碳中和”“创建超低排放A 级企业”等节能环保理念受到钢铁企业重视,大多数炼钢企业对标国际、国内先进企业,在新建或改造项目中积极采用环保节能技术,实际建设过程中将转炉一次除尘的排放要求降低至15 mg/m3以下,为适应将来国家环保政策的调整预留空间。在此背景下,转炉一次干法除尘技术得到快速推广,成为各企业转炉车间新建和改造项目采用的主流技术。
一批国内承包商掌握了大中型转炉一次干法除尘整套技术,全面实现了工艺和机械/电气设备的设计、加工制造、施工安装以及软件编程、调试等整个系统的国产化,除尘效果、能耗指标达到国际先进水平,降低了国内企业建设和运营成本,为转炉干法除尘技术快速推广奠定了技术基础。
1 干法除尘工艺流程
转炉干法除尘工艺流程如图1 所示。
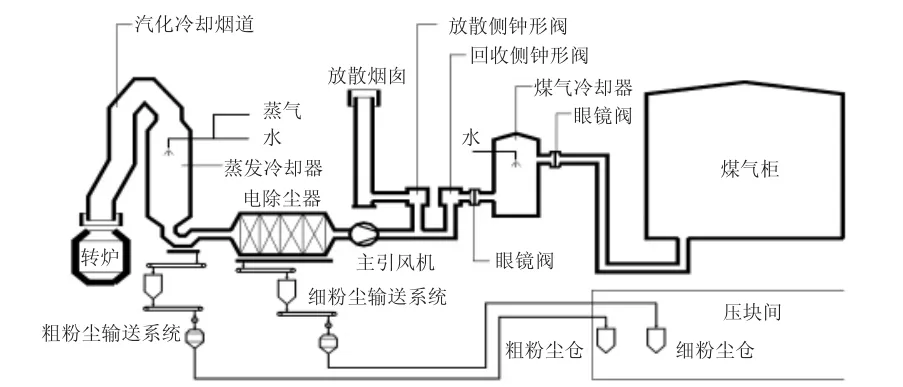
图1 转炉一次干法除尘工艺流程图
转炉冶炼产生的高温烟气(1 400~1 600 ℃)通过汽化冷却烟道时降温至800~1 000 ℃。通过蒸发冷却器时,被喷入到烟气中的细小雾化水滴直接冷却,喷入的水全部蒸发;烟气中粉尘在入口处被水滴湿润,烟气流在蒸发冷却器内流速降低,粗颗粒粉尘被捕集下来。烟气在降低温度的同时被加湿调质,适于在干式静电除尘器内净化处理。
烟气离开蒸发冷却器时温度为180~250 ℃,通过荒煤气管道进入静电除尘器。转炉冶炼不同阶段,含CO2或CO 的烟气呈柱塞状交替地通过蒸发冷却器和除尘器设备等全部烟气通道。为消除爆炸气流产生的破坏,静电除尘器外壳上装有泄爆阀。烟气在静电除尘器中流通时,在高压电场力的作用下,荷电后的灰尘(粒径0.02~1.5 μm)吸附在阳极板上,烟气中的含尘质量浓度可以降低到10 mg/m3左右。
转炉烟气经过降温、除尘等一系列净化处理,达到煤气回收标准后,打开切换站回收侧杯阀,进入煤气冷却器,喷水洗涤,转炉煤气冷却到70 ℃以下后回收入柜;如果净化烟气不满足煤气回收标准,打开切换站中的放散杯阀,烟气中的CO 在烟囱中与O2充分燃烧后,排放至大气。在吹炼过程中,粗粉尘在蒸发冷却器内被分离出来输送至储灰仓内。吸附在静电除尘器内极板上的细灰颗粒通过振打落下,由扇刮、输灰装置将细灰输送到储灰仓中。储灰仓中的粉尘可用吸尘车运出做进一步处理。
转炉干法除尘系统主要存在问题[4]:泄爆故障、蒸发冷却器积灰、输灰系统故障、烟气含水含尘量过高等。其中,系统泄爆发生频率高,难以预防;小泄爆导致转炉提枪,影响生产节奏;严重的泄爆破坏电除尘器内部设备[5],造成转炉停产,带来重大损失;泄爆控制不好,发展为爆炸,可能导致设备毁损和人员伤亡。
控制或消除泄爆,是采用干法除尘技术的钢厂每天不得不面对的重要课题。
2 泄爆机理
泄爆本质上是在有限空间内的压力急剧升高到体系限值后自发或受控的释放过程。为了保护设备安全,转炉干法除尘系统静电除尘器两端设置有泄爆阀,当静电除尘器内部压力达到设定值5 kPa 时,泄爆阀自动打开,完成泄爆,将静电除尘器内部压力降低到安全范围内。
泄爆主要分为燃烧性泄爆和非燃烧性泄爆两类。
非燃烧性泄爆是由于前端压力突然升高,传导至静电除尘器造成的泄爆[6],如:炉内脱碳速度异常提高、产生的炉气量瞬间加大,EC 枪内蒸汽压力、流量不稳定等。
燃烧性泄爆是由于可燃性气体瞬间燃烧,因体积膨胀导致压力急剧升高的泄爆现象。转炉冶炼过程产生的烟气中含有CO 和H2,同时含有一定量的O2,转炉烟气的爆炸有三要素:一是可燃性气体与氧气混合比达到爆炸极限,即:φ(CO)≥9%,φ(O2)≥6%;φ(H2)≥3%,φ(O2)≥2%;CO 与空气的混合爆炸极限为12.5%~75%[7],考虑提高系统运行的安全性,生产实践中将CO 体积浓度控制边界确定为9%。二是混合气体的温度。混合气体的温度在最低着火点以下,即CO 的着火点≤610 ℃;H2的着火点≤645 ℃。三是点火火源。
这三个条件缺一不可,控制泄爆的关键在于破坏爆炸发生的条件。根据转炉烟气干法除尘流程分析,静电除尘内烟气温度在180~250 ℃,满足了第2 个因素,此条件无法破除。因此,控制泄爆的目标是破坏第1 或者第3 个条件。控制点火火源依靠设备维护,保持设备状态良好,减少静电除尘器内放电打火次数。针对第1 个要素,根据转炉冶炼的不同阶段,采用不同的控制路线:开吹阶段φ(O2)≥6%,控制φ(CO)≤9%;正常冶炼阶段φ(CO)≥9%,控制φ(O2)≤6%。H2比CO 更易造成泄爆,应将原料等带入的H 元素尽量以H2O 的形式排出,避免H2的产生。
经过大量的数据统计发现,燃烧性泄爆是静电除尘器泄爆的主要原因,约占97%;泄爆强度较大,对设备破坏性较大。
3 泄爆的控制措施
各企业根据自身设备和操作人员实际情况,摸索出各自预防和减少泄爆的方法。
3.1 原料方面坚持精料原则
要求入炉废钢、石灰、轻烧白云石等炉料干燥、无水汽;若废钢潮湿,入炉后需要利用转炉余热烘烤2~4 min,烘烤时炉口不正对烟道口;氧枪、烟道系统漏水时,严禁生产;通过这些手段,避免转炉烟气中H2含量超标,消除H2导致的燃烧性泄爆。要求入炉废钢洁净,无可燃物,防止吹炼过程中,废钢中的油污、油漆、橡胶等可燃物瞬间燃烧产生大量气体,导致静电除尘器内压力骤然升高,引发泄爆。
严格“先废钢,后铁水”的装入顺序[8]。除第一批料外,副原料的加入坚持少量、多批次原则:
1)操作上,根据吹炼的不同阶段,控制烟气成分,避免进入爆炸极限;确保吹炼平稳,防止煤气量波动导致静电除尘器压力泄爆。转炉吹炼阶段的泄爆多数发生在开吹打火阶段和二次下枪阶段。据统计[9],开吹泄爆占比31.8%,二次下枪泄爆占比68.2%。
2)开吹阶段,铁水温度较低,吹炼前期需要脱出铁水中的Si、Mn、P 等元素,脱碳速度低,烟道内存在大量空气。本阶段采取的主要措施是优化供氧模式,根据自身的设备配置和操作习惯,部分企业采用氧气流量阶梯控制模式[10],部分企业采用氧气流量斜坡控制模式[11]。主要操作目标是通过充分的二次燃烧将开吹产生的CO 转换为CO2,使φ(CO)降到9%以下,利用CO2改质后的炉气排空烟道及除尘系统中的O2,达到避免泄爆的目标。针对半钢炼钢开吹打火困难问题,某厂摸索出了氧氮复合点火技术[12]。
3)二次下枪与开吹下枪相比,铁水温度高、炉渣氧化性强,Si、Mn、P 等元素已经完成氧化,烟道内存有大量的CO,操作不好极易导致燃烧性泄爆。大多数厂家二次下枪采用弹幕技术,吹氧前,先使用氮气对系统内炉气进行置换;二次下枪时,采用比开吹阶段更低的氧气流量和更高的枪位,抑制C-O 反应,并将产生的CO 燃烧为CO2。国内某厂摸索出了二次下枪的七步处理法[13],有效避免了二次下枪导致的泄爆。
4)吹炼中期,主要是维持吹炼平稳,避免冷却剂尤其是铁矿石或氧化铁皮大量集中加入,防止C-O反应剧烈波动导致泄爆。
5)吹炼后期,控制拉碳速度,使终点w(C)≤0.15%[14],防止点吹泄爆。
6)溅渣护炉阶段发生泄爆概率较小,但也有钢厂由于加入含碳溅渣料导致泄爆。根据某厂数据,溅渣时加入镁球500 kg、焦末300 kg 以上的炉次,烟气中CO 体积分数最高可达11.5%,具备泄爆条件。
3.2 加强设备检查
在设备方面,冶炼前确保烟道、氧枪等设备完好,无漏水;加强对管路、泄爆阀等设备及设施的密封性检查,避免冶炼过程中吸入空气导致O2含量超标;定期检查确认阳极板与阴极线间距离,减少高压起弧次数。
4 结论及建议
1)干法除尘泄爆是目前钢厂生产过程中普遍存在的问题。原料条件、操作手法以及设备状况等多种因素均可导致泄爆发生。目前控制泄爆主要依赖操作和设备的磨合,通过操作优化可以大大降低泄爆的次数,将泄爆率降低到0.088‰。
2)各企业将控制泄爆的措施主要集中于优化枪位、氧流量、加料制度、氮气稀释等方面,对炉口微正压操作重视不够。建议强化炉口微差压控制,使风机转速与炉内烟气发生速度相协调,避免从炉口吸入过多空气导致烟气中O2超标泄爆的发生。
3)现有干法除尘系统煤气在线分析仪大都安装在静电除尘器后。客观上,成分检测有一定的滞后性,为泄爆发生埋下隐患。建议在蒸发冷器出口管道上增加烟气成分在线分析仪,便于提前发现烟气浓度超标,为充氮稀释提供反应时间,降低泄爆发生的可能性。
4)静电除尘器内电场起弧打火是泄爆发生的必要条件之一,建议开展对电场起弧打火监测及预测手段的研究。如果能够提前预测起弧打火的时间、位置、范围大小,有针对性地采取措施进行干预,对预防泄爆有一定的实际意义。
5)目前取得的成绩和经验,是各厂操作人员根据自身操作经验不断试错取得的成果,具有个性化、不稳定的特点,难以从根本上解决问题。实质原因在于目前转炉和氧枪的控制系统与干法除尘控制系统独立设计、独立运行,转炉氧枪的操作后果传递给干法除尘系统,干法除尘系统事故发生后,相关信号返回转炉氧枪控制系统驱动提枪作业,这个过程属于事后反馈。建议相关承包商开展研发工作,建立专门的预防泄爆二级模型,统一考虑原料条件、操作过程、设备状态等因素,将基于烟气分析的转炉冶炼二级系统整合起来,通过大数据分析、人工智能技术,精准预测冶炼各阶段烟气流量、烟气成分,匹配相应的操作,变后馈为前馈,减少人为操作因素导致的泄爆问题,稳定转炉生产,直至彻底消除非设备原因导致的泄爆。
猜你喜欢
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
山东冶金(2019年6期)2020-01-06
活力(2019年17期)2019-11-26
建材发展导向(2019年11期)2019-08-24
生活用纸(2016年6期)2017-01-19
中国资源综合利用(2016年11期)2016-01-22
陶瓷学报(2015年4期)2015-12-17
柴油机设计与制造(2015年3期)2015-12-05
浙江大学学报(工学版)(2015年2期)2015-05-30