钛合金流体软管组件的设计与工艺*
2024-01-02 11:23:52端赣来
电子机械工程 2023年6期
尹 鹏,端赣来
(南京电子技术研究所,江苏南京 210039)
引 言
随着电子设备向着集成化、大功率、轻量化的方向发展,产品的散热要求越来越高,自然冷却和强迫风冷技术常常难以满足。液体冷却由于散热效率高[1]、噪声低而逐渐成为解决散热问题的主要手段,但液体冷却需要密闭的传输通道和液冷源,且存在泄漏风险。对于路径复杂、空间狭窄、需要移动以及工作时需拆卸的液冷系统,系统内部常常采用软管组件连接形成传输通道,因此轻量、可靠的流体软管组件的设计制造技术成为装备研制的关键技术之一。
目前常用的流体软管组件主要有波纹管、橡胶管、聚四氟乙烯(PTFE)软管等。不同软管在应用上都存在一定的局限性,波纹管容易腐蚀开裂,橡胶管低温环境适应性差、容易老化,PTFE软管耐压能力有限。流体软管组件的结构形式主要有喉箍结构、扣压结构、焊接结构等。焊接结构只能用于部分可焊接的金属管材,焊接处易产生变形及缺陷,装配尺寸精度难以保证且外观质量差。喉箍结构是橡胶类软管连接的常用方式,使用过程中不易控制橡胶管的压缩率,喉箍易松脱而发生泄漏。扣压结构外形尺寸小、使用可靠,但需要采用专用设备进行扣压,且扣压量的大小直接影响流体软管组件的性能[2–4],扣压不到位会降低流体软管组件的可靠性,甚至出现漏液,扣压过量则易造成接头损伤而留下隐患[5]。
目前此类流体软管组件主要依赖国外进口且价格昂贵,考虑到产品的国产化要求及降低成本的因素,非常有必要针对该类流体软管组件开展自主设计。本文介绍了一种使用可靠性高、重量轻的钛合金流体软管组件及其制备方法,该软管组件广泛适用于电子设备液体冷却中流体介质的传输。
1 钛合金流体软管组件的结构
钛合金流体软管组件(以下简称流体软管组件)由流体连接器、连接螺母、管接头、锁紧套和PTFE金属软管组成。
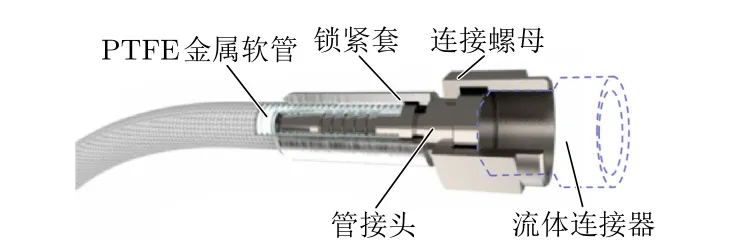
图1 钛合金流体软管组件结构
1.1 材料选择
流体软管组件经常受到高温、高压的综合作用,其应用环境和工作条件通常十分恶劣。综合考虑强度、环境适应性及轻量化设计的要求,管接头及锁紧螺母选用钛合金材料,锁紧套选用比钛合金更软的316L不锈钢,保证扣压时锁紧套优先发生塑性变形。PTFE金属软管选用Superflex SS系列超柔软管,超柔软管内管为纯PTFE材料,外部为304不锈钢编织网,保证软管的强度稳定性和良好的抗拉性能。传统光壁PTFE软管的柔韧性较低,容易过度弯折而失效。传统的波纹状软管容易产生“湍流”而增加流阻,且容易沉积残留物,不易清洁。超柔软管完全解决了以上问题,Superflex SS系列超柔软管内层PTFE软管的剖切面内侧接近光滑,可以减小流阻,外侧为凹凸结构,在扣压状态下可以向内凸起,与管接头倒刺结构匹配,有效提高连接的可靠性。Superflex SS系列超柔软管还具有重量轻、弯曲半径小、耐温范围宽(-70°C~160°C)、防盐雾霉菌、全寿命免维护等特点。
目前国内的快速自密封接头技术还不成熟,同时考虑轻量化要求,因此流体连接器选用STAUBLI铝洁净接头。密封锥面采用铝合金–钛合金配合面,具有良好的硬度匹配性,可以形成可靠密封。PTFE金属软管的主要型号及指标见表1,流体连接器的主要型号及指标见表2。
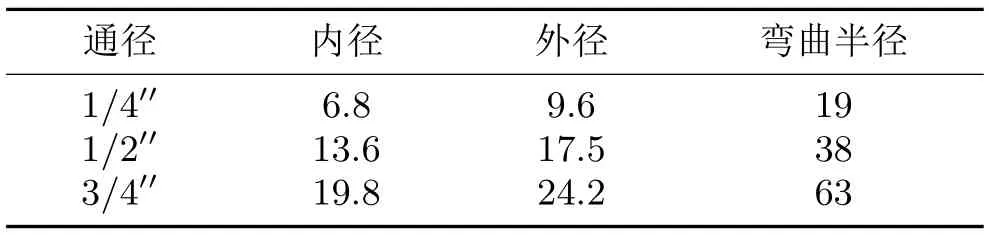
表1 Superflex SS系列超柔软管指标 mm
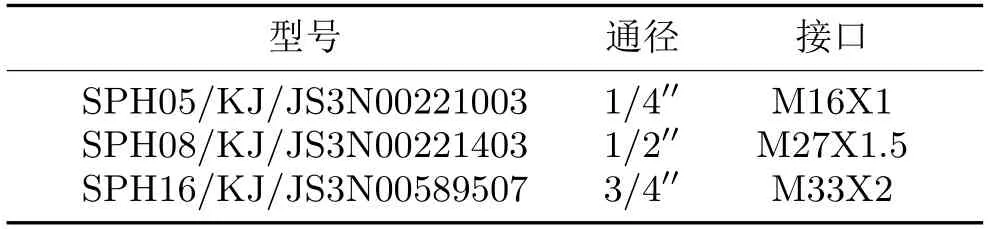
表2 STAUBLI流体连接器型号及指标
1.2 结构设计
作为流体介质传输的关键部件,流体软管组件工作中存在连接处松脱、软管爆破等诸多潜在风险。流体软管组件的失效通常会引起液冷系统失效和泄漏,严重时泄漏的冷却液还会烧坏电子设备。因此流体软管需要满足工作压力1.5 MPa下无泄漏、工作温度-55°C~+70°C的基本技术要求。合理的结构设计是减少流体软管组件失效的关键。
1.2.1 密封锥面设计
流体连接器材质为铝合金,接口采用标准航标74°±0.1°锥面。管接头与流体连接器的配合表面为74°±0.1°,结构形式如图2(a)所示,锥面粗糙度要求达到Ra0.8。为保证管接头的锥面粗糙度及形状公差要求,特设计仿形研磨工装对管接头进行加工,如图2(b)所示。研磨后钛合金管接头锥面的粗糙度可以达到Ra0.4,如图2(c)所示。
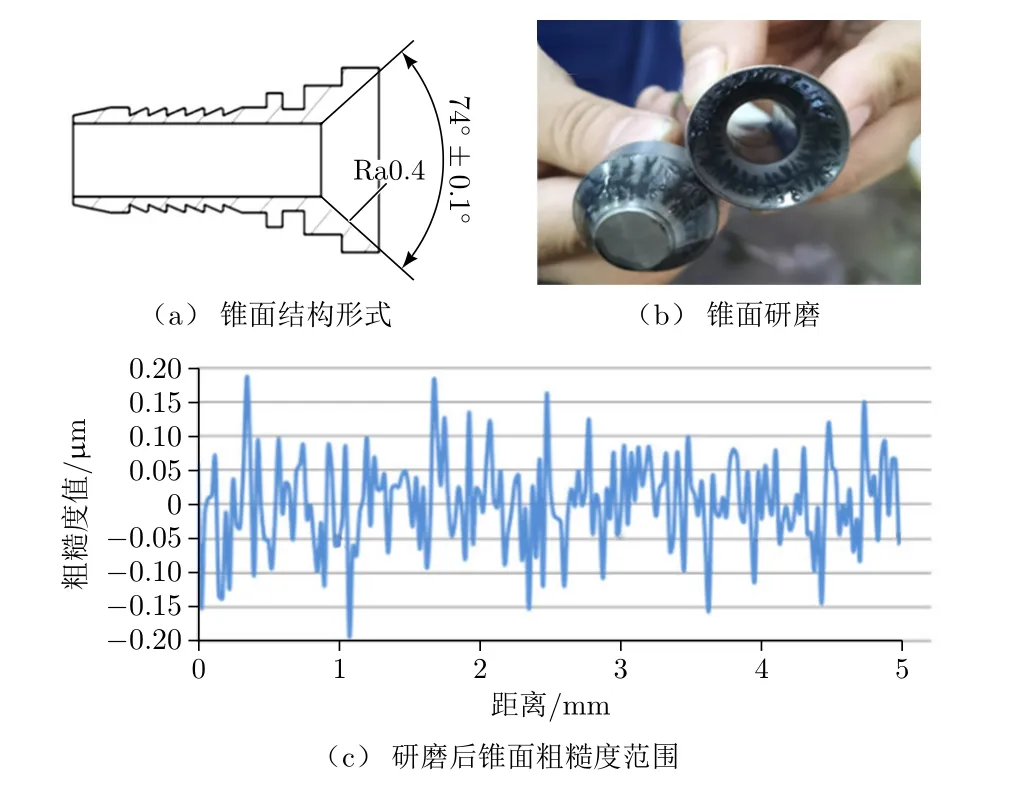
图2 钛合金管接头锥面
1.2.2 扣压结构设计
影响流体软管组件质量的一个关键因素是扣压结构的质量。扣压结构由管接头、锁紧套和PTFE金属软管连接而成,通过对锁紧套施压变形使胶管得到一定的压缩量,从而保证扣压结构的密封性并获得一定的连接强度。管接头或锁紧套的结构设计、装配的扣压量控制以及软管的耐压能力对流体软管组件的使用性能和寿命都有重要影响,它们保证了流体软管组件的强度、密封性和稳定性。
(1)管接头设计
管接头倒刺的形状和结构尺寸直接决定软管扣压后的密封性能和连接强度。如图3所示,倒刺结构是管接头的关键,由倒刺间距x、倒刺高度h及顶部圆角R三个要素确定。
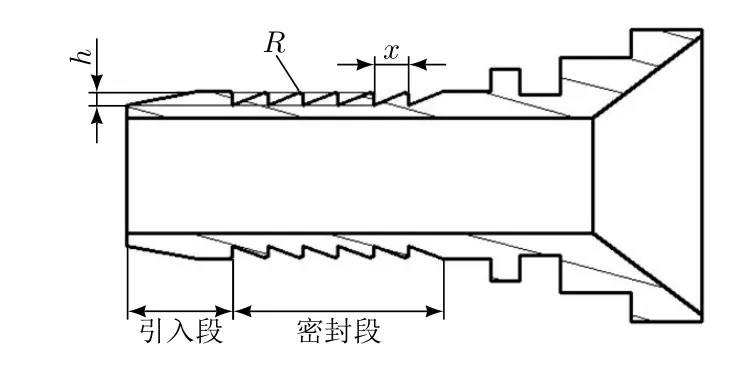
图3 钛合金管接头倒刺结构
PTFE软管的管壁为非均匀的凹凸结构,截面形状如图4所示。软管组件安装时,管接头与PTFE软管内层直接接触,接触区可分为引入段和密封段(图3)。密封段一般有4~6个倒刺,倒刺间距由管壁上凸起的尺寸确定,通常为PTFE软管凸起宽度的2~4倍。管接头与PTFE软管采用过渡配合,软管内壁基本光滑,保证扣压前管接头可以顺利插入软管内部。PTFE软管的凹凸结构在受到扣压力时,管径收缩形成内部突起,与管接头的倒刺结构形成配合,增强拔脱阻力,提高软管组件的连接可靠性。根据经验,倒刺高度h一般取PTFE软管波纹凸起高度的。倒刺顶部圆角R由PTFE软管的硬度和软管内径决定,一般没有强制要求,这里取0.2~0.5 mm。
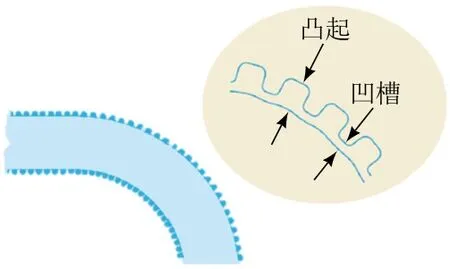
图4 PTFE软管截面图
(2)锁紧套设计
锁紧套是流体软管组件的重要零件之一,锁紧套覆盖在PTFE金属软管外壁上,起到连接管接头和PTFE软管的作用。不同于液压油管的压套结构,锁紧套内壁为光滑表面,不能有凹槽或倒刺结构,以免破坏不锈钢丝增强层而影响流体软管组件的耐压性能和连接强度。锁紧套的长度一般小于管接头倒刺结构的长度,这样可以减小软管组件装配后PTFE软管受到的剪切力,提高软管组件寿命。图5为不锈钢锁紧套及其与管接头安装示意图。
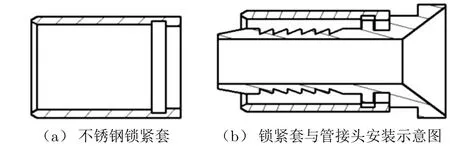
图5 不锈钢锁紧套及其与管接头安装示意图
2 制作工艺
2.1 工艺流程
钛合金流体软管组件制备工艺流程如图6所示。

图6 钛合金流体软管组件制备工艺流程
2.1.1 齐套
首先齐套PTFE金属软管、管接头、锁紧套、锁紧螺母、流体连接器、辅助工具等。
2.1.2 切割软管
测量需要切割的软管长度,在切割部位包上2~3圈3M胶带,防止切割后钢丝层炸开和钢丝层不收拢。采用专用的软管切割机进行切割,切割断面平整,切割长度应符合需求。切割完成后使用泡沫枪对管路进行清洁,去除多余的钢丝毛刺、灰尘等多余物。
2.1.3 零件清洗
将管接头、锁紧套、锁紧螺母放入超声清洗设备内,使用水溶性清洁剂进行超声清洗20 min,然后通入洁净的循环水,继续进行超声清洗10 min后取出,使用洁净的高压空气吹干零件表面的残液,确保零件表面无异物、油污、灰尘等。
2.1.4 组装
将锁紧套从软管接头缓慢穿入至合适位置,然后慢慢将倒刺接头旋转插入软管中,注意软管必须装到倒刺接头的指定位置,否则会影响流体软管组件的密封效果。
2.1.5 扣压成型
选择合适的扣压模具,模具的选择标准是模具极限闭合尺寸接近于设计的软管扣压直径。然后将模具装入扣压设备中,调整扣压参数后将软管组件装入扣压设备模具中进行扣压。
2.1.6 清洗管路
将扣压成型的软管组件连接工装,通入洁净清水进行清洗,保证流道内无灰尘、碎屑等多余物。
2.1.7 检验
扣压完成后进行检验,满足最小扣压尺寸≤首检实测尺寸≤最大扣压尺寸。
2.2 扣压参数确定
2.2.1 扣压量计算
钛合金流体软管组件中扣压结构制备的关键在于扣压量的计算。扣压量是指运用扣压设备对锁紧套施加径向力使锁紧套、PTFE金属软管产生径向变形后,锁紧套外径的径向变形量。扣压量过大容易导致PTFE金属软管及管接头受损,扣压量过小易导致扣压不可靠而引起漏液。
扣压过程中,软管组件受到扣压力的作用,锁紧套发生弹塑性变形,使锁紧套、不锈钢防护网、PTFE软管和管接头倒刺结构之间形成紧密配合。理想状态下,管接头应不发生变形,整个变形主要是锁紧套内径尺寸变小,迫使不锈钢防护网收缩,挤压PTFE软管收缩变形,与管接头倒刺结构充分接触。
钛合金流体软管组件扣压量计算的经验公式为:
式中:T为PTFE软管厚度(凸起高度+壁厚);δ为PTFE软管厚度压缩率;ds为锁紧套内径;Dt为PTFE金属软管外径;dt为PTFE金属软管内径;Dg为钛合金管接头外径;Ds为锁紧套外径;μ为不锈钢锁紧套压缩率;f为不锈钢防护网孔隙收缩率;Dd为不锈钢防护网厚度。
2.2.2 扣压量确定流程
扣压量的计算公式中引入了不锈钢防护网孔隙收缩率、PTFE软管厚度压缩率和不锈钢锁紧套压缩率,可以提高扣压量的计算精度,但是这些参数需要通过以下试验过程获得:
1)根据软管和接头的相关结构和尺寸参数综合分析得到初始的扣压参数范围;
2)选取初始扣压参数范围内的几组扣压数据,分别扣压软管组件,做好实测记录;
3)对扣压后的软管组件分别进行耐压和爆破试验,并进行剖切分析,做好试验记录;
4)根据上述试验结果和剖切分析结果再次修正扣压参数;
5)根据重新修正的扣压参数重复第2~4步;6)按照稳定后的扣压参数进行扣压。
通过大量的扣压及耐压试验得出不锈钢锁紧套压缩率μ为95%~98%,不锈钢防护网孔隙收缩率f为5%~15%,PTFE软管厚度压缩率δ的推荐值为40%~50%,代入式(1)即可求得合适的扣压量。
3 验证试验
根据试验要求,按照工艺参数完成1/4′′、1/2′′和3/4′′通径的钛合金流体软管组件的试制各3组,并进行内径最小通过量检测以及气密性、耐压、爆破、高低温试验等指标验证。
3.1 内径最小通过量检测
该方法是检测扣压过程中过度扣压的有效手段。采用通球实验法观察标准的检测钢球是否顺畅通过管接头的扣压部位,判断管接头的变形情况是否满足要求。检测数据见表3。

表3 钛合金流体软管组件内径通过量检测
3.2 气密性与耐压试验
对钛合金流体软管组件进行气密性检验,如图7所示。根据设计要求,流体软管组件的工作压力为1.5 MPa,因此将流体软管组件一端与检测气源联通并通入1.5 MPa气压,将流体软管组件浸入水中保压15 min,结果表明所有试验流体软管组件的接头及扣压处均无泄漏。在6 MPa气压下再次进行耐压试验,接头及扣压处均无泄漏、变形等异常现象。

图7 钛合金流体软管组件气密性检验
3.3 爆破试验
对完成耐压试验的流体软管组件进行爆破试验,设定保压压力为50 MPa。图8所示为1/4′′钛合金流体软管组件的典型爆破压力曲线。从图8可以看出,流体软管组件在压力达到20 MPa时突然发生泄漏,但并未爆破,继续升压至26 MPa后,软管发出巨响,软管破裂。因此,该钛合金流体软管组件的最大承压为20 MPa。又分别对1/4′′、1/2′′和3/4′′通径的钛合金流体软管组件各进行3组爆破试验(表4),压力均在20 MPa以上。
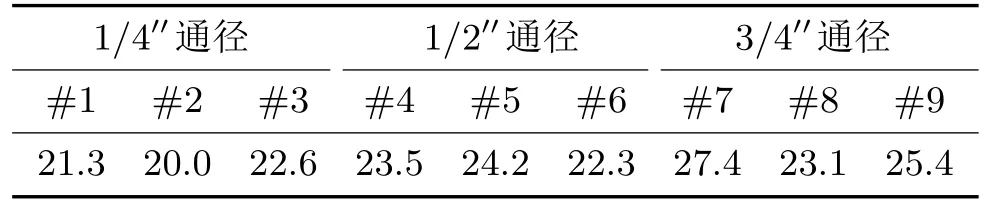
表4 钛合金流体软管组件爆破试验统计表MPa
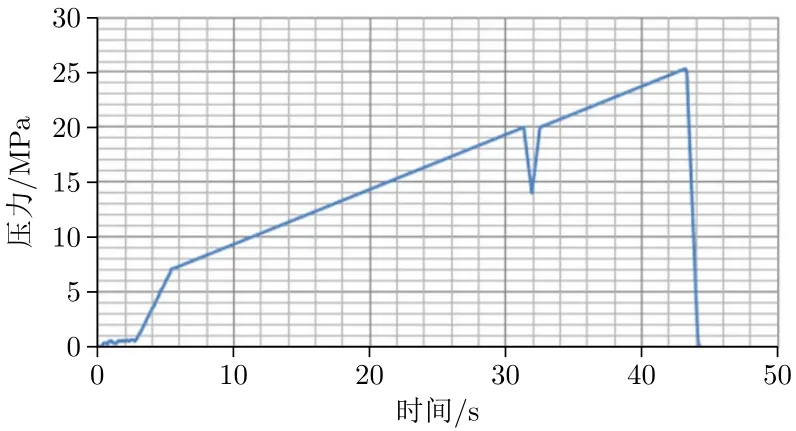
图8 1/4′′钛合金流体软管组件爆破压力曲线
3.4 高低温试验
对通过了气密性试验测试的流体软管组件按照GJB 360B—2009《电子及电气元件试验方法》中相应程序进行高低温试验,在-55°C~+70°C工作温度范围的极限温度下各保持1 h,流体软管组件无泄漏。
4 结束语
本文针对产品中液体冷却系统的管路连接,设计了一种轻量、可靠性高、耐高压、耐腐蚀的钛合金流体软管组件,并对其制备工艺进行了系统研究。对钛合金流体软管组件的密封设计进行了优化改进,并在制备工艺上通过材料硬度匹配和仿形工装设计提升了锥面密封性能。提出了一套扣压量计算方法,为扣压结构的生产过程提供了理论支持,使得流体软管组件一致性好、可靠性高。本文可为其他液冷系统中流体软管组件的设计和制备提供有效的参考。
猜你喜欢
金属加工(热加工)(2022年5期)2022-06-21 04:22:32
化工与医药工程(2022年1期)2022-06-08 03:09:58
水泵技术(2021年6期)2021-02-16 01:14:42
缔客世界(2020年10期)2020-12-11 20:54:27
地理教育·当代幼教(2020年1期)2020-02-16 14:45:42
中国特种设备安全(2019年5期)2019-07-16 08:51:54
浙江化工(2017年6期)2017-07-18 11:26:09
现代农业(2016年5期)2016-02-28 18:42:34
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30