
汉麻/棉混纺精梳整体锡林和顶梳的设计与配套
2023-12-18 05:58:38薛庆
纺织器材 2023年6期
薛 庆
(金轮针布(江苏)有限公司,江苏 南通 226143)
0 引言
整体锡林和顶梳是精梳机的核心梳理部件。整体锡林梳理钳板握持纤维须丛的前端,排除纤维须丛中的棉结、杂质和短绒,提升纤维的平行度、伸直度和分离度;顶梳则梳理分离须丛的后端,即梳理钳板钳唇死隙部分及钳板握持点后边的部分纤维,剔除短绒,提高精梳条的纤维整齐度,并排除棉结、杂质等疵点。目前,整体锡林和顶梳在棉精梳机上的应用较为成熟,已形成系列化配套。
汉麻纤维是天然纤维素纤维,具有抑菌、吸湿透气、防静电、抗紫外线辐射等优良特性,但纤维较短、强度相对较差,直接纺纱较困难,通常与棉纤维以一定的比例混纺。汉麻/棉混纺产品兼具汉麻、棉天然纤维性能优点,能满足人们对环保、健康、时尚的要求。其精梳梳理通常采用棉纺整体锡林,梳理过程中对汉麻纤维损伤大、精梳落棉中含麻多,因此针对汉麻/棉混纺精梳机用整体锡林和顶梳的优化设计和配套研究,可以为汉麻/棉混纺选型配套提供参考[1-7]。笔者从汉麻/棉混纺精梳工艺、整体锡林与顶梳优化设计、试验验证等方面展开论述。
1 汉麻/棉混纺原料性能及精梳工艺特点
1.1 原料性能指标
相对于棉纤维,汉麻纤维较短、强度较差,摩擦因数大、抱合力差,吸湿性和防静电性好。汉麻纤维与棉纤维的力学性能指标对比见表1。
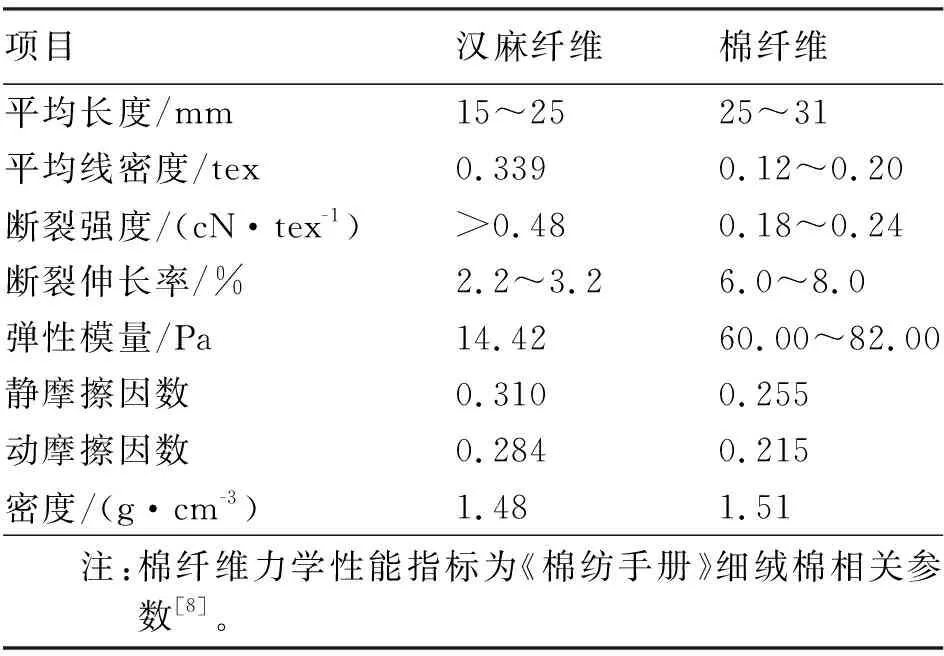
表1 汉麻纤维与棉纤维力学性能指标对比
汉麻纤维长度分布与结杂直径分布分别见图1、图2。

图1 汉麻纤维长度分布
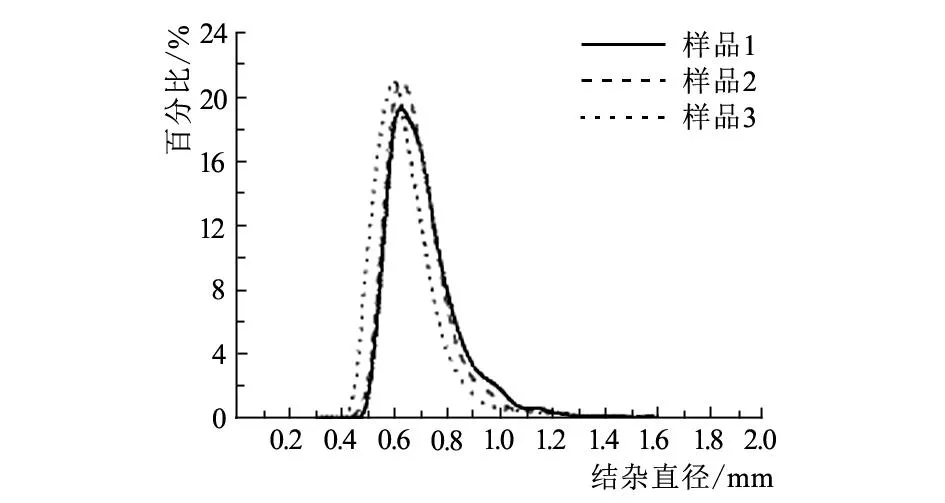
图2 汉麻纤维结杂直径分布
汉麻/棉混纺精梳小卷纤维长度分布和棉结直径分布分别见图3、图4。

图3 汉麻/棉混纺精梳小卷纤维长度分布
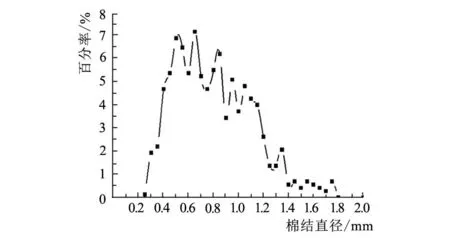
图4 汉麻/棉混纺精梳小卷棉结直径分布
1.2 精梳工艺特点
a) 小卷定量。汉麻/棉混纺小卷定量一般为60 g/m~70 g/m,不宜过大。过大时小卷横截面纤维根数多,而汉麻纤维较粗、脆,易充塞锡林、损伤纤维,使整体锡林出现梳理不充分、梳理效果差的问题。
b) 落棉隔距。采用较小落棉隔距,钳板开口早,增加了锡林梳理后汉麻/棉纤维丛头端的抬头时间,有利于汉麻/棉纤维丛充分抬头及新旧棉网的顺利搭接;闭口晚,可采用较大的锡林定位,避免因锡林第一排针过早到达钳口而抓走纤维。落棉隔距减小,锡林梳理开始定时和梳理结束定时均推迟,而锡林梳理时间的增加,有利于梳理效果的提高。汉麻/棉混纺精梳落棉隔距宜设置为8 mm~9 mm。
c) 给棉方式。根据精梳机给棉过程理论,采用不同给棉方式适纺的最短纤维长度和精梳落棉率均不同,如前进给棉时适纺的最短纤维长度较小、精梳落棉率小,所以汉麻/棉混纺选用前进给棉,降低落棉率,增加较短的汉麻纤维进入棉网的概率,有利于减少精梳落棉中汉麻纤维的含量。
d) 给棉长度。不同给棉长度,钳口外纤维须丛纤维数量不同,钳口外纤维须丛受到锡林重复梳理的次数不同,排除短绒、棉结、杂质的效果不同。汉麻/棉混纺精梳工艺选择给棉长度,应根据成纱质量及精梳质量的控制要求合理选择,适宜的给棉长度为4.7 mm或5.2 mm。
e) 顶梳齿密。顶梳齿密应与锡林针布齿密相匹配,以发挥精梳机的梳理作用。由于汉麻纤维较粗,低配棉时选用顶梳齿密为24齿/cm,高配棉时选用顶梳齿密为26齿/cm,并根据精梳质量控制要求选择插入深度,一般选择0或+0.5。
f) 锡林齿数和定位。锡林总齿数为21 000齿~28 000齿,锡林定位设为37分度。
g) 其他参数设置。搭接刻度选择为+0.3;法兰偏心为60 mm;总牵伸倍数为13.12,与棉纺时相似,后区牵伸倍数为1.5;梳理隔距为0.3 mm~0.4 mm;精梳机速度为300 Nip/min。
2 汉麻/棉混纺用精梳整体锡林及顶梳设计
2.1 整体锡林
2.1.1 设计原则
汉麻/棉混纺精梳梳理的过程中,汉麻纤维较粗、脆,易充塞锡林、损伤纤维,造成嵌花,且毛刷难以清除。因此,相对于棉精梳锡林,汉麻/棉混纺精梳锡林在设计过程中应注意:① 锡林总齿数和各梳理区齿密不宜过大,适当增加齿条基部厚度和纵向齿距,减少作用在每根纤维上的针齿数;② 适当增大齿片前角、减小齿深,便于毛刷清理;③ 前排齿片与纤维平行,后排齿片交替倾斜并适当放小齿片的倾斜角,一般倾斜角为1.5°~2.0°,减少对纤维的控制。
根据上述汉麻/棉纤维特性及对梳理的要求,优化设计整体锡林的梳理齿面圆心角为90°,横向排列第1组齿片与纤维丛和梳理方向平行,后几排齿片齿交替倾斜角为1.5°,分别设计GJX-E-90-X型、GJX-E-90-TP28型和GJX-E-90-J型3种齿密进行优化对比试验。
2.1.2 锡林总齿数设计
通常情况下,精梳机整体锡林总齿数越多、顶梳齿密越大,则精梳落棉越多、梳理效果越好。由于汉麻与棉为特性差异较大的两组分纤维混合精梳,应根据纺纱质量及精梳落棉的不同要求,确定棉层纤维根数N与锡林总齿数Z之间的比例关系。锡林总齿数Z可根据梳理度公式推导得到。
梳理度公式[9]为:
(1)
式中:
C——梳理度;
Z——锡林总齿数;
N——小卷横截面纤维根数;
B——分离隔距/mm;
δ——钳板死隙长度/mm;
A——给棉长度/mm;
W——落棉率/%。
则锡林总齿数Z为:
(2)
根据立达手册[10]推荐的锡林型号、纤维马克隆值及棉层纤维根数、给棉方式等的经验值范围,可以测算出锡林梳理度取值范围。前进给棉时,锡林梳理度为0.21齿/根~0.27齿/根;后退给棉时,锡林梳理度为0.41齿/根~0.57齿/根。在实际生产中,锡林梳理度设定一般取决于精梳纱品种及其质量要求。纱线号数越小、精梳质量要求越高,梳理度应偏大取值;反之,则梳理度应偏小取值。因汉麻/棉混纺精梳落棉率控制为16%~19%,采用前进给棉方式,建议梳理度为0.15齿/根~0.18齿/根,整体锡林具体设计参数见表2。
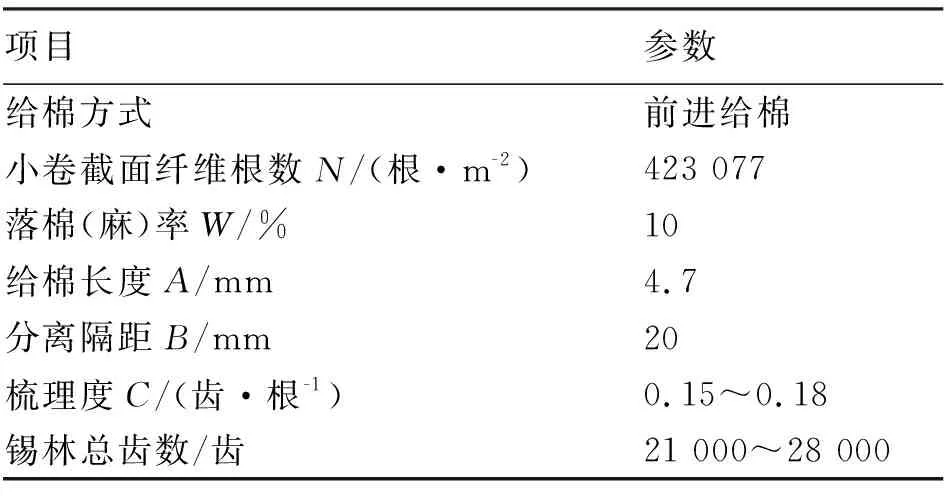
表2 整体锡林设计参数
2.1.3 锡林梳理齿面圆心角和分区数设计
根据锡林总齿数(21 000齿~28 000齿)及现有齿条规格,梳理齿面圆心角采用90°设计方案。GJX-E-90-X型、GJX-E-90-TP28型 和GJX-E-90-J型3种配置整体锡林均采用5等分区整体锡林,优点是针布前区至后区的横向齿密变化均匀有利于渐进分梳,梳理度可通过纵横向齿密进行控制;缺点是梳理度较大,易造成精梳条断条及落棉(麻)率偏高,需重新配置齿密。
2.1.4 不同型号整体锡林参数设计
为了方便毛刷清除、防止嵌花,应注意:① 齿片基部厚度和纵向齿距偏大取值,最后一个梳理区的齿片基部厚度为0.48 mm或0.40 mm,纵向针排数取10或12;前三区齿片基部厚度可以为0.80 mm,0.65 mm,0.60 mm,0.55 mm等,纵向针排数可以为4,6,8,10,12;② 齿片工作角偏大掌握,取值为32°~42°,且从前区到后区逐渐增大;③ 齿片横向倾斜角偏小配置。
3种型号整体锡林齿面圆心角为90°,宽度为320 mm,齿顶圆半径为62.7 mm,齿根圆半径为52.4 mm,第1组齿片倾斜角度为0,后4组交替倾斜角度为1.5°。
2.1.4.1 GJX-E-90-X型整体锡林
GJX-E-90-X型整体锡林总齿数为25 000齿,其5组齿片的具体参数设计见表3。
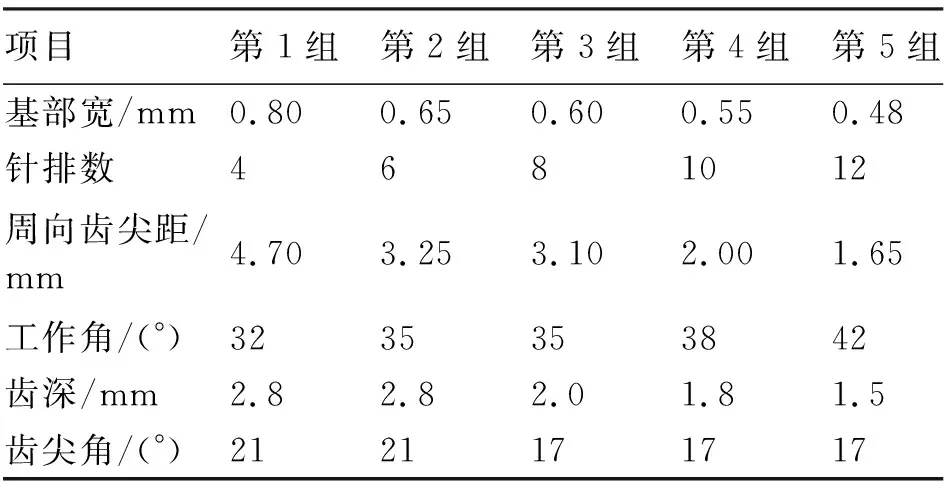
表3 GJX-E-90-X型整体锡林5组齿片参数
2.1.4.2 GJX-E-90-TP28型整体锡林
GJX-E-90-TP28型整体锡林总齿数为25 000齿,其5组齿片的具体参数设计见表4。
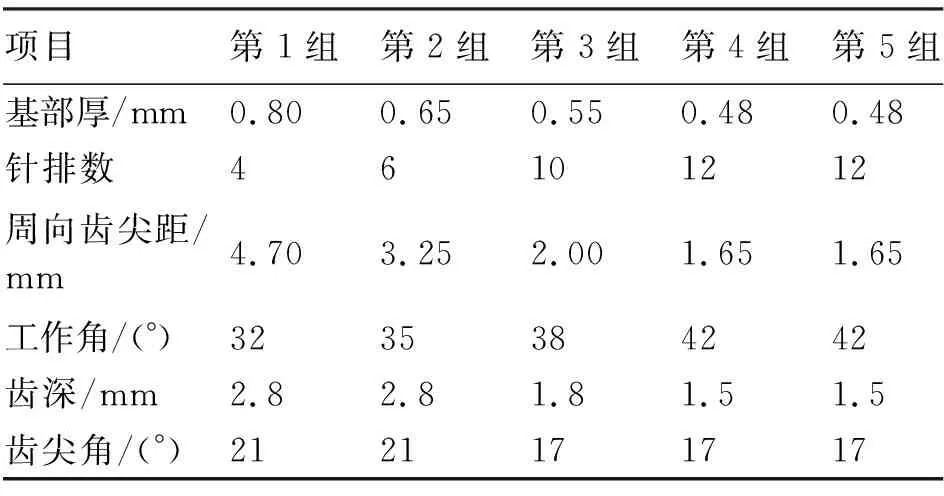
表4 GJX-E-90-TP28型整体锡林5组齿片参数设计
2.1.4.3 GJX-E-90-J型整体锡林
GJX-E-90-J型整体锡林总齿数为28 000齿,其5组齿片的具体参数设计见表5。
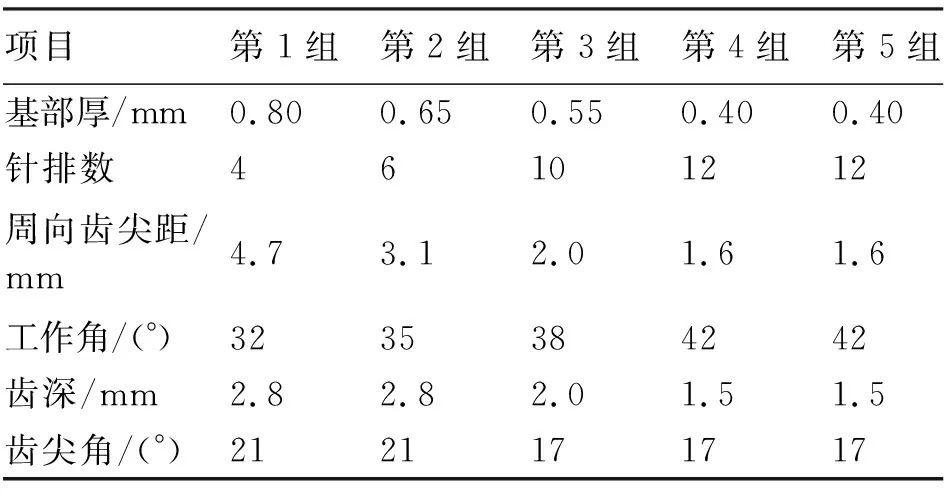
表5 GJX-E-90-J型整体锡林参数5组齿片参数设计
2.2 汉麻/棉混纺用顶梳的设计
根据汉麻/棉混纺纤维的特点及混纺比例,顶梳齿密度不宜太大,一般为24齿/cm或26齿/cm。顶梳齿形设计采用榫型结构,齿尖夹角为15°~18°,有利于减少顶梳齿片间的摩擦,防止发生顶梳嵌花问题;靠近基部处均采用-15°工作角设计,使顶梳梳理的棉结、短绒和杂质积累一定数量后在重力作用下掉落,达到自清洁的效果。根据试验方案选用GJD-E-240-P型和GJD-E-260-B型顶梳,其齿形结构见图5。

图5 顶梳齿形结构
3 试验验证
3.1 试验原料
汉麻/棉 40/60 混纺精梳小卷质量指标见表6。

表6 汉麻/棉混纺精梳小卷质量指标
3.2 纺纱工艺流程
普梳流程(汉麻/棉预并条):并条机→粗纱机→细纱机。
精梳流程(汉麻/棉精梳小卷):精梳机→并条机→粗纱机→细纱机。
3.3 工艺参数设置
试纺设置的精梳主要工艺参数见表7。

表7 精梳主要工艺参数设置
3.4 测试仪器及测试指标
利用aQura棉结与短纤维测试仪,测试精梳条棉结、杂质含量、纤维长度分布以及短纤维含量;利用Uster条干仪,测试精梳条条干均匀度、成纱条干、成纱棉结、千米粗节和千米细节含量;利用YG063T全自动单纱强力仪,测试成纱断裂强度;利用YG172毛羽测试仪,测试成纱毛羽含量及毛羽指数。
3.5 试验方案设计
根据实践经验设计汉麻/棉混纺精梳工艺,采用单因素试验法设计试验方案,见表8。

表8 汉麻/棉混纺锡林试验方案设计
4 试验结果及分析
4.1 不同齿密顶梳对精梳条及落棉率的影响
在精梳锡林总齿数为25 000齿时,不同齿密顶梳的精梳条及落棉率对比见表9。
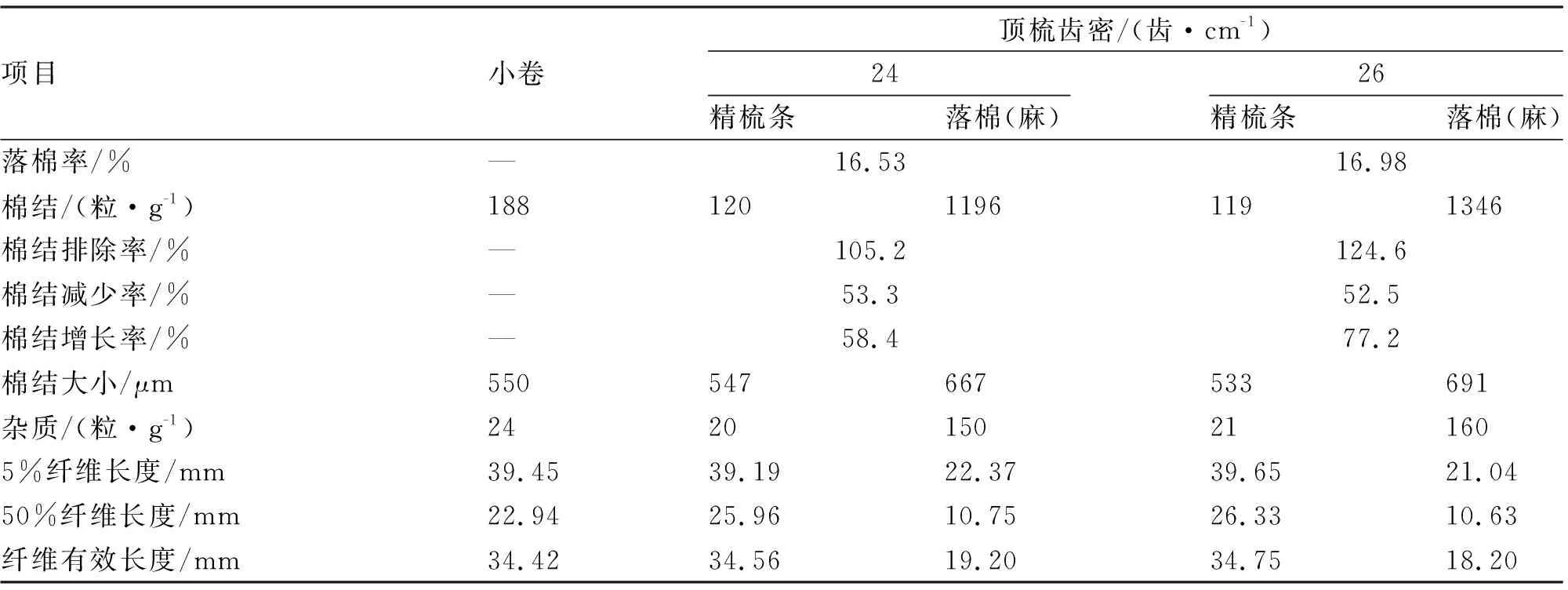
表9 不同齿密顶梳的精梳条及落棉率对比
由表9可知,齿密为26齿/cm顶梳的精梳落棉率比24齿/cm的高,但精梳条条干好、棉结少且小、短绒含量低、有效长度长,故选择齿密为26齿/cm的顶梳;综合分析精梳条质量,顶梳齿密增大,麻粒排除多,但落棉(麻)率增加。
4.2 不同齿密顶梳对成纱指标的影响
在精梳锡林总齿数为25 000齿时,不同齿密顶梳的成纱指标对比见表10。

表10 不同齿密顶梳的成纱指标对比
由表10可知,顶梳齿密越高,细纱单纱断裂强力越大,汉麻/棉混纺比中汉麻含量越低,细纱条干质量越好,细纱3 mm毛羽、细纱粗节和棉结越少,但细纱细节增多。
4.3 不同总齿数锡林对精梳条及落棉率的影响
在顶梳齿密均为26齿/cm的情况下,不同总齿数锡林对精梳条及落棉率的影响见表11。
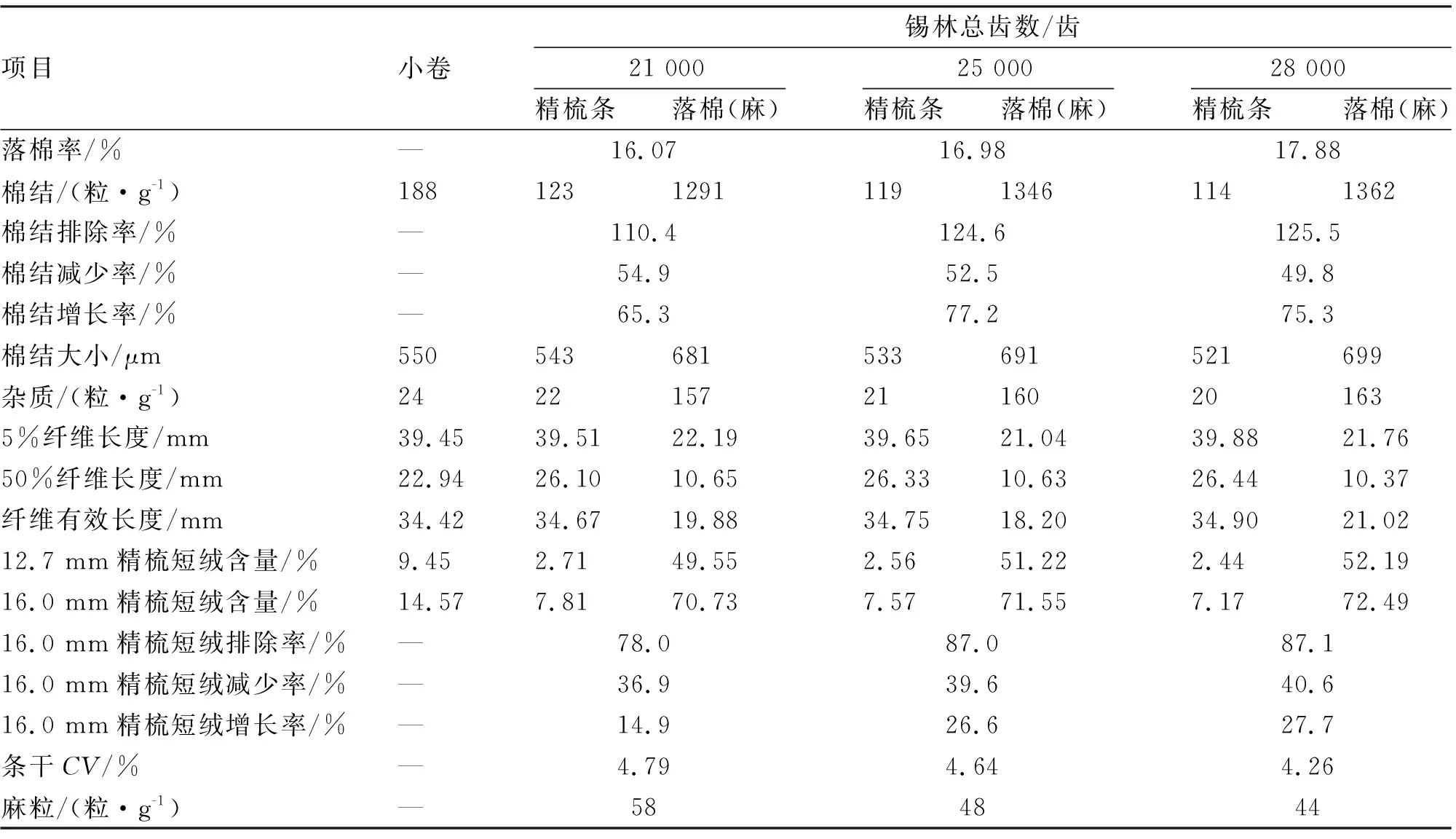
表11 不同总齿数锡林对精梳条及落棉率的影响
由表11可知,锡林总齿数越多,精梳落棉率越高,精梳条棉结少、棉结尺寸变小,棉结排除率增高,纤维有效长度增加,16.0 mm精梳短绒含量减少,条干CV值小,麻粒含量少;但25 000齿和28 000齿差别不显著,宜选择25 000齿锡林。
4.4 不同总齿数锡林对成纱指标的影响
不同总齿数锡林对成纱指标的影响见表12。

表12 不同总齿数锡林对成纱指标的影响
由表12可知,锡林总齿数越多,细纱单纱断裂强力越大,细纱汉麻/棉混纺比中汉麻含量越低,细纱条干CV值先变小再变大,细纱3 mm毛羽减少,细纱粗、细节及棉结减少。综合考量,25 000齿的锡林可较好适应汉麻/棉混纺。
5 结论
通过对汉麻/棉混纺用整体锡林和顶梳进行研发配套及梳理效果对比试验,得到如下结论。
5.1顶梳齿密应根据精梳小卷的汉麻/棉混纺比进行选择,高配棉宜选择齿密为26齿/cm的顶梳,低配棉时宜选择齿密为24齿/cm的顶梳。
5.2精梳汉麻/棉混纺 40/60 配套建议:控制低落棉(麻)率时,宜选用GJX-E-90-TP28型(25 000齿)整体锡林和GJD-E-240-P型顶梳(24齿/cm),能较好地发挥整体锡林核心梳理优势;控制成纱棉结和麻粒质量指标时,宜选用GJX-E-90-J型(28 000齿)整体锡林和GJD-E-260-B型顶梳(26齿/cm)。
5.3通过实施汉麻/棉混纺精梳关键技术研究,解决了精梳过程中落麻多、汉麻纤维损伤大的问题,提高了汉麻/棉纤维的长度和长度整齐度,提高精梳条、成纱质量和汉麻纤维的含量,用户可根据汉麻/棉混纺精梳质量要求及推荐的配套方案选型。
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27 06:52:38
棉纺织技术(2022年5期)2022-05-18 09:44:32
南方农机(2021年20期)2021-12-25 14:29:17
毛纺科技(2021年8期)2021-10-14 06:51:34
福建基础教育研究(2020年3期)2020-05-28 08:39:55
纺织科学研究(2020年1期)2020-02-25 00:38:01
纺织服装周刊(2019年38期)2019-12-01 11:54:26
纺织科学研究(2017年6期)2017-07-03 12:14:28
纺织科学研究(2017年2期)2017-05-17 03:59:33
现代纺织技术(2015年5期)2015-02-24 04:57:03
