PLA/玄武岩纤维发泡材料的制备及其热学性能
2024-01-04 12:00崔伟松郑凯敬顿东星邓兆敬
工程塑料应用 2023年12期
崔伟松,郑凯敬,顿东星,邓兆敬
(1.中化学科学技术研究有限公司,北京 102488; 2.北京工商大学化学与材料工程学院,北京 100048)
聚乳酸(PLA)来源于生物质,有良好的生物降解性能,被认为是传统不可降解材料最有潜力的替代品之一。PLA 发泡材料更兼具轻质、生物相容性、生物降解性、低成本、可节约用量等多重优势,在生物医药、包装等领域具有广泛的应用前景。但PLA为线形分子结构,结晶速率慢、熔体黏弹性差、可发性差,PLA 发泡材料在高温下几乎无法使用,且力学性能较差,这严重限制了其进一步应用。
PLA 发泡材料较差的力学和热学性能使其很难取代传统的石油基发泡材料。其中,纤维增强是一种简单有效改性PLA发泡材料的方法,引入的纤维一方面可以促进结晶;另一方面也可以作为刚性支撑骨架,改善材料的力学和热学性能[1-2]。但改性效果较好的合成纤维并不环保,而环保的天然纤维普遍强度较差,很难得到满意的改性效果。玄武岩纤维(BF)是近年来出现的一种新型天然无机纤维,其对环境友好的同时还具备成本低、吸水率低、力学强度和耐热性高、耐化学侵蚀等许多优异的性能[3-4]。Pan 等[4]将BF 引入PLA 后所制复合材料的热变形温度可提高至158 ℃,但目前尚无人将BF应用于发泡研究中。笔者采用高强高耐热的BF 对PLA 改性,以sc-CO2为发泡剂,通过受限釜压发泡法制备了PLA/BF 发泡材料。研究了BF 含量对PLA 结晶性能和发泡性能的影响,以及PLA/BF 发泡材料的力学和热学性能。
1 实验部分
1.1 主要原材料
BF:长13 mm,直径3 μm,表面涂有硅烷偶联剂,江苏天龙玄武岩有限公司;
PLA:牌号4032D,D-异构体质量分数为2%,密度为1.24 g/cm3,重均分子量为207 000 g·mol-1,分散度为1.74,熔体流动速率(MFR)为7 g/10 min(210 ℃,2.16 kg),美国Nature Works公司;
sc-CO2发泡剂:纯度为99.99%,北京东方医用气体有限公司。
1.2 主要仪器及设备
电热恒温鼓风烘箱:DHG-9245A 型,上海一恒科学仪器有限公司;
转矩流变仪:XSS-300型,上海科创橡塑机械设备有限公司;
平板压片机:LP-S-50 型,瑞典Lab Tech Engineering公司;
差示扫描量热(DSC)仪:Q100 型,美国TA 公司;
高压发泡釜装置:250 mL,北京世纪森朗实验仪器有限公司;
密度天平:CPA2245 型,赛多利斯科学仪器(北京)有限公司;
扫描电子显微镜(SEM):Quanta FEG250 型,美国FEI公司;
热台偏光显微镜(POM):BX-51 型,日本Olympus公司。
1.3 试样制备
首先,将PLA及BF置于80 ℃的烘箱中干燥6 h以去除水分。随后利用转矩流变仪将不同配比的PLA 与BF 在190 ℃下以60 r/min 熔融共混10 min,配方表列于表1。随后将所得的PLA复合材料样品以190 ℃,5 MPa 的条件热压5 min 并冷却至室温,制得1 mm和2 mm厚的板材样品,用于后续表征测试及发泡。以sc-CO2为物理发泡剂,通过受限釜压发泡法制备了不同类型的PLA 泡沫。将未发泡的样品放入固定尺寸的长方体模具中,而后置入发泡釜内,在165 ℃,20 MPa 条件下浸泡30 min,待CO2在样品内溶解达到饱和,随后降温至110 ℃后泄压,在大约10 s 内将釜内压力降至0.1 MPa,制得各组PLA发泡材料。
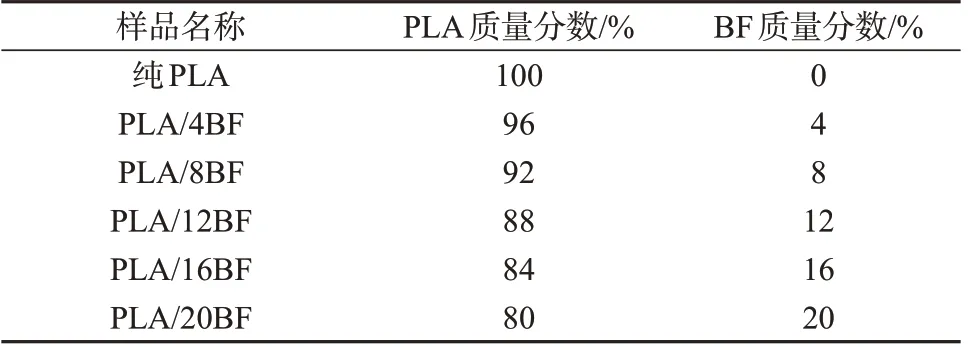
表1 实验配方
1.4 性能测试与结构表征
(1) DSC测试。
使用DSC 仪对各组PLA 样品结晶和熔融性能进行了表征测试。在N2气氛下,首先将PLA样品迅速升温到200 ℃,保持5 min以消除热历史,然后以10 ℃/min 的速度冷却到20 ℃,再以相同的速度重新升温至200 ℃。各组PLA样品的结晶度(Xc)根据式(1)计算[5]:
式中:Xc——样品的结晶度,%;
ΔHm——样品的熔融焓,J/g;
ΔHcc——样品的冷结晶焓,J/g;
w(PLA)——PLA组分的质量分数;
(2) SEM测试。
采用SEM 在10 kV 的条件下观察了各组PLA样品及PLA泡沫的断口形貌。测试前,将所有PLA样品及PLA泡沫样品浸入液氮中3 h后脆断获得完整的断裂表面。然后对这些样品断面进行喷金,进行SEM研究。
(3) POM测试。
在配备了热台的POM上观察各组PLA样品的晶体形态。各组PLA样品夹在两个载玻片之间,首先以50 ℃/min的速度从室温加热到200 ℃,并保持5 min以消除热历史,然后以相同的速度快速冷却到120 ℃,以观察晶体形态的演变。同时利用显微镜观察了各组PLA中纤维的分布情况。
(4)发泡性能测试。
利用密度天平测试各组PLA 样品发泡前和发泡后的密度,发泡倍率(φ)通过式(2)计算:
式中:ρp——发泡前样品的密度,g/cm3;
ρf——发泡后样品的密度,g/cm3。
泡孔密度(N0)通过式(3)进行计算:
式中:M——SEM图片的放大倍率;
n——SEM图片中的泡孔数量;
A——SEM图片的面积,cm2。
(5)耐热性能测试。
将各组PLA 发泡材料置于90 ℃高温环境中6 h,通过泡沫受热前后的尺寸变化率来表征耐热性能。
2 结果与讨论
2.1 热性能分析
利用DSC 仪研究了各组PLA 样品的结晶和熔融性能。各组PLA 样品的冷却曲线和升温曲线如图1 所示,表2 总结了其相应的热性能参数。在图1a 中,所有PLA 样品在降温过程均无明显的结晶峰,这是由于使用的PLA 结晶性能较差,在10 ℃/min 的快速冷却条件下,BF 的存在无法诱导其结晶。在图1b 中,所有PLA 样品都表现出相近的Tg,约为61 ℃,说明BF 对PLA 分子链段活性影响不大,这主要是由于BF 在微观尺度上的尺寸远大于分子链段的尺寸。纯PLA的Tcc约为113 ℃,随着添加BF质量分数的增加,结晶峰向低温方向移动,说明BF能显著促进PLA的冷结晶。所有PLA样品表现为双熔融峰,随着BF含量增加,处于相对较低温度下的熔融峰(Tm1)逐渐变小,处于相对较高温度下的熔融峰(Tm2)逐渐变大,双熔融峰逐渐向单熔融峰趋势转化。双熔融峰基本上是由于所形成的不完美晶体在低于规则晶体熔点的温度下熔化形成[6],由此说明BF的存在提高了PLA中结晶区的完善程度。且随着BF 的引入,各PLA 样品的Xc由3.3%提高至6.5%,表明BF 可以促进PLA 结晶。而PLA 中的晶区/非晶区相界面可以作为异相成核点促进泡孔成核,形成的晶体还可以作为临时物理交联点提高PLA 的熔体黏弹性,有利于后续发泡性能的改善[7]。

图1 各组PLA样品的DSC曲线
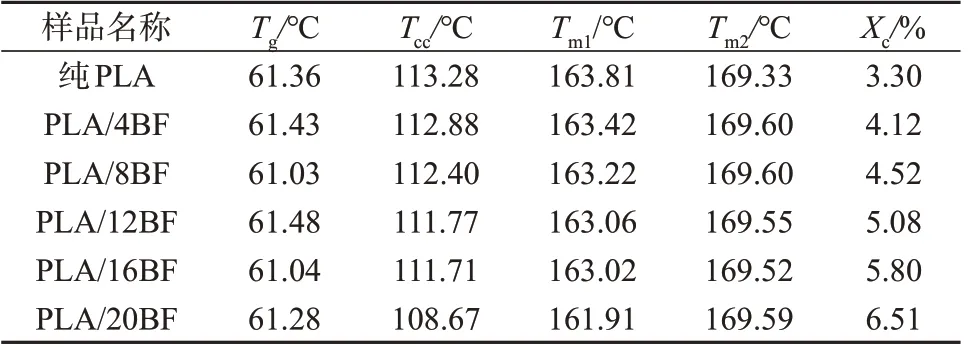
表2 各组PLA样品的热性能参数
2.2 复合材料形貌分析
通过SEM 观察了各组PLA 样品断面的微观形貌和BF在PLA基体中的分散情况,如图2所示。在图2a 中,纯PLA 的断面表现出很大的光滑性,没有较大的变形,反映了脆性断裂的断裂模式。在PLA中添加BF 后,如图2b 到图2f 所示,各组PLA/BF 复合材料的断面变得略粗糙,这是由于BF 引入到PLA 基体后,在材料断裂时会吸收一部分能量,导致其发生韧性和脆性断裂,产生较大变形[8]。总的来说,BF没有出现明显的团聚现象,说明BF具有较好的分散性能,这对于保证良好的增强效果和非均相泡孔成核效果具有重要意义。此外,BF 与PLA基体之间良好的结合也可以改善力的传导,从而提高复合材料的强度和刚度。从图2f 的局部放大图可以清楚地看到,BF 表面并不光滑,而是被一层材料覆盖,说明BF与PLA基体之间的结合良好,这是由于BF表面预先涂覆了硅烷偶联剂[9-10]。

图2 各组PLA样品的SEM照片(放大200倍)
除了BF 的分散和界面结合外,BF 的长度也是影响BF增强效果和后续发泡性能的重要因素。因此,基于图3 中PLA/BF 复合材料的显微镜照片,对BF长度的分布进行了评估。随着BF质量分数的增加,BF 的平均长度逐渐增加,这可能是因为在同等剪切和拉伸作用下,BF的增加提升了其在熔融共混过程中发生断裂的难度。BF 的断裂能提供更多有利于发泡的非均相成核位点[11-12]。但在BF 含量较少时(如图3a和图3b所示),其在基体中的分布区域较分散,BF与BF间的间隔区域也较大,这意味着在结晶和后续发泡过程中提供的成核位点可能会较分散,而随着BF 含量的升高,BF 分布逐渐密集,这种影响可能会得到改善。
2.3 复合材料结晶行为分析
为了进一步分析BF 对PLA 结晶行为的影响,采用POM记录了PLA等温结晶过程中的晶体形貌演变过程。图4为各PLA样品在120 ℃等温不同时间的POM 照片。从图4 可以看出,纯PLA 在2 min时没有看到可见晶体,等温5 min 时仅出现少量球晶,而与纯PLA 相比,引入质量分数4%的BF 后的改性PLA 在等温2 min 时出现了零星晶粒,且随着BF含量的升高,PLA/BF复合材料结晶体数量越多,结晶速度越快,直接证实了BF 的掺入确实能促进PLA的结晶。值得注意的是,当BF含量较少时,虽然球晶分布的均匀性较纯PLA有所提高,但仍有部分区域晶体数量较少,甚至在等温5 min 时仍未出现晶体。这是因为BF 在微观尺度上的尺寸较大,当BF 含量较少时其在基体中的分布区域较分散,BF 与BF 之间的间隔区域也较大。在BF 存在的区域,由于其异相成核作用促进结晶,因而BF周围区域的晶体较多,结晶速率也较快;而没有BF分布的区域只有PLA 基体,其结晶行为仍与纯PLA 一致,因而结晶较少且结晶速率慢。这种现象可能导致后续发泡过程中泡孔成核位点不均匀,从而导致泡孔尺寸不均。而随着BF 含量逐渐增多,提供的异相成核位点逐渐增多,这种晶体分布不均匀的现象也逐渐消失。这种更均匀的晶体形貌演变有利于发泡,也有助于提高泡孔结构的均匀性[13]。
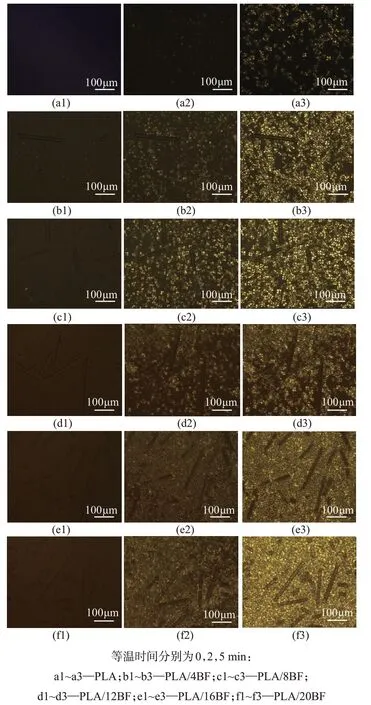
图4 各组PLA样品在120 ℃等温不同时间(0,2,5 min)的POM照片
2.4 发泡性能分析
图5 为纯PLA 和PLA/BF 发泡材料的泡孔形态,其平均泡孔尺寸、泡孔密度和发泡倍率见表3。从图5 和表3 中可以看出,引入BF 后,泡孔尺寸有所减小,泡孔密度有所提高,表明BF在一定程度上可以改善PLA的发泡性能,这可能是由于以下三个原因:首先,BF的掺入提供了大量的异相界面,降低了泡孔成核的能量壁垒,从而促进了泡孔的成核[14];其次,BF可以加速PLA的结晶,从而促进泡孔成核并稳定泡沫结构[15];此外,BF 可以增强PLA 的黏弹性,这不仅可以通过增加局部能量波动来促进泡孔成核,还可以通过减少泡孔破裂合并来稳定泡孔结构[16-19]。
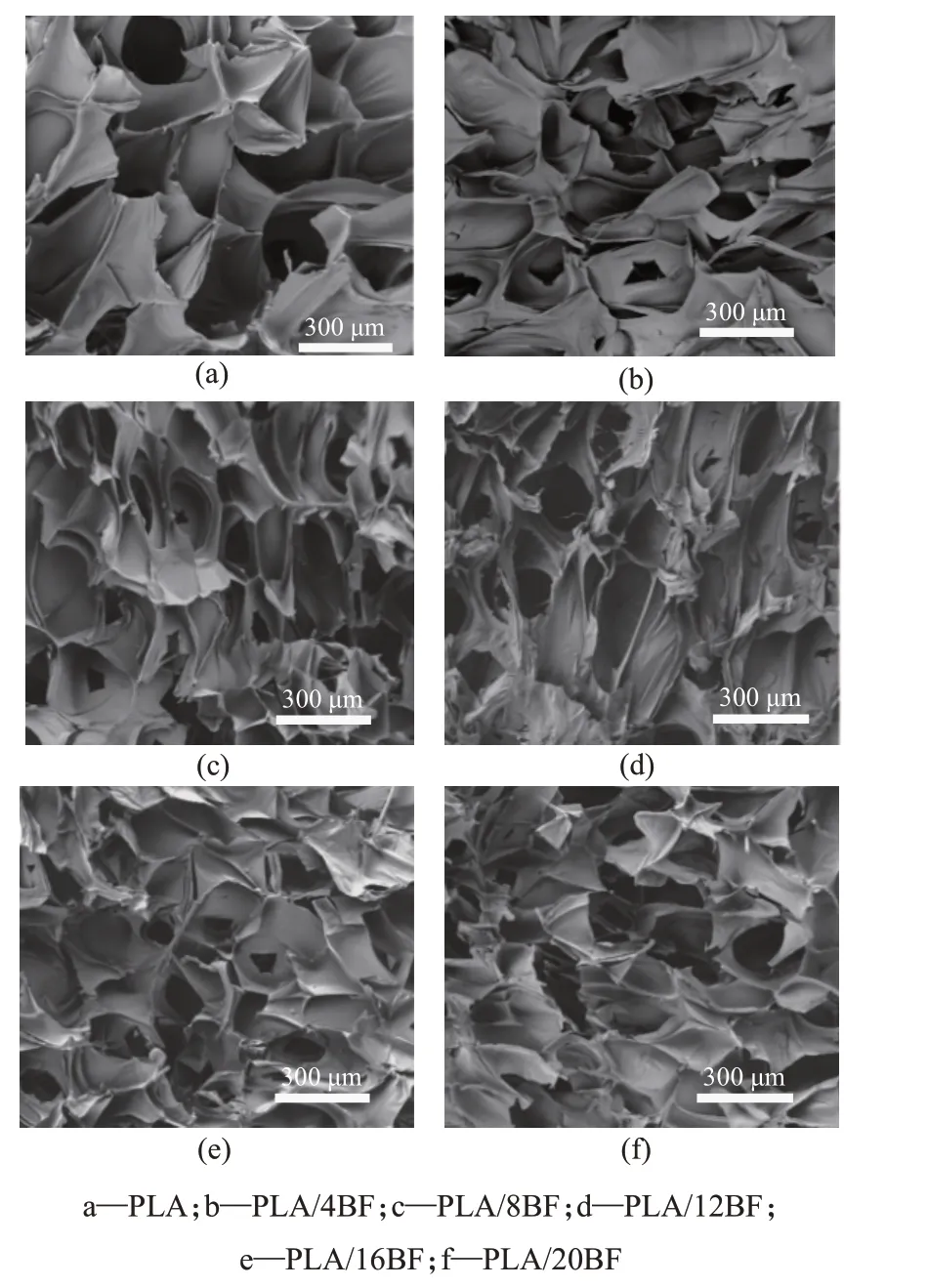
图5 各组PLA发泡材料的SEM照片

表3 各组PLA发泡材料的发泡参数
虽然BF的引入在一定程度上增加了PLA的泡孔密度,减小了其泡孔尺寸,但泡孔形态并没有得到太大的改善,这主要是因为BF 在微观尺度上的尺寸较大,因而BF 在发泡后的材料中可以有两种存在形式:一种是横穿泡孔,这将导致泡孔破损,最终的泡孔形态不好;另一种则是仍被包覆在PLA基体中,最终与基体一同成为泡沫材料的泡孔壁,这主要是由于PLA基体与BF之间的界面结合性不均一引起的[20-21]。此外,当BF 含量较少时,可以看出泡孔尺寸差异较大,这是因为BF 含量较少时其存在区域相对分散,如前所述,BF 的存在可提供异质界面、促进结晶、增强黏弹性,因而泡孔成核位点不均,有BF存在的区域泡孔较小,没有BF存在的区域形成的泡孔较大,这与POM 测试所揭示的结果一致。随着BF含量的增多,这一影响逐渐消失。
2.5 耐热性能分析
在实际应用中,发泡材料的耐热性是十分重要的指标。在本部分工作中,由于受限发泡法得到的PLA泡沫发泡倍率没有明显的差异。因此,使用各组PLA 发泡材料在90 ℃静置6 h 后的尺寸收缩率来评估其耐热性,测试结果如图6所示。可以看出,随着BF 含量增加,改性PLA 发泡材料在高温下的收缩率逐渐降低。这主要是由于BF的存在促进了结晶,这在DSC及POM测试中已得到证实,而根据已有研究表明,结晶性能的提高对耐热性的改善有决定性作用[22],PLA基体中晶体可能形成网状结构,当PLA 发泡材料受热时,链段运动受到限制,从而提高了PLA 泡沫的耐热性。此外,BF 的引入增加了泡孔壁的强度,使得泡孔壁抵抗由温度引起形变的能力亦相应增加,从而使PLA泡沫产品在高温下也不易变形。BF 具有很好的热稳定性与较低的导热率,其遍布在复合材料基体中形成物理屏障,阻止了热的传导,同时BF 与PLA 界面之间存在一定的作用力,一定程度上抑制了高温下PLA分子链的运动,有效提高了PLA/BF 泡沫的耐热性能。相比于纯PLA泡沫,当BF质量分数为20%时,改性PLA发泡材料在高温下的尺寸收缩率降低了6.7%。
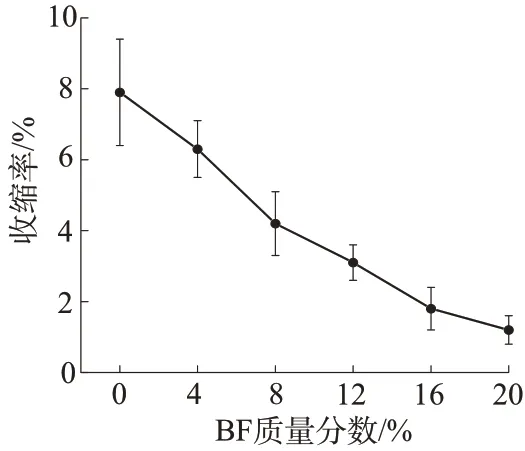
图6 各组PLA发泡材料在90 ℃静置6 h的尺寸收缩率
3 结论
(1)引入BF改性后PLA的结晶性能和发泡性能都得到改善,结晶度增加,结晶速率明显加快。相较于纯PLA 泡沫,改性后泡沫的泡孔尺寸减小,泡孔密度增加。
(2) BF的含量越高,泡沫的泡孔尺寸逐渐减小,泡孔密度逐渐增大。当BF 质量分数为20%时,在高温下的尺寸收缩率降低了6.7%。所制得的PLA/BF 泡沫的平均泡孔密度最高可达14.29×105cells/cm3,平泡孔尺寸最小为162.38 μm,本研究为开发绿色环保、同时具有良好热学性能的PLA发泡材料提供了一种可行策略。
猜你喜欢
学与玩(2022年12期)2023-01-11
包装工程(2022年1期)2022-01-26
科教导刊·电子版(2021年6期)2021-05-06
工程塑料应用(2020年11期)2020-11-28
中国塑料(2016年9期)2016-06-13
中国塑料(2015年7期)2015-10-14
合成材料老化与应用(2015年4期)2015-07-25
新疆钢铁(2015年3期)2015-02-20
火炸药学报(2014年1期)2014-03-20
化学分析计量(2013年5期)2013-03-11