
Tailoring the microstructural characteristics and enhancing creep properties of as-cast Mg-5Bi-5Sn alloy through Mn addition
2023-12-27 01:11YihoLuoWeiliChengHuiYuHongxiWngXiofengNiuLifeiWngHngLiZhiyongYouHuHou
Journal of Magnesium and Alloys 2023年9期
Yi-ho Luo ,Wei-li Cheng,b,* ,Hui Yu ,Hong-xi Wng,b ,Xio-feng Niu,b ,Li-fei Wng,b ,Hng Li,Zhi-yong You,Hu Hou
a School of Materials Science and Engineering, Taiyuan University of Technology, Taiyuan 030024, China
b Key Laboratory of Interface Science and Engineering in Advanced Materials Ministry of Education, Taiyuan University of Technology, Taiyuan 030024,China
cSchool of Materials Science and Engineering, Hebei University of Technology, Tianjin 300132, China
d School of Materials Science and Engineering, North University of China, Taiyuan 030051, China
Abstract The creep properties,microstructural characteristics and creep mechanisms of as-cast Mg-5Bi-5Sn (BT55) alloy without and with Mn(BTM550) addition were investigated via creep at 423,448,and 473 K as well as stresses of 30,50 and 75 MPa.The results indicate that adding Mn can result in the formation of primary and the dynamic precipitated α-Mn phases.In addition,the morphology of the precipitated Mg3Bi2 phase and the orientation relationship between Mg2Sn precipitates and α-Mg can be effectively modified.Tailoring the microstructural characteristics is responsible for the improved creep performance of BTM550 alloy.The dominant creep mechanisms in BT55 and BTM550 alloys are dislocation cross-slip and climb,respectively.Furthermore,twinning and pyramidal 〈c+a〉 slip play an assisting part in both alloys during creep process.
Keywords: Mg alloy;Microstructural characteristics;Creep properties;Precipitates;Dislocation.
1.Introduction
Mg alloys,as the light structural materials,have been widely used in the automotive and aerospace industries owing to their good castability and high specific strength.However,the poor mechanical properties at elevated temperature,particularly creep properties,greatly limit the application of Mg alloys to some extent [1,2].Therefore,the ongoing efforts have been made to develop a series of creep-resistant alloys such as Mg-based metal matrix composites (MMCs) [3–5],Mg-Al-based [6–15],Mg-Sr-based [16–18],Mg-Sn-based[19–24]and Mg-RE-based [25–32]alloy systems.
It was confirmed that the addition of nano sized particles such as SiC and AlN in Mg MMCs can provide Orowan strengthening,exhibiting good creep properties [3–5].However,it has poor processability and high production cost,which restricts its application to a certain extent.Generally,the presence of Mg17Al12phase with low melting point can restrict the further improvement in creep resistance of Mg-Albased alloys [6–15].Previous reports indicated that Mg-Srbased alloys exhibit excellent creep properties with a temperature range from 423 K and 473 K at 50 MPa,but the creep properties at higher temperatures and stress are not available[16–18].In terms of Mg-Sn-based alloy,the thermal stable Mg2Sn phases with the high melting temperature (1043 K)are formed in Mg alloys,which can effectively block dislocations movement.Additionally,several studies illustrated that creep resistance is not very superior and the minimum steady creep rate of most alloys hardly reach 10-9s-1under stresses of 25–50 MPa at 150–200 °C [20–24].Moreover,it was validated that Mg-Nd [25],Mg-Y [26–29]and Mg-Gdbased alloys [30–32]offer excellent improvements in creep properties due to solid solution and precipitation strengthening as well as the introduction of a more thermally stable phase,which could pin dislocation motion and grain boundary sliding.However,RE addition results in the improved production cost and complicated processing route of Mg alloys.Consequently,it is interesting to develop a novel highperformance RE-free Mg alloy system without any low melting point phase.
Mg-Bi based alloys with thermally stable Mg3Bi2phase(high melting point with 1096 K and close-packed crystal structure,a=0.466 nm,c=0.733 nm) are promising candidates to be developed as RE-free heat resistant Mg alloys[33].It was reported that the creep properties of Mg-5Sn with Bi addition are greatly enhanced due to the hindered movement of dislocations and grain boundary sliding by Mg3Bi2phase distributed at the grain boundaries and inside the grains[34].Among the alloying elements,the solubility of Sn inα-Mg matrix decreases from 14.85 wt.% at 834 K to 0.45 wt.%at 473 K,indicating that the fine Mg2Sn phases are easily and uniformly precipitated during the deformation process,which leads to more effectively pinning effect on dislocation movement.Some previous work demonstrated that considering the creep properties of Mg alloy,the addition of Sn to Mg should be kept within 5 wt.% [19,20,24].
Mn is one of the widely used alloying element in Mg alloys.The addition of Mn could improve the corrosion properties of Mg alloys,which is attributed to the formation of a Mn oxide film and/or the formation of intermetallic phases with harmful cathodic impurities like Fe [35,36].Nevertheless,the addition of Mn can also significantly enhance the strength and creep resistance [1,7,16,37,38],resulting from that the formation ofα-Mn precipitates play a crucial part in blocking dislocation [7,16-18,39].In addition,adding Mn can refine microstructure via serving as heterogeneous nucleation,which is conductive to the creep resistance improvement [16-18,39].
At present,there are few reports focusing on improving the creep properties of as-cast Mg–Bi based alloys via alloying approach.Therefore,novel cast Mg-5Bi-5Sn alloys without and with Mn addition are developed,and the microstructural characteristics,creep properties and creep mechanism of the studied alloys were investigated in depth.
2.Experimental work
The Mg-5Bi-5Sn (BT55) and Mg-5Bi-5Sn-0.5Mn(BTM550) cylindrical ingots with the height of 80 mm and diameter of 60 mm were produced by melting high pure Mg,pure Bi,pure Sn and Mg-10 wt.% Mn under the protective atmosphere of CO2and SF6gasses (VCO2:VSF6=40:1).
Tensile creep specimens with 18 mm gage length,4 mm width and 2 mm thickness were tested at 30,50,75 MPa and 423,448,473 K for 100 h or fracture.Three samples were carried out for per condition to guarantee accuracy in RDL100 electronic creep testing machine and the calculated mean value was used as a result.It is note that the creep test was chosen for constant stress rather than constant load.Additionally,to identify the formation temperature evolution of eutectic network structure under the effect of Mn addition,the solidification path of the BT55 and BTM550 alloys was measured by the differential scanning calorimetry (DSC) with a heating rate of 10 °C/min.
The microstructure before and after the creep of the alloys was analyzed in detail by X-ray diffractometer (XRD:Rigaku Ultima IV) and scanning electron microscope (SEM:Mira 3XMU) equipped with an energy dispersive X-ray spectroscope (EDS).For SEM observations,the samples using 1000–4000 grit SiC papers were ground,polished,and then washed via alcohol and air dried.The polished surface was etched through a picric etchant mixed with 4.2 g picric acid,70 ml alcohol 10 ml acetic acid and 10 ml distilled water for 10~15 s.Transmission electron micrographs (TEM: JE-2100F operated at 200 kV) were used to observe the detailed microstructure after creep at 423 K under 75 MPa for 100 h or fracture.For TEM observations,the sample using 800,1000,1500,and 2000 grit SiC paper was ground to 400 μm,200 μm,and 40 μm,respectively,and subsequently polished via ion beam with a vacuum condition till the sample perforated.Note that the results of TEM were analyzed by the combination of software Digital Micrograph and jade 6.
3.Results and discussion
3.1. Creep behavior of the studied alloys
Fig.1 shows creep strain-time curves of as-cast BT55 and BTM550 alloys.At constant temperature of 423 K (Figs.1a and b),except for the BT55 alloy at 75 MPa,all the curves of the studied alloys can be divided into two stages,namely strain hardening stage and steady state stage.It is clearly observed that the creep curve of BT55 present typical characteristics containing three stages (primary creep (stage I),steadystate creep (stage II) and tertiary creep (stage III)) at 75 MPa.The creep life time and creep strain are 88 h and 1.32%,respectively.The minimum steady creep rate is 2.05×10-9s-1obtained from the creep time derivative of the creep curve.Note that the increments in creep strain of BTM550 alloy are not sensitive to the increasing stress,especially at 75 MPa.
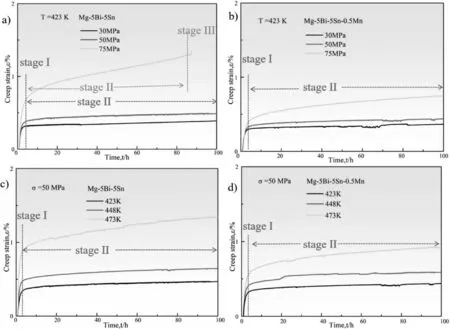
Fig.1.Creep strain curves of as-cast BT55 and BTM550 alloys at a) and b) 423 K,stresses ranging from 30 to 75 MPa and c) and d) 50 MPa,temperature ranging from 423 to 473 K,respectively.
As the stress is constant at 50 MPa (Figs.1c and d),the creep curves contain two stages as mentioned above.The creep strains of both alloys increased as the temperate increased.It should be noted that the dependence of creep strains on the temperature is less obviously in BTM550 alloy than that of BT55 alloy.There is a 43.75% difference between the creep strains under the same condition,coming mainly from primary creep,which implies different creep mechanisms.Table 1 summarized the minimum steady creep rate for both alloys after testing for fracture or 100 h.The minimum steady creep rate of BT55 and BTM550 alloys is 9.32 × 10-9and 7.81 × 10-10at 473 K and 50 MPa,respectively,suggesting that the addition of Mn can obviously enhance the creep resistance.
Generally,the steady creep rate can be described with the applied stress (σ) and the absolute temperature (T) by the power-law equation as follows:
whereA,n,QandRrepresent the material constant,stress exponent,activation energy for creep,and molar gas constant,respectively.When setting the absolute temperature constantT,the stress exponent n can be calculated:
When the stress is constant,the formula can be modified as:
It can be seen from Fig.2 that the calculated stress exponent of BT55 and BTM550 alloys based on fitting results are 6.06 and 4.26,respectively.In addition,the activation energy of BT55 and BTM550 alloys are 188.92 kJ/mol and 133.12 kJ/mol,respectively.Generally,it is believed that there are four dominant creep mechanisms in Mg alloys connected with n andQvalues.The n value~1 is considered diffusion as the main creep mechanism,~2 grain boundary sliding,~3 viscous gliding of dislocation,ranging from 4 to 6 dislocation climb and ≥6 cross slip during creep process [27,28,30,31,40].Besides,Q=40–60 kJ/mol stands for creep deformation dominated by grain boundary slip,ranging from 60 kJ/mol to 80 kJ/mol for grain boundary diffusion,92 kJ/mol for dislocation pipe diffusion,134 kJ/mol for selfdiffusion of Mg,highly more than 134 kJ/mol for cross slip[2,18,27].
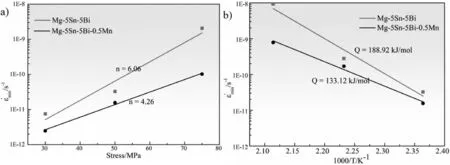
Fig.2.The minimum creep rate vs.a) applied stress at 423 K and b) 1000/T at 50 MPa,respectively.
According to the n andQvalues of BT55 alloy,the creep process is dominated by cross-slip.While,it is inferred that the dislocation climbing mechanism during creep process is suitable for BTM550 alloy,implying the Mn alloying is effective in enhancing the creep process of the present Mg-Bi-Sn alloy system.
3.2. Microstructural characterization
3.2.1.As-cast microstructures
Fig.3a illustrates the XRD patterns of the studied alloys.The as-cast BT55 and BTM550 alloys are mainly composed ofα-Mg,Mg3Bi2and Mg2Sn phases.Note that no peaks corresponding to Mn-containing phase are observed in the XRD pattern,which is due to relatively low content of Mn in the BTM550 alloy.As indicated in Fig.3b,two alloys exhibit the same melting point (approximately 640 °C),but it is clearly found that the eutectic temperature of BTM550 alloy(535.78 °C) is lower than that of BT55 alloy (543.19 °C),suggesting that Mn addition can decrease eutectic temperature.
Figs.4a-f show the SEM micrographs and EDS mapping of as-cast BT55 alloy.As indicated,a great number of massive phases consisted of Mg2Sn and Mg3Bi2are distributed along grain boundaries,forming continuous or semicontinuous reticular structure.In addition,certain polygonal,spherical and bulky phases in the grain interior could also be observed.EDS mapping results indicated that the polygonal and spherical particles are Mg3Bi2phases and the other phases with varied morphology are mixed Mg2Sn and Mg3Bi2precipitates.
Figs.4g-l present the SEM images and EDS mapping of as-cast BTM550 alloy.Compared with the as-cast structure of BT55 alloy,the network structure of BTM550 alloy along the grain boundary is finer,indicating that Mn addition can refine network structure via decreasing eutectic temperature.It was mentioned in other literature that coarsening of the skeleton structure reduces the ability to impede dislocation movement,which is not conducive to creep resistance [2].The highly interconnected framework composed of hard intermetallic compounds plays a significant part in improving the creep resistance because it can withstand greater loads from matrix[8,9].Furthermore,as indicated in Fig.4l,a small amount of Mn phase is found and distributed in the grain interior and along the grain boundaries in certain micro-regions.
3.2.2.Microstructural evolution during creep
It is clearly observed that some reticular structures have collapsed (as shown by yellow arrow-heads) in BT55 alloy after creep at 423 K under 75 MPa for 88 h in Fig.5a.Similar phenomenon was also observed in Mg-Al alloys during creep deformation[8,9].It can be taken into account that dislocation slip preferentially occurs within the softα-Mg grains during creep process,resulting in the accumulation of a large number of dislocations on the reticulated skeleton,which causes strong stress concentration.Thereby,the reticular structures are disintegrated due to the stress concentration,and the ability in hindering dislocations is weakened,namely deteriorating the creep performance [9].As shown in Figs.5a and b,certain twins (indicated by the arrow) form in certain grain interiors of the BT55 and BTM550 alloys,demonstrating that twins are one of the significant deformation mechanisms during creep in both alloys [40].
In order to clarify the dynamic precipitation of nanometric precipitates,TEM observation was carried out.Fig.6a shows bright field TEM images of as-cast BT55 alloy after creep at 423 K under 75 MPa for 88 h.Two different shapes of precipitates can be clearly observed.Based on the selected area electron diffraction (SAED) pattern (Figs.6c and e),the rod-shaped precipitated phase can be confirmed as Mg3Bi2,and the precipitated phase in the form of spheres is Mg2Sn.However,the orientation relationship between both precipitated phases and Mg matrix are not found.The mismatch parameterδcan represent whether there is a coherence relationship of the phase boundary and be calculated by the following formula:

Fig.6.a) Bright field TEM images of as-cast BT55 alloy for dynamic precipitation after creep at 423 K under 75 MPa for 88 h;dynamic precipitation of b)Mg3Bi2 and c) Mg2Sn and their corresponding SAED pattern d) and e) and high-resolution TEM image f) and g),respectively.
whered1andd2stand for the interplanar spacing of precipitate and matrix,respectively [41].Based on the interplanar spacings of (0002)Mg3Bi2and (10–12)Mgmeasured to bed1=0.371 nm andd2=0.190 nm,respectively,the mismatch parameterδcan be obtained to be 0.645.For the precipitated phase Mg2Sn,the mismatch parameterδis equal to be 0.562 according tod1=d(200)Mg2Sn=0.338 andd2=d(10–12)Mg=0.190.It is well known thatδ <0.05 stands for the coherent phase boundary,>0.25 for the incoherent phase boundary,and when theδvalue is in the median,the phase boundary is semi-coherent.Hence,calculatedδhas validated that the precipitated phase Mg3Bi2and Mg2Sn have no orientation relationship withα-Mg,respectively.
Fig.7a shows bright field TEM images of as-cast BTM550 alloy after creep at 423 K under 75 MPa for 100 h.The Mg3Bi2precipitated phase (indicated by black circle in Fig.7b) is identified by SAED (Fig.7c).Similarly,the orientation relationship with the matrix is not found.The mismatch parameterδcan be calculated to be 0.409 viad1=d(0002)Mg3Bi2=0.371 andd2=d(10–11)Mg=0.245,validating that the phase boundary is incoherent.Moreover,it is apparently observed that there is almost no rod-shaped precipitated phase.Most of the Mg3Bi2precipitated phases have changed significantly in shape from rod to plate.Obviously,the plate-shaped precipitated phases are more uniformly distributed,resulting in more effective dislocation obstruction.Therefore,this is also one of the reasons for the improvement in the creep performance of BTM550 alloy.There are three main explanations to rationalize the variation in shape of precipitates.Firstly,it was reported that the shape relies on the elastic modulus of the matrix with the second phase under the precondition that the elastic modulus of the magnesium matrix is isotropic[7].The precipitated phase changes in shape after Mn addition accounting for deference in the elastic modulus for elastic selection of the shape.Additionally,Oh-ishi proposed that varying the lattice mismatch between Mg and the precipitated phases is responsible for the change in the shape of the precipitated phases [42].In this study,it was found that the mismatch parameterδhas changed from 0.645 to 0.409 for precipitates Mg3Bi2.This indicates that the addition of Mn can alter the lattice mismatch between Mg and the Mg3Bi2precipitated phases,which thus results in a change in shape of the precipitates Mg3Bi2.Besides,previous evidence suggested that lattice defects are prone to induce the transformation of the precipitates shape as well as further enforce a new energetically favorable shape [43]and Mn can increase the stacking fault energy via the formation of stack faults(SFs)[1,18].In Figs.11e and f,it is apparently observed that the stack faults occurred in Mn-containing alloys,indicating that the plate-shape Mg3Bi2precipitates can be more energetically favorable.
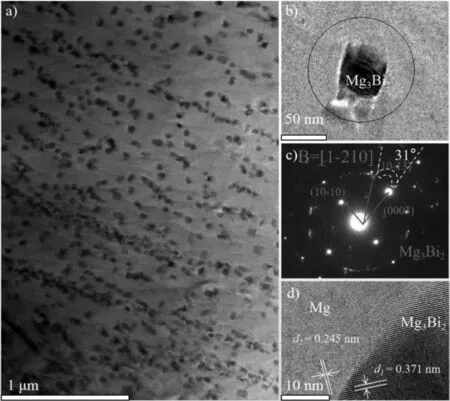
Fig.7.a) Bright field TEM images of as-cast BTM550 alloy for dynamic precipitation after creep at 423 K under 75 MPa for 100 h;b) dynamic precipitation of Mg3Bi2 (demonstrated by the black circle) and c) corresponding SAED pattern and d) high-resolution TEM image.
Fig.8 illustrates the bright field TEM images of as-cast BTM550 alloy for Mg2Sn dynamic precipitation (indicated by the black circle).It is obviously observed that the size of nano-scale precipitation has not been greatly refined compared with that of the Mn-free alloy.Furthermore,the orientation relationship between plate-shaped Mg2Sn precipitates and Mg matrix is found,which can be expressed as:

Fig.8.a) Bright field TEM images of as-cast BTM550 alloy for Mg2Sn dynamic precipitation (indicated by the black circle) with b) corresponding SAED pattern and their schematic representation after creep at 423 K under 75 MPa for 100 h.
Mendis.et al.pointed out that if changes in the morphology or orientation relationship of the precipitated phase are realized without drastically reducing the average particle size,a significant increase in strength can be achieved without losing the potential thermal stability of the particle distribution[44].In this study,the addition of Mn cannot sufficiently refine the size of the precipitated phase Mg2Sn,and it is surprisingly found that the precipitated phase Mg2Sn is parallel to the prismatic planes of the Mg matrix based on the orientation relationship.The prismatic precipitation plates always generate greater Orowan increments in yield stress than those made from basal precipitation plates,[0001]precipitation rods and spherical particles,which is the most effective particle to inhibit the dislocation on the basal plane,and further hinder the cross-slip from the basal plane to the prismatic planes[45].The significant question is: why does Mg2Sn show an orientation relationship with the matrix after adding Mn element? The ratio of the lattice parameter between the matrix and the precipitated phase is an important factor to be considered to control the orientation.In addition,the previous literature studied the influence of alloying additions in solid solution on the lattice parameters a and c of Mg crystal [44].The results show that Mn can decrease the lattice parameters a and c of Mg.Therefore,it is reasonable to infer that the preferential orientation relationship between Mg2Sn and the matrix in the BTM550 alloy is attributed to the Mn addition.
Fig.9a shows the bright field TEM images of as-cast BTM550 alloy after creep at 423 K under 75 MPa for 100 h.The rod-shape precipitates (as shown by the red circle) can be identified asα-Mn via high-resolution TEM and corresponding fast Fourier transform.α-Mn precipitation has a body-centered cubic crystal structure with lattice constants ofa=0.631 nm.When adding ≤1% Mn element [1,7,39],α-Mn precipitates are formed in the creep deformation,which can become a strong hindrance to dislocations.Similarly,Celikin et al.reported that the coherent strain field around theα-Mn precipitates may interact with the dislocations,which can pin the dislocations [16].Additionally,it should be noted that the different creep mechanisms of BTM550 alloy are partially attributed to the cooperation effect of the primaryα-Mn phase and dynamicα-Mn precipitates [18].
Figs.10 and 11 show bright field TEM micrographs of the as-cast BT55 and BTM550 alloys after creep at 423 K under 75 MPa for 88 h and 100 h,respectively.As shown in Fig.10a,it can be evidently seen that the accumulation of dislocations on the grain boundaries,causing strong stress concentration.This leads to fragmentation of the reticular skeleton,and thus easily deteriorates the creep performance of BT55 alloy [8,9,49].Twins with additional dislocation accumulation have also been observed in Fig.10b.Previous work stated that twin formation is closely related to local piled-up dislocation in Mg alloys after creep deformation [16,18].

Fig.10.Bright field TEM micrographs show deformed microstructures in the as-cast BT55 alloy after creep at 423 K under 75 MPa for 88 h.a) Dislocation plugging at grain boundaries;and b) formation of twin boundary.
In Fig.11a,dislocation interaction induced by nano-scale precipitated phases are observed,which is beneficial to dislocation multiplication.Certain areas with high-density dislocation are presented in Fig.11b,the presence of these areas indicates that the recovery mechanism of dislocation annihilation will be initiated during the creep process.As illustrated in Fig.11c,well-defined subgrain boundary (SB) are observed evidently.Jiang et al.noted that since basal slip is easily activated during creep deformation,the basal dislocations from different parallel basal slip planes are formed as subgrain boundaries (SBs) to balance the deformation [8].During the creep process,when dislocations are blocked at the SBs,back stress will be generated to “shut off” the dislocation source.Only when the number of dislocations is reduced can the dislocation source be reactivated.It should be highly noted that this can just be completed by dislocation climb and annihilation at the SBs in this process.Thereby,the presence of SBs in the crept sample,to a certain extent,can demonstrate that dislocation climb can be the operative creep mechanism.Similar phenomenon also observed in crept Mg-9Al-1Zn-1Sr alloy containing SBs at 423 K [8].Accordingly,the existence of SBs can be used as evidence that dislocation climb is predominant creep mechanism of BTM550 alloy.
Furthermore,twins have also been observed in the BTM550 alloy.For single twin deformation,the amount of deformation is still very small even if twin shear occurs in the whole material.However,the existence of twinning can change the orientation of the grains,leading to new slip system and further deformation,when the dislocation is accumulated at the obstacle.In addition,certain dislocation tangles could be observed in the twin interior,which implies that twins could act as obstacles to the movement of dislocations.The interaction between twinning and dislocation would lead to mitigate the increasement in strain during creep deformation.Recently,many previous works have pointed out that twinning has strong interaction with cross-slip containing basal slip and prismatic slip,which can result in higher creep resistance[25-29,40].This can be interpreted as the hindrance to further movement of the cross-slip that can lead to rapid rates and large strain.Besides,the activation of twins can inhibit the initiation of cracks that are not conducive to creep performance in the stress concentration region during creep process [46].As indicated in Figs.11e and f,the stack faults,contacting with incomplete or partial dislocations in crystals[47],were observed via high resolution TEM inside theα-Mg grains of BTM550 alloy after creep at 423 K under 75 MPa for 100 h.Recent reports validated that stacking faults can effectively hinder dislocations,and thus decreasing the creep rate in partial [48,49].
The whole court applauded her with hands and tails; and for a moment her heart felt quite gay, for she knew she had the loveliest voice25 of any on earth or in the sea
3.2.3.Creep mechanisms
To verify the creep mechanisms more accurately,TEM observations of BT55 samples at 423 K under 75 MPa for 88 h are performed using two-beam mode and the results are demonstrated in Fig.12.The corresponding incident beam direction isB=[2–1–10].Based on the invisibility criterion,dislocations are invisible when “g×b=0”,wherebandgrepresent Burgers vectors and diffraction vectors,respectively.Under the condition of diffraction vectorg=[0002],all〈a〉 dislocations with burgers vectorb=[11–20]are extinct but dislocations containing c-component can be observed.As shown in Fig.12a,numerous dislocations (indicated by the red arrow) could be observed,which could be determined as〈c+a〉 dislocation [27,31].Wheng=[01–10],a large number of 〈a〉 type dislocations will be in sight,as indicated in Fig.12b.The dislocations parallel with basal plane are treated as basal 〈a〉 dislocations.Except for basal dislocations,some short dislocations are perpendicular to the basal plane or inclined at a large angle,which are considered to be prismatic〈a〉 dislocations,most of which are connected at right angles to the basal dislocations [25-27,31].Consequently,it can be concluded that 〈a〉 dislocations (indicated by the yellow arrow),with long dislocations on the basal plane and short dislocations on the prismatic plane,cross-slip are identified as the primary creep mechanism of BT55 alloy.
The TEM bright fields of BTM550 alloy crept to 100 h at 423 K under 75 MPa are indicated in Fig.13,which are carried out underB=[2–1–10].As the diffraction vectorg=[0002],〈a〉 dislocation is invisible and 〈c+a〉dislocation can be clearly observed as straight or curved lines (indicated by the red arrow in Fig.13a),which is tilted at a random angle with respect to the basal plane,and the similar results are reported by Xiao et al.[27].When the diffraction vectorg=[01–10],〈a〉 dislocations(marked by red arrows in Fig.13b) can be clearly observed.These dislocations are parallel to the (0002) basal plane identified as the basal 〈a〉 dislocation.It can be seen from Fig.13c that there are also discontinuous curves (indicated by blue arrows),which are arranged by short lines parallel to the basal plane.This is dislocation climb consisting of edge 〈a〉 dislocation that extends from one basal plane to an adjacent basal plane,and the results are in accordance with previous reports [25,30].Therefore,dislocation climb is the primary creep mechanism during creep deformation.
In summary,cross-slip and dislocation climbing are seen as the dominant creep deformation mechanisms for BT55 and BTM550,respectively,both accompanied by the occurrence of twinning and pyramid 〈c+a〉 slip.The pyramid 〈c+a〉slip is consisted of sessile 〈c〉 dislocation and glissile 〈a〉 dislocation,while the twinning cannot directly result in main creep strain but can cause strain along c-axis [28,29].Hence,the pyramid 〈c+a〉 slip with 〈c〉 component usually occur to coordinate twinning.Furthermore,when only the occurrence of basal dislocation movement can result in insufficient strain increment,it is difficult to accommodate plastic deformation.Therefore,pyramid 〈c+a〉 slip is also easily initiated to balance plastic compatibility and strain increment [31].On the other hand,the cross-slip formed by the coupling of the dislocation movement of the screw 〈a〉 dislocations on the basal plane to the prismatic plane easily leads to large creep strain increment.The climb consisted of edge 〈a〉 dislocation causes insufficient strain increment because it can only move on the basal planes.Additionally,the rank of accelerating creep rate is cross-slip>dislocation climb [28].In other words,when the time is constant,the creep strain increment caused by the cross-slip is the larger.This implies that the cross-slip greatly deteriorate the creep performance.Therefore,this can explain why the creep deformation and creep rate of BT55 and BT550 differ greatly at 423 K and 75 MPa.
4.Conclusions
In this study,the influence of Mn addition to BT55 alloy on the microstructure tailoring and creep behaviors was investigated.The main conclusions can be drawn as follows:
(1) Adding Mn can induce the network structure refinement and the formation of primaryα-Mn phase and the dynamically precipitatedα-Mn phase during creep process,which could provide pinning effect on the dislocation movement.Among them,the pinning effect induced by dynamically precipitatedα-Mn phase is dominant.
(2) The morphology of Mg3Bi2precipitated phase can be modified from rod-like in BT55 to plate in BTM550.In addition,a preferential orientation relationship between Mg2Sn precipitates andα-Mg could be determined in BTM550 alloy:
(3) The stress exponent and activation energy are 6.06 and 188.92 kJ/mol in BT55 alloy and 4.26 and 133.12 kJ/mol in BTM550 alloy,respectively.It is confirmed that the main creep mechanisms in BT55 and BTM550 alloys are dislocation cross-slip and climb,respectively.Additionally,twinning and pyramidal〈c+a〉slip assist creep deformation in both alloys.
Acknowledgments
This study was jointly supported by the National Natural Science Foundation of China (Grant Nos: 51704209,51701060,51901153),Natural Science Foundation of Shanxi province (Nos: 201801D121088,201901D211096) and the Science and Technology Major Project of Shanxi province(Nos: 20191102007,20191102008).
 Journal of Magnesium and Alloys2023年9期
Journal of Magnesium and Alloys2023年9期
- Journal of Magnesium and Alloys的其它文章
- Corrosion behavior of composite coatings containing hydroxyapatite particles on Mg alloys by plasma electrolytic oxidation: A review
- Rational design,synthesis and prospect of biodegradable magnesium alloy vascular stents
- Antibacterial mechanism with consequent cytotoxicity of different reinforcements in biodegradable magnesium and zinc alloys: A review
- Preparation,interfacial regulation and strengthening of Mg/Al bimetal fabricated by compound casting: A review
- Pitting corrosion behavior and corrosion protection performance of cold sprayed double layered noble barrier coating on magnesium-based alloy in chloride containing solutions
- Designing strategy for corrosion-resistant Mg alloys based on film-free and film-covered models