
基于统计学的面料用纱质量标准制定方法
2023-12-18 05:58:44侯小伟
纺织器材 2023年6期
侯小伟
(泰山学院 艺术学院,山东 泰安 271000)
生产差别化纤维的企业,纱线品种多、批量小、批次多,设备状态参差不齐,各工序的工艺单下发、产品检测数据均各自独立、效率低且准确性存在偏差。笔者根据成纱质量标准、半成品质量标准的8项指标,基于统计学制定面料用纱质量标准(以下简称质量标准),实现质量数据和质量标准的联动,以及生产中的异常数据的及时报警,改变了原工作效率低、原质量数据无标准的问题。
1 制定质量标准的内容及流程
1.1 制定质量标准的内容
质量标准的内容主要包括客户用途及织机类型、纱线在织机上的用途、产品纤维含量标准、化学原料、半成品质量指标、成纱指标、100 km纱疵及与纱线质量密切相关的其他指标等。
1.2 制定质量标准的流程
1.2.1 原工艺流程
工艺员接到计划单后,制定工艺单;制定好的工艺单打印后下发各工序,车间各工序主管接到工艺单后,通知改纺工翻改品种;改纺工取样进行试验测试,并与前期质量数据对比,试验合格后开具开车通知单、正式开车运行,中间存在大量等待和传递时间。
1.2.2 借助ERP制定质量标准
生产部工艺员、布样分析员(分析布样及客户提供纱样的人员)和车间工艺员,各自进入ERP工艺设计系统填写工艺参数,经系统自动计算生成工艺单及质量标准,自动下发到各工序。调换车间原生产品种,生产部工艺员可直接进入ERP系统找到相应的工艺单及质量标准经审核后自动下发。原流程大部分为人工纸质传递,效率低下;借助ERP系统后,质量标准传递更及时、准确,减少了等待时间,且所有纸质联系均被ERP系统的电子表格代替。
2 制定质量标准的内容及方法
2.1 客户用途及织机类型
质量指标是控制质量的依据,但非唯一依据。不同客户对布面质量关注侧重点不同,即不同织造和染整加工方式、不同用途的最终产品用纱应有不同质量指标要求。纱线用途主要分牛仔用纱、白坯染色用纱、针织用纱、毛巾用纱等。织机类型主要有喷气织机、剑杆织机、喷水织机、片梭织机和有梭织机等。与客户沟通后,将客户信息随时添加到《客户用途及织机类型信息表》中,客户下单后,系统自动提取客户用途和织机类型等信息生成到质量标准中。表1为部分客户用途及织机类型汇总示例。
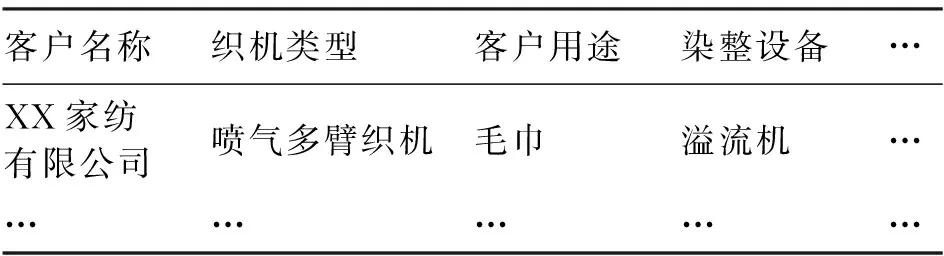
表1 客户用途及织机类型信息汇总
2.2 纱线在织机上的用途
经纱、纬纱根据客户用途的不同,对纱线工艺设计和质量标准的制定侧重点不同,业务人员根据客户要求,注明是经纱还是纬纱,之后自动提取生成到质量标准中去。
2.3 产品纤维含量标准
产品纤维含量标准是混纺纱的一个关键性指标,决定着纱线是否降等,可根据纱线的国家标准和行业标准进行汇总。如赛络纺C/W 70/30 59.1 tex纱,根据《棉与羊毛混纺本色纱》中纤维含量标准规定,70/30为公定质量比,折算干重比为71/29,且纤维含量允许偏差不大于±3.0%[1],将这些指标输入即可自动生成到质量标准中。表2为部分产品纤维含量标准和纤维含量允许偏差汇总示例。
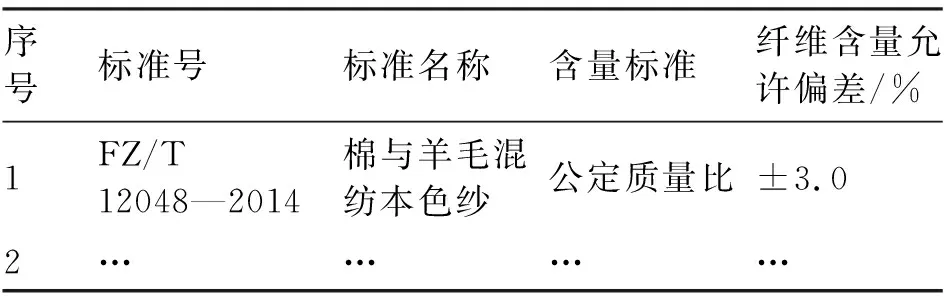
表2 部分产品纤维含量标准和纤维含量允许偏差
2.4 化纤原料
了解纤维特性,包括所用原料的性质、物理指标及特点等,记录到《原料进厂检验记录》里。如:化纤原料采购标准主要包括原料规格(dtex×mm)、单纤维断裂强度、疵点含量、含油率、比电阻、回潮率;车间使用标准主要包括比电阻、回潮率和不达标处理方法等。之后,即可根据纱线所含纤维名称自动提取生成到质量标准中。表3为部分化纤原料特性及采购使用标准汇总示例。

表3 部分化纤原料特性及采购使用标准
2.5 半成品质量标准
半成品质量标准主要包括棉卷、生条质量指标。
棉纤维生条质量指标主要包括棉结、短绒率及杂质含量,化纤生条质量指标主要测试生条手扯棉结数;梳棉工序是减少纤维棉结的最佳点。根据客户要求配棉,将生条质量指标自动提取生成到质量标准中。表4为部分配棉生条质量标准汇总示例。

表4 部分配棉生条的质量标准
2.6 成纱指标
2.6.1 根据用途制定成纱指标
根据用途制定成纱指标:① 牛仔用纱的捻度、捻不匀、强力、强力CV值和条干CVb值对纱线质量有重要影响;② 针织用纱要求纱疵要少,应控制好粗节和棉结,捻度要均匀且偏低,重点关注长细节、条干CVb值、捻不匀、毛羽指数及最低强力等指标;③ 毛巾用纱要求纱线强力高、捻度低,对纱线的条干、纱疵要求不高,对强力CV值、毛羽和捻不匀要求较高;④ 白坯染色用纱对异纤纱疵、单纱强力、条干、+200%棉结及毛羽指数等要求高;⑤ 大倍数竹节纱,需关注包装回潮、断裂功、捻接强力、强力CV值及最低强力等指标;⑥ 长丝包芯纱质量控制要点为长丝存储、不同日期长丝混用最大跨度时间、长丝牵伸倍数、长丝退绕张力控制、长丝喂入位置等。
2.6.2 制定纱线成纱指标的原则
原料的主要指标,如马克隆值、纤维长度、断裂强度、短绒率、回潮率及含杂率等均会影响布面的染色和牵伸性能;因乌斯特统计值无所用原料指标信息,因此利用乌斯特统计值评价纱线指标是片面的。国家标准一般只规定纱线质量常规指标,而市场客户对纱线质量指标的要求更多且更严格;国家标准侧重于检测方法,如果使用国家标准要求评价纱线质量易造成客户索赔。生产差别化纤维为主的企业,其质量标准的制定,大部分品种很难在国家标准和乌斯特公报中查到,一般可以将打样后满足客户布面质量要求的指标,作为纱线质量标准。因此,制定纱线质量指标的原则是:结合纱线的国家标准及乌斯特公报标准,根据目标市场,主要由打样样品指标和产品的最终用途为主来制定纱线质量标准。
2.6.3 制定成纱指标的方法
2.6.3.1 生成成纱指标
标准是保证质量指标在允许范围内波动,质量指标的公差范围就是统计学上的置信区间,下面介绍置信区间算法的具体步骤。
第1步,选定置信水平为(1-a);a是显著性水平,用来判定对纱线要求“宽松”还是“严格”,这个概率越高,估计的可靠程度越高,做出决策的把握也就越大。纺织企业一般规定,a=0.05(置信水平为95%)或a=0.01(置信水平为99% ),笔者采用较“严格”的a=0.05[2]。
第2步,确定估计量的概率分布,当σ未知且符合正态分布时,采用t分布。
第3步,通过《成纱质量数据库》抽取此用户该品种所有试验数据及次数n。
第4步,自动计算平均值X,计算标准差S,根据实验次数n自动获取K值。
第5步,求出置信区间[X-KS,X+KS],自动生成质量指标的上、下限。
2.6.3.2 实例解析
质量指标的上、下限是根据生产过程中的实测数据来确定的,它反映的是企业自身条件变化导致的质量波动。只有2组以上数据才有标准差,因此函数公式根据数据组数,采用不同方案。
第1种方案:2组及以上实测试验数据,采用置信区间的算法,如赛络纺C/R 50/50 59.1 tex纱,查ERP成纱质量数据库,有6组试验数据,根据函数公式,就会自动生成标准的上、下限,把生成的质量指标自动生成到质量标准中去。2组及以上数据制定质量指标的方法如表5所示。

表5 2组及以上数据制定质量指标的方法
第2种方案:1组实测数据,需要加1个修正系数K值,K值的确定根据品种和各厂的实际情况,无统一标准。如赛络纺C/天竹 50/50 59.1 tex纱,查ERP成纱质量数据库有1组试验数据,自动生成标准的上、下限。1组数据制定质量指标的方法如表6所示。

表6 1组数据制定质量指标的方法
2.6.4DR值
DR值与针织物外观评价具有直接相关性,纺纱企业要根据客户与产品情况,建立DR值控制标准[3]。DR值与布面长粗节、长细节密切相关,陕西长岭纺织机电科技有限公司李友仁教授得出的不同DR值纱与CV值和织物外观的关系,见表7。

表7 不同DR值纱与CV值和织物外观的关系
应用DR值得出:① 赛络纺2根粗纱喂入,DR值较小;② 改善原料,降低原料短绒含量,纤维之间联系力增大,有利于DR值下降,稳定性增加;③ 包芯纱的DR值,显著小;④ 影响成纱DR值及稳定性,在于喂入细纱牵伸区前的粗纱状态,3 m以上成纱不匀多为粗纱造成的;⑤DR值与短片段不匀无相关性,与中片段不匀具有相关性,与3 m以上的不匀呈正相关性;⑥DR(+)和DR(-)数值接近,若差异较大,说明指标有问题,需查找原因。
2.6.5 黑板棉结及杂质
黑板棉结及杂质不仅会影响纱线评等、织物外观质量以及染整加工后的布面和色泽,还会破坏半制品的内在结构[4]。乌斯特条干仪测试的棉结与布面棉结有相关性,但不能“划等号”。有时侯,乌斯特条干仪测试的棉结少,但黑板棉结偏多且大,或电清反映的小棉结多,就会出现布面棉结多的情况。黑板棉结及杂质与布面质量正相关,要保证纱线质量必须关注黑板棉结。表8为部分号数棉纱的黑板棉结及杂质质量标准示例。
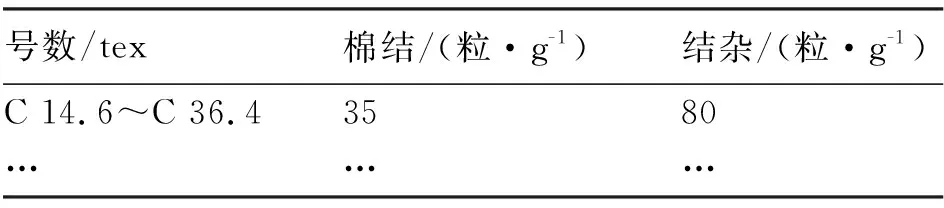
表8 部分号数棉纱的黑板棉结及杂质质量标准
2.6.6 其他变异性质量指标的控制
好的质量指标不仅包括指标平均值,还应包含指标的一致性及稳定性。变异性质量指标主要包括质量不匀率、CVb值、毛羽不匀率、捻度不匀率及强力不匀率等,这些指标影响棉纱质量的稳定性,也是影响后道产品外观质量的重要因素,市场及用户关注度较高[5]。常规品种的CVb值、毛羽不匀率、捻度不匀率及强力不匀率等参照乌斯特公报,差异化品种参照打样水平;质量不匀率普梳纱不大于2.0%,精梳纱不大于1.8%。部分号数棉纱普梳机织纱变异性指标控制要求见表9。

表9 部分号数棉纱普梳机织纱变异性指标控制要求
2.7 100 km纱疵标准
根据纱线最终用途,纺纱厂和纱线采购商共同决定哪些纱疵需要控制。采用USTER纱疵仪测试100 km纱疵,应定期检查清纱曲线,杜绝恶性纱疵;优化电清工艺等有利于100 km纱疵的控制。部分号数普梳针织纱100 km纱疵质量标准见表10。
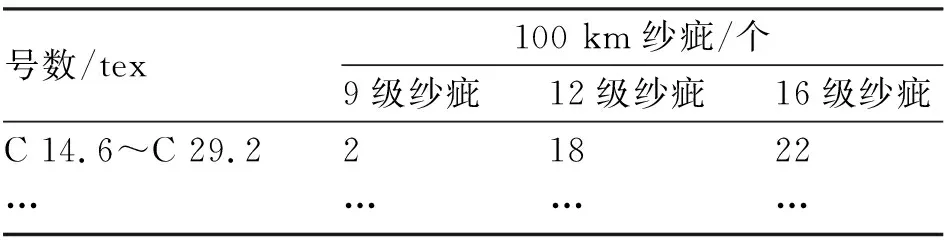
表10 部分号数普梳针织纱100 km纱疵质量标准
2.8 与纱线质量密切相关的指标
2.8.1 异纤纱疵
棉纱中异纤对布面外观质量的影响越来越大,屡遭投诉和索赔,对企业造成经济损失,因此要高度重视[6]。不同颜色布面对异纤的要求见表11。

表11 不同颜色布面对异纤的要求
计算异纤含量的方法:折算系数根据常规布面经纬密、布幅计算得来,经纱折算系数为经纱用纱总长度除以1000 km,纬纱折算系数为纬纱用纱总长度除以1000 km,经纬纱部分折算系数见表12。
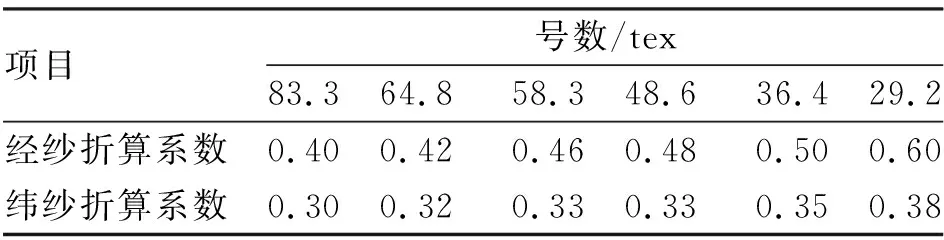
表12 经纬纱部分折算系数
实例解析:电清异物切纱数包括有害异纤、棉杆纤维、棉籽颗粒等,以赛络纺CJ/T 90/10 36.4 tex漂白纱为例(经纬共用),其异物切疵情况见表13。

表13 异物切疵情况
由表11~表13可知,分析30个异物纱疵中有2个有害异纤,占比为6.7%;1000 km纱异物切纱数为61个,1000 km纱有害异纤数为4.1个,36.4 tex经纱折合系数为0.50,36.4 tex纬纱折合系数为0.35,折合为100 m布经纱有害异纤数为2.1个,折合100 m布纬纱有害异纤数为0.7个,共计2.8个,小于100 m布标准要求的异纤数为20个。
2.8.2 细纱千锭时断头
细纱千锭时断头就是1000个锭子在1 h内的断头根数;细纱断头合格率等于实测千锭时断头合格台数除以实测总台数的百分比。部分细纱千锭时断头标准见表14。
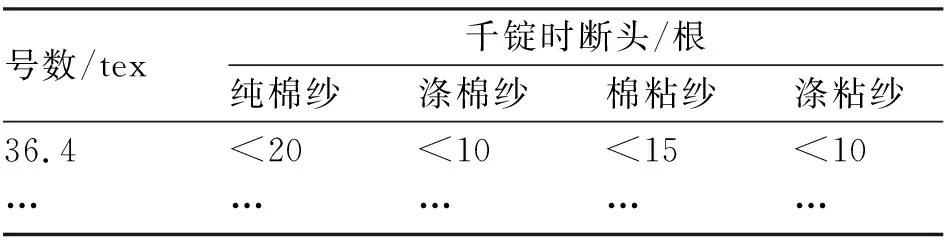
表14 部分细纱千锭时断头标准
2.8.3 络筒1000 km纱切疵数
通过观察络筒1000 km纱切疵数,若纱疵超过标准要及时排查原因并整改。部分品种1000 km纱疵数质量标准见表15。
2.8.4 捻接质量合格率及稳定性
不同企业、不同品种适用性的捻接质量合格率均不同,要根据实际情况制定,一般规定为捻接强力、捻接外观和伸长3项。
a) 捻接强力:捻接强力应不小于原纱强力的75%;在用力拉伸有捻接的纱线时,断头应该弹开;纱线不应总是在捻接处断裂,纱线接头在拉伸时不应滑离脱开。
b) 捻接外观:接头应该有统一的长度;接头中纤维不外露,纤维混合均匀;接头处纱线表面的纤维排列正常;纱尾完全包覆在接头中;捻接接头表面应光滑,与原纱基本一致。
c) 伸长:纱线接头处应具有一定的拉伸率,不得小于原纱拉伸率的70%,捻接接头处不能脆断。
2.8.5 细小纱疵的把控
细小纱疵主要包括常发性细小纱疵和偶发性细小纱疵。常发性细小纱疵,如细节、粗节、棉结只能近距离辨认;偶发性细小纱疵,主要靠近纱体0轴,大部分在纱体内部,清除比较困难。细小纱疵单个出现危害性较小,如果密集出现则对布面危害较大。
每个工序出现问题都会造成细小纱疵增多,细小纱疵主要是纤维排列结构不良造成的。纤维排列结构不良的主要原因是:钳口未控制的纤维多,变速状态不受控制;在牵伸过程中,纤维易受杂质干扰;当纤维受打击而断裂时,短绒率升高,粗、细节增加。
一般情况下,纤维都是以单纤维变速的,当以束纤维变速时就会产生粗、细节。须条粘连,棉卷或棉条层、圈之间粘连或在高架上粘连,或导致意外伸长;因条子运行路径比较长,如精梳条的纤维比较顺直、抱合力较差,容易造成意外伸长。
纤维处于浮游状态的原因:① 纤维比较短;② 牵伸隔距与纤维长度不匹配;③ 摩擦力界控制力比较弱;④ 喂入纤维结构较差,排列混乱;⑤ 纤维在运行过程,受到擦挂的影响。部分品种细小纱疵控制标准见表16。
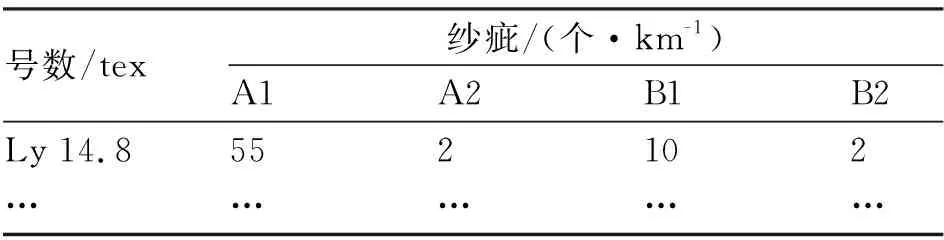
表16 部分品种细小纱疵控制标准
2.8.6 各工序回潮率的控制
纱线回潮率直接影响纱线的强力、毛羽、条干不匀率、棉结等指标,和成纱质量关系密切,是纺织厂重点控制的主要指标之一[7]。原棉的回潮率影响前纺开松和除杂,需在标准分级室充分吸放湿平衡;粗纱、细纱回潮率影响罗拉粘缠和断头等;络筒回潮率影响纱线毛羽和断头。各工序回潮率及温湿度的控制标准见表17。

表17 各工序回潮率及温湿度的控制标准
2.9 生成质量标准
将从前到后的8项质量标准逐项生成为1张表格,形成一套系统的质量标准,保证每个客户每个品种均有质量标准。将质量标准的所有内容生成到一个工作表中,利用Excel中的Vlookup纵向查找函数,对质量标准使用多个表格之间快速导入数据功能,帮助我们在众多工作表数据中找到答案,生成质量标准表格。如需查找客户用途及织机类型,分别在织机类型、客户用途、染整设备等表格中,正确输入Vlookup函数,在客户名称输入“XX家纺有限公司”,用客户名称进行查找引用,自动生成织机类型是喷气多臂织机,用途是毛巾,染整设备是溢流机的信息。其他质量标准的内容,也可以通过查找函数Vlookup进行快速导入数据。
3 结语
在多品种、小批量、断续式订单模式下,每个品种都需要单独制定质量标准,且质量标准应根据品种和客户用途制定。成纱指标根据客户产品要求,或者根据样品指标采用统计学置信区间制定质量指标的上、下限,再根据质量指标上、下限进行工艺设计,保证质量指标在某一范围内波动,以稳定车间质量。应用质量标准可以对纱线半成品、成纱质量进行预警,以达到纱线质量和成本的最优化。
猜你喜欢
纺织器材(2020年1期)2020-03-24 09:14:34
国际纺织导报(2019年2期)2019-05-30 07:31:48
中成药(2018年9期)2018-10-09 07:18:42
中成药(2018年7期)2018-08-04 06:04:24
中成药(2018年7期)2018-08-04 06:04:06
中国粮油学报(2018年12期)2018-03-19 05:40:42
现代检验医学杂志(2016年1期)2016-11-12 13:20:00
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16 10:57:34
科技创新与应用(2014年23期)2014-07-21 01:20:26
中国药业(2014年21期)2014-05-26 08:56:31
