辐照交联3D打印形状记忆聚己内酯的制备与性能
2024-01-04 12:00张勇波汪艳
工程塑料应用 2023年12期
张勇波,汪艳
(武汉工程大学材料科学与工程学院,武汉 430073)
形状记忆聚合物(SMPs)是一种可控的刺激响应型智能材料,能够在外界的刺激(如热、光、电、磁场、溶剂等)下从临时形状回复到初始形状[1-2]。SMPs 必须具备节点和开关段两部分,节点决定着SMPs 的初始形状,通常是分子链的缠结、化学交联、结晶以及互穿网络;开关段决定着SMPs临时形状的形成和固定,开关段种类有熔融与结晶、玻璃化转变、取向与解取向、可逆的分子链交联等[3-5]。将SMPs与3D打印技术相结合,使得打印出的样品不再仅局限于静态结构,而是可以根据需要进行动态的设计,从而实现4D 打印[6-8]。熔融沉积成型(FDM)是4D打印的一种重要成型方式,目前应用于FDM 的SMPs 为热塑性材料,决定形状记忆初始形状的节点大都是物理交联的结构,分子链容易发生滑移,这就导致其形状记忆性能不佳;而热固性SMPs 的交联结构为化学交联,具有更好的形状记忆性能,但是化学交联结构导致其失去流动性,难以直接应用于FDM[9-10]。
聚己内酯(PCL)是一种可应用于3D 打印的热塑性材料,具有较好的熔体流动性[11-12]。线性结构的PCL 进行交联之后具有优良的形状记忆性能[13]。PCL的交联可采用过氧化物交联或辐照交联,其中辐照交联可直接对成型后的样品进行处理[14-15]。
交联之后的PCL形成三维网状结构,由热塑性树脂转变成了热固性,这就导致了交联后的PCL不能直接用于FDM 工艺。因此笔者提出先将PCL通过FDM打印成型,然后利用通过电子束辐照对打印试样进行化学交联,从而得到具有形状记忆效应的3D打印制品的新方法。
1 实验部分
1.1 主要原材料
PCL:Capa-6500,分子量为50 000,瑞典柏斯托公司;
三羟甲基丙烷三丙烯酸酯(TMPTA):成都四城光电材料有限公司;
二甲苯:分析纯,天津市风船化学试剂科技有限公司。
1.2 主要仪器与设备
双螺杆挤出机:SHJ-20 型,南京杰恩特机电有限公司;
单螺杆挤出机:TP-07型,东莞松湖塑料机械股份有限公司;
FDM打印机:DF-A300S型,岳阳巅峰机电子科技有限责任公司;
熔体流动速率(MFR)仪:PZ1720 型,上海品重检测设备有限公司;
万能电子拉力机:TCS-2000 型,东莞高铁检测仪器有限公司;
电子束辐照装置:ELV-8型,俄罗斯西伯利亚物理研究所制造。
1.3 试样制备
将PCL 与TMPTA (质量分数1.5%)在双螺杆挤出机中共混造粒,之后将得到的颗粒在单螺杆挤出机中进行挤出拉丝制得Ø (1.75±0.05) mm表面光滑的丝材。将制备好的丝材用FDM打印机打印试样,哑铃形试样尺寸为75 mm×5 mm×2 mm。打印参数见表1。

表1 FDM打印参数
将打印好的试样放入密封袋中,在有限空气条件下进行电子束辐照,辐照剂量分别为40,60,80,100,120 kGy。
1.4 测试与表征
MFR 的测定:按照GB/T3682-2000 进行测试,测试条件:负荷2.16 kg。
凝胶含量测试:取约0.25 g 的交联样品剪碎并用镍网包裹,然后放入以二甲苯为溶剂的回流装置中回流48 h,再将样品真空干燥至恒重,按式(1)计算凝胶含量G。
式中:m0为样品起始质量;m1为样品、滤网等质量(萃取前);m2为凝胶、滤网等质量(萃取烘干后)。
力学性能测试:将辐照后的打印试样按GB/T1040.1-2018 测试试样的拉伸性能,拉伸速率为100 mm/min。
形状记忆性能测试:对辐照过的哑铃型样条取中间30 mm 进行标记,将样条浸没在100 ℃的甘油中加热30 s,之后趁热拉伸使样条标线间距达到90 mm并在保持外力不变的情况下迅速放入0 ℃冰水混合物中保持1 min 以固定临时形状,然后将冷却后的样条放进100 ℃甘油中至样条不再变化。重复上述步骤10 次,按式(2)和式(3)分别计算形状固定率和形状回复率。
2 结果与讨论
式中:L0为样条表现之间的初始距离;L1为样条被趁热拉伸之后标线间的距离;L2为样条在冰水中冷却并撤去外力之后标线间距离;L3为样条再次放入甘油后样条不再变化之后标线间距离。
2.1 FDM打印参数对打印试样的影响
FDM打印过程中,对丝材的熔体流动性有着一定的要求。图1 为不同温度下PCL 的熔体流动速率。随温度的升高,PCL 的熔体流动速率显著增加。图2a 为不同打印温度的试样对比,如图2a 所示,由于PCL的熔点较低,在打印过程中,当温度高于110 ℃,PCL就有很大的流动速率,打印过程中从喷嘴挤出的材料难以迅速冷却定型,这就导致挤出的丝材容易塌陷并且当喷嘴再次经过时容易出现挤压变形,从而使得打印样品产生变形、变薄等缺陷;当温度低于90 ℃时又由于流动速率较小从而导致样品出现空隙等问题。打印温度应选择在90~110 ℃之间为宜。

图1 PCL的MFR
FDM对打印的速度也有着相应的要求,从图2b可以看出,打印速度过快就会导致从喷嘴挤出的材料被拉伸而不能很好地黏连和填充,容易出现空隙、层间高度不足等问题;打印速度过慢则会导致材料堆积,这就造成打印试样尺寸变宽、变厚、变形等问题,并且耗时较长。因此打印速度选取20 mm/s 为宜,之后所用样品打印温度均为100 ℃,打印速度为20 mm/s。
2.2 辐照剂量对PCL打印试样凝胶含量的影响
凝胶是交联聚合物的溶胀体,既不溶解也不熔融。电子束辐照能够激发聚合物分子以及产生自由基,促进聚合物的交联或分解[16]。PCL 辐照之后交联的部分不溶于二甲苯之中,因此凝胶含量反映了PCL的交联程度,凝胶含量越高则交联程度也就越大。
由图3a辐照剂量与凝胶含量关系图可知,PCL试样的凝胶含量随着辐照剂量的增大而增加。随着辐照剂量的增大,电子束辐照引发的随机链断裂增多,产生的自由基数量变多,同时共价键形成的效率逐渐变高,分子链之间更容易形成交联网络,PCL的凝胶含量也就随之增大。
用Charlesby-Pinner 公式(4)对凝胶结果进行处理可得到S+与的关系,如图3b 所示。由图可以看出S+和基本上符合线性相关,符合无规交联的规律。
式中:S为溶胶含量;D为辐照量;p0和q0为反映辐照裂解率和交联率的常数;μ1为常数。
2.3 辐照剂量对PCL打印试样力学性能的影响
图4 为在40~120 kGy 剂量下辐照后的PCL 打印试样的拉伸性能。由图4 可以看出,PCL 打印样条的拉伸性能随着辐照剂量的增加呈现出先增大后减小的趋势,在辐照剂量为60 kGy 时,拉伸强度最大为15.77 MPa,相比于未经辐照的试样增加了1.29 MPa,增加了8.91%,可见电子束辐照对PCL拉伸强度的提升效果并不明显。电子束辐照会促进PCL的分子链进行交联形成三维网状结构,交联结构使得分子链间的运动变得较为困难,不易发生相对滑移,材料抵抗外力的能力增强,因此PCL 的拉伸强度得到一定程度的增强。但是,辐照在促进PCL进行交联的同时也会使部分大分子链断裂,随着辐照剂量增加,大分子链断裂的数量逐渐变多,这对PCL造成了一定程度的损伤,使得PCL的拉伸强度有一定程度的降低,因此随辐照剂量的增加,PCL 的拉伸强度呈现出先增后减的趋势。断裂伸长率是用来衡量材料在受力作用下的延伸能力和延展能力,即分子链间的相对运动。由于交联结构的出现,分子链间的相对滑移也就变得困难,结合凝胶含量的结果,随着辐照剂量增加,PCL 的凝胶含量增加,则交联程度增大,因此PCL 的断裂伸长率呈现不断下降的趋势。
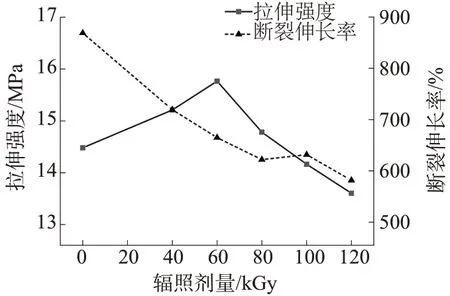
图4 辐照剂量对PCL打印试样的拉伸性能的影响
2.4 辐照剂量对PCL打印试样形状记忆性能影响
电子束辐照使得PCL交联,赋予了其形状记忆性能。图5为PCL打印试样经辐照之后的形状记忆性能测试结果。从图5 可知,试样的形状固定率基本都在98.5%以上,结合凝胶含量的结果,随着辐照剂量的增加,PCL 的凝胶含量增加,则交联程度增加,分子链的滑动逐渐变得困难,这就意味着PCL试样更容易回复到初始形状,所以其形状回复率不断增大。当辐照剂量在40 kGy时,试样的形状回复率为97.3%,此时凝胶含量为不高,为31.12%。凝胶含量的多少反映着交联程度的大小,由此可见,只要有一定程度的交联,PCL就能表现出良好的形状回复率。
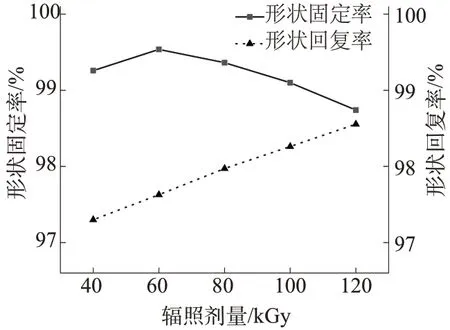
图5 不同剂量辐照的PCL打印试样的形状记忆性能
结合拉伸性能等结果,选择对辐照剂量为60 kGy 的PCL 打印试样进行多次形状记忆测试,循环测试结果如图6 所示。经过10 次重复的形状记忆性能测试,试样的形状固定率均维持在99%以上,形状回复率也在97%~98%之间,表现出良好的形状记忆性能。随着循环次数的增加,PCL试样的形状固定率出现小幅度的上升,而形状回复率却出现小幅度的下降,这是因为反复地拉伸会对材料的分子链和交联点造成一定程度的破坏,使维持初始形状的节点有了一定程度的破坏,导致试样的形状回复率出现了小幅度的下降。试样在经过多次的拉伸后仍然具有较好的形状回复率,这意味着其具有良好的形状记忆性能。
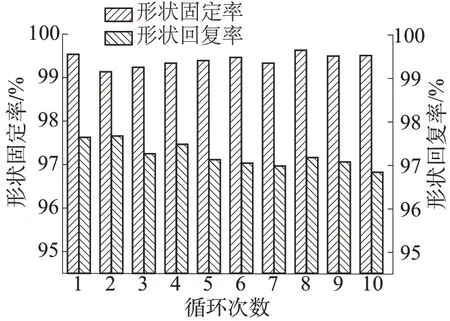
图6 辐照剂量60 kGy的PCL打印试样循环10次的形状记忆性能
2.5 3D打印样品形状记忆测试
图7是辐照剂量为100kGy时3D打印样品的形状记忆变化过程。将样品放入100 ℃的甘油中加热至样品透明,对样品施加外力使其变为临时形状并迅速放入冷水中固定30 s,之后再将临时形状的样品放入100 ℃甘油中观察其形状变化。从图7中可以看出,打印样品在100 ℃甘油中仅用10 s 和12 s就完全回复至初始形状,可见3D 打印样品经辐照后具有良好的形状记忆性能,并表现出响应快、回复率高的特点。

图7 3D打印样品形状记忆过程
3 结论
PCL在打印温度为100 ℃、打印速度为20 mm/s的条件下打印试样的质量最佳。打印试样经电子束辐照后获得形状记忆性能,随辐照剂量的增加,打印试样的凝胶含量增大,拉伸强度呈现先增大后减小趋势,断裂伸长率减小。PCL只要有一定程度的交联,就能表现出良好的形状记忆性能。随着辐照剂量的增大,PCL的形状回复率逐渐上升。当辐照剂量为60 kGy时,有最大拉伸强度15.77 MPa,相比于纯PCL 提高了8.91%,形状固定率和形状回复率分别是99.54%和97.63%。在经过10次循环测试之后试样的形状固定率均维持在99%以上,形状固定率也在97%以上,仍具有良好的形状记忆性能且响应迅速。
猜你喜欢
安徽师范大学学报(自然科学版)(2022年3期)2022-07-14
医学信息(2020年16期)2020-09-22
科教导刊·电子版(2018年9期)2018-06-07
制造技术与机床(2017年7期)2018-01-19
软件(2017年6期)2017-09-23
计算机测量与控制(2017年6期)2017-07-01
中国塑料(2016年10期)2016-06-27
中国塑料(2016年8期)2016-06-27
材料科学与工程学报(2016年5期)2016-02-27
河南科技(2015年1期)2015-02-27