内燃机车总风缸焊接工装夹具设计
2024-01-02 04:02:48常州机电职业技术学院机械工程学院胡美民汤志鹏顾秋宇袁志刚常旺娜
内江科技 2023年12期
◇常州机电职业技术学院机械工程学院 胡美民 汤志鹏 顾秋宇 袁志刚 常旺娜
内燃机车总风缸缸体的体积较大,圆度差,与封头对接比较困难;而且封头重量较重,传统的焊接夹具需要依靠人力组装,对于大型零部件焊接缺乏助力装置,工人劳动强度大而且非常危险。本文设计的内燃机车总风缸焊接工装夹具,可以轻松实现定位夹紧与大型零件的翻转,操作简单方便,安全可靠,提高了生产效率,降低了制作成本。采用与焊接机器人衔接模块可以与焊接机器人兼容衔接,实现大型零件自动焊接功能。
1 引言
随着人们对生活质量的要求越来越高,工业生产中大型设备的应用更加普遍,大型零部件的工装夹具的发展也越来越快。对于大型回转件的焊接工作中,需要保证零部件之间对接的连接精度,要求工装夹具具备操作的便捷性、加工的方便性、大载荷的承载性、自动化生产线的改造性、成本的优越性等要求。而市面上已有的大型回转件焊接工装夹具或是结构复杂不可靠或是价格昂贵或是无法进行自动化改造升级,有的还只是停留在设计图纸层面。因此,急需一款具备上述性能的大型回转件焊接工装夹具,并能大量普及。
2 研究现状
总风缸的圆度差,与封头对接较困难,而且封头重量较重(约25kg),若仅靠人力组装焊接,劳动强度大且很危险。目前,市场上相继出现了一些回转件焊接工装夹具,它们的技术原理,实现方式各不相同。下面对这几种常见的工装夹具进行介绍。
敖建军设计的焊接装置[1],该装置通过T型丝杆带动套筒旋转,套筒在滑杆内左右滑动,带动焊枪焊接不同直径大小的焊接件。魏树国设计的焊接装置[2],其支撑架转动时,与配重块相连的连杆保持竖直,使支撑板处于静止状态,转动筒体则能焊接环形焊缝;弧形支撑板和筒体之间形成的密封腔可以保证电弧燃烧,提高焊缝效率且操作简便。陆萍萍设计的焊接装置[3],两段旋向相反的螺纹杆能实现两组夹持组件同时相向移动,三角支撑辊组件可以根据接触压力转动,自动支撑待焊件;焊接时辊轴旋转保证待焊接位置处于上方,减少焊接难度。朱真日设计的焊接装置[4]利用横向调节机构、纵向调节机构和高度调节机构实现压力容器的定位,横向定位孔内限制容器前后移动,便于固定和焊接,可对不同规格的压力容器进行焊接,结构简单,使用方便。李盛好设计的焊接装置[5],通过螺纹杆连接活动块和支撑杆,导向杆外侧连接安装架和限位块。该装置便于直径不同的压力容器上料和固定夹持,能够有效降低工作强度,且稳定性强。朱孟舜设计的焊接装置[6],将多个弧形板紧贴在预制柱外壁,利用弹簧夹紧固定弧形板形成筒状容器,驱动电机转动底板将待焊接位置与焊枪对应,电动滑轨升降焊枪进行焊接。刘进厂设计的焊接装置[7],底部的电动伸缩杆输出端共同固定安装板,安装板上固定焊枪,装置上端之间设有除烟机构,不仅对焊件两端限位,还可除去焊接过程中产生的烟尘。张庆发设计的焊接装置[8],支撑板顶端面上固定的输出轴与传动辊连接电机。焊件转动时无需作业员来回变换工作位置,省时省力。郑肖设计的焊接装置[9],焊接滚轮架装置对接封头辅助调节装置,封头辅助对接调节装置可以固定筒体和封头,通过埋弧焊操作机的自动埋弧焊小车进行环形焊缝焊接,焊接速度快,操作方便。袁红华设计的焊接装置[10],用电机减速实现自动变位,十字滑块连轴器降低两轴同心度要求;双轴承实现调速、正反转、点动功能;脚踏开关制动实用方便,能提高产品焊接质量和生产效率。
3 设计思路
为了克服现有焊接工装设备在装夹大型回转零部件的不足,本文设计了一种适用于总风缸焊接工装夹具,可以方便的进行定位、夹紧、翻转等动作,并通过简单的结构调节,可以实现不同规格尺寸的大型零件装夹。本文所设计的工装涉及内燃机车和电力机车技术领域,主要针对总风缸组装胎,根据总风缸结构特点设计了可拆卸式移动翻转组装胎膜。为适合大型回转零部件焊接时需要回转的特点,便于回转的时候将需要焊接的位置方便的调节置于焊接工人合适的高度,方便进行焊接工作进行,结构选用较为成熟的滚动支撑结构,夹具的定位、夹紧的设计可以承受大型零部件的应用,径向尺寸调节结构方案合理,能够实现不同径向尺寸的大型工件的装夹,机构简单安全可靠,方便操作,提高了生产效率,降低了制作成本。
4 设计方案
本文所设计的装置的主要结构包括左右两个翻转定位夹紧装置、左右两个滚动支撑装置、左右两个滚动支架和夹具体,滚动支撑装置底部设有导轨,夹具包括总风缸夹具和底部夹具,左右两个滚动支架设在左右两个翻转定位夹紧装置之间,滚动支撑装置上面设有翻转定位夹紧装置,滚动支撑装置和翻转定位夹紧装置之间用底部夹具固定连接,翻转定位夹紧装置包括上半圆和下半圆,上半圆和下半圆连接处通过铰链连接。滚动支撑装置可在导轨上移动,可使用组装长度不同的总风缸(1500mm-3000mm);翻转定位夹紧装置是可拆卸的,可预先制作直径不同的夹紧装置,再根据总风缸的直径选择相应的夹紧装置。图1是内燃机车总风缸夹具结构示意图,图2为内燃机车总风缸工装夹具三维图。
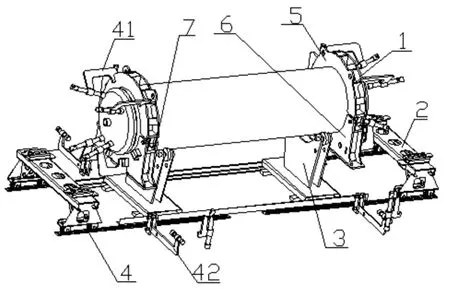
图1 内燃机车总风缸夹具结构示意图
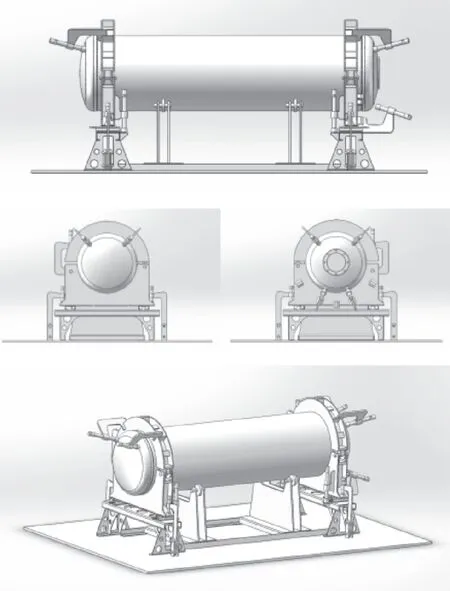
图2 内燃机车总风缸工装夹具三维图
使用前根据总风缸长度,把两个滚动支撑装置调整到合适的距离,然后根据总风缸的直径选择相应的翻转定位夹紧装置,再用夹具把翻转定位夹紧装置固定在滚动支撑装置上,根据需要的尺寸安装在适当的位置实现焊件的定位与装夹。
5 创新特色
(1)本文所设计的工装装备具有重量轻承载能力强,拥有结构紧凑良好的承载能力。对所设计的工装夹具主要结构零部件进行有限元分析,并对所设计的工装夹具系统进行一万次摩擦磨损测试和翻转疲劳测试,可以实现工业应用10年以上使用主要零部件无需更换,5年以上易损零件无需更换。
(2)本文所设计的工装装备采用滚动支撑支架和翻转定位装置,实现连接重量较大的封头,且方便对接,采用滚动支撑支架和翻转定位装置,机构简单可靠,且操作方便。工装装备可以适用不同轴向尺寸和径向尺寸的大型回转件的装夹,应用场合广泛并且价格便宜。
(3)本文所设计的工装装备夹具有与自动机械手连接模块,可以升级为与自动机械手连接,配合机械手完成零部件上料的自动装夹,实现自动化生产。
本文所设计的装备与其他装备的比较如表1所示。对比其他装备可发现本文所设计的装备主要的性能较好,装备的应用推广前景较好。
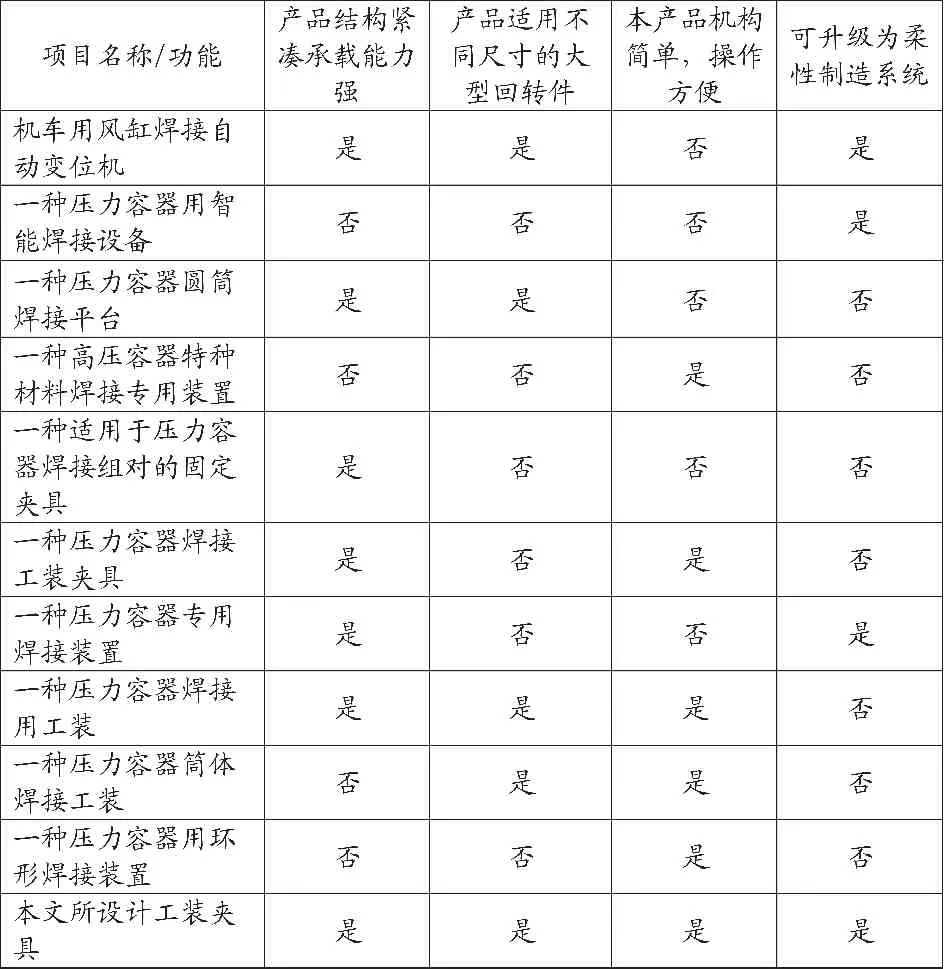
表1 本装备与其他装备的主要性能比较
6 结束语
内燃机车总风缸焊接工装夹具设计通过对夹具的结构设计,高效的实现大型回转零部件焊接的定位、夹紧和翻转。针对本文焊接中较重的封头以及总风缸缸体的特点,采用可拆卸式移动翻转组装胎膜,其中滚动支撑装置可在导轨上移动,可适用组装长度不同的总风缸(1500mm~3000mm);可拆卸的翻转定位夹紧装置根据预先制作的直径不同夹紧装置,选择相应的夹紧装置,实现不同尺寸的回转零部件的焊接;夹具采用与焊接机器人衔接模块,可以与焊接机器人兼容衔接,升级实现大型回转零件自动焊接功能。该装置的设计降低了工人的劳动强度,提高了大型回转件的焊接精度和焊接效率,降低了加工成本,应用前景十分广泛。
猜你喜欢
昆钢科技(2021年4期)2021-11-06 05:31:06
工业加热(2021年8期)2021-09-11 09:29:42
装备制造技术(2021年2期)2021-07-21 05:38:30
昆钢科技(2020年4期)2020-10-23 09:32:14
湖北农机化(2020年5期)2020-05-29 07:58:02
铁道机车车辆(2019年1期)2019-03-18 11:32:40
减速顶与调速技术(2018年3期)2018-08-27 01:48:32
信息记录材料(2016年4期)2016-03-11 15:22:29
西安建筑科技大学学报(自然科学版)(2014年5期)2014-11-10 02:34:24
无锡职业技术学院学报(2013年6期)2013-03-11 19:01:54