农机冲裁模具制造工艺与装配技术研究
2023-12-16 04:58邱宗轩
南方农机 2023年24期
邱宗轩
(贵州电子信息职业技术学院,贵州 黔东南州 556000)
1 农机典型外导柱冲裁模具的零件加工工艺
典型外导柱冲裁模具的主要零件有固定板、卸料板、凹模板、凸模等,其中,凹模板主要需要加工的内容有凹模孔、销钉孔、螺纹孔三种,凹模板制造工艺基本反映了模具制造工艺水平,典型外导柱冲裁模具的凹模板加工工艺如表1所示。

表1 典型外导柱冲裁模具的凹模板加工工艺
2 农机典型外导柱冲裁模具的装配技术
典型外导柱冲裁模具的装配工作主要包含模具部件的装配、模具总装配、模具的试模与调试等工作,本文以典型的倒装复合模具为例详细说明外导柱冲裁模具装配技术[1]。
2.1 农机典型外导柱冲裁模具的部件装配技术
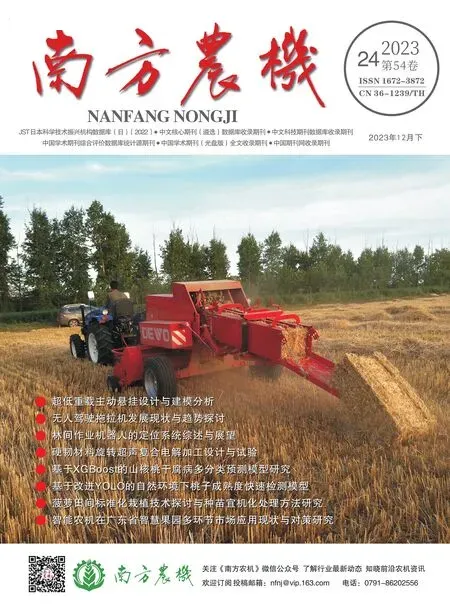
倒装复合模具部件的装配主要指冲孔凸模与凸凹模的凹模孔间隙调整,凸凹模与落料凹模孔间隙调整,凸模、凹模、凸凹模与固定板和上、下模座的装配等工作。其中,复合模的间隙直接决定了模具冲裁零件断面质量,调整复合模间隙成为模具钳工必须掌握的关键技术[2],如表2、表3 所示。
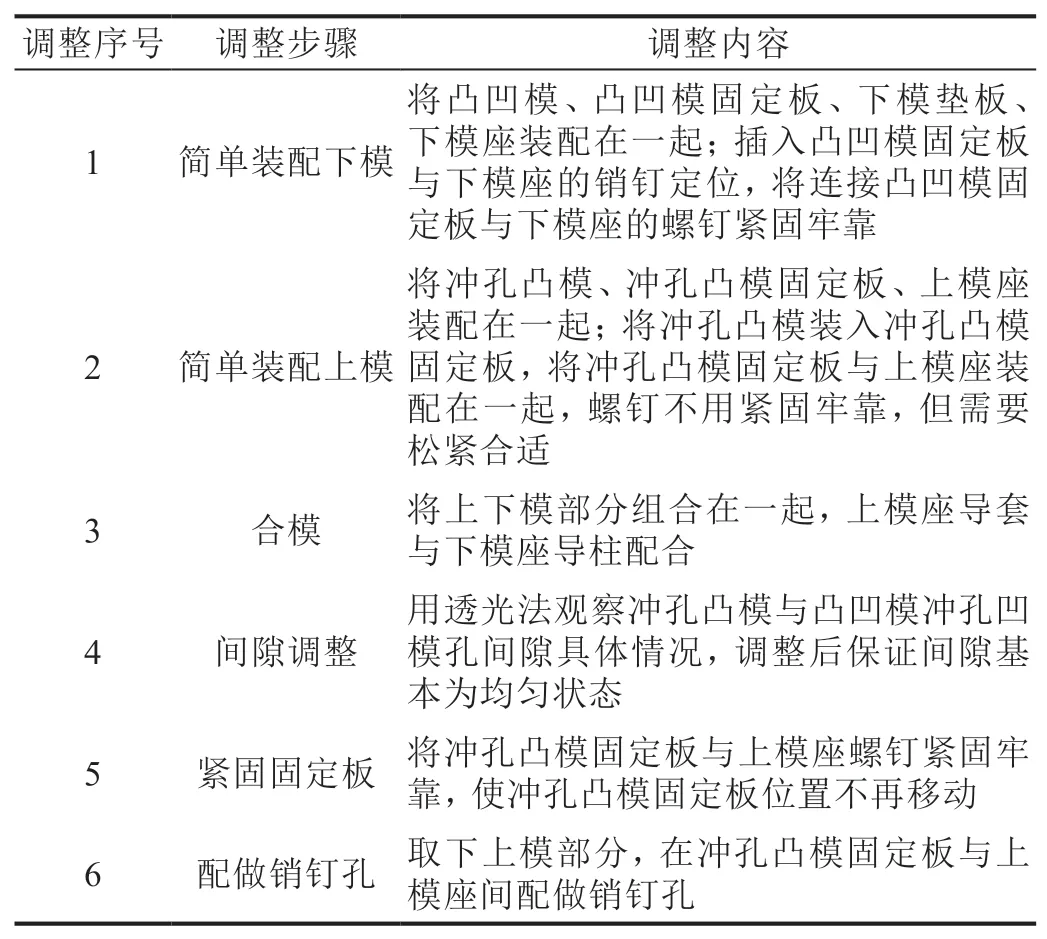
表2 复合模冲孔凸模与凸凹模的凹模孔间隙调整与确定
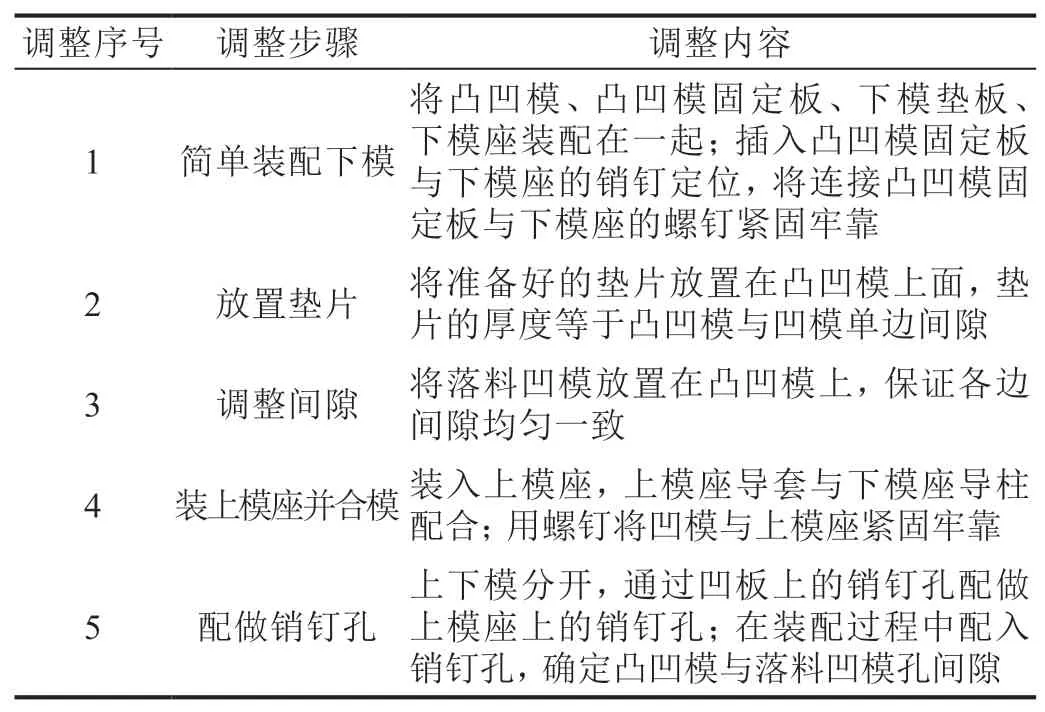
表3 复合模凸凹模与落料凹模孔间隙调整与确定
2.2 农机冲裁模具总装与调试工艺过程
模具的总装配主要包括上模、下模装配,模具的合模。模具的试模与调试是指对模具进行试生产,重点检测模具运行过程的技术情况,对生产的零件进行材料与结构的质量检验、尺寸精度的测量、外观质量评定,如零件不能够满足技术要求,还需要对模具进行改模、调整,直至通过试冲阶段的模具各项技术指标[3]。倒装复合模具总装与调试工艺复杂,是典型的模具总装与调试工艺过程,如表4所示。
表4 倒装复合模具装配调试工艺过程
外导柱复合冲裁模具需要先进行复合模冲孔凸模与凸凹模冲孔凹模孔间隙调整与确定后,才能对冲孔凸模固定版与上模座配做销钉孔,保证凸模与凸凹模的位置关系;需要再次对复合模凸凹模与落料凹模孔间隙调整与确定后,才能配做凹模板与下模座之间的销钉孔,保证凹模与凸凹模的位置关系,只有这样才能使模具合模后凸凹模、凸模、凹模之间的间隙准确,保证冲裁零件的断面质量和尺寸精度[4]。
3 农机内导柱冲裁模具制造工艺与装配技术
现代农机模具企业开始采用内导柱模板式一体化加工方式的冲裁模具制造技术,因为内导柱、导套孔位于固定板、凹模板等,上下模座取消了导柱导套孔,固定板、凹模板、卸料板的销钉孔、导柱导套孔与模孔等可以在线切割,等精密机床一次装夹后全部完成,保证了孔与孔之间的位置关系。凸凹模、凸模、凹模之间的间隙不再由装配技术工人来操作保证,装配时只需要按照装配图纸技术要求打入销钉、导柱即可,模具刃口间隙完全由模具制造精度来保证,节约了装配时间,提高了装配效率,越来越受到企业重视,已经有替代外导柱模架的趋势,模具设计理念的进步带来了制造工艺与装配技术的改变[5]。
3.1 农机内导柱冲裁模具制造工艺
内导柱冲裁模具制造工艺比外导柱冲裁模具工艺简单,以凹模为例,模具磨削工序不再要求磨削直角边这个线切割加工精基准面,取消了钳工划线等工作,螺纹孔、穿丝孔由数控加工直接完成,凹模所有的销钉孔、导套孔、凹模孔等精密加工内容只需要在线切割机床一次定位即可全部准确加工完成,显著降低了加工成本,提高了效率[6]。内导柱冲裁模具凹模板加工工艺如表5所示。

表5 内导柱冲裁模具凹模板加工工艺
3.2 农机内导柱冲裁模具装配技术
1)以单工序内导柱冲裁模具为例,模具结构主要有上模座、固定板、止挡板、卸料板、凹模板、垫板、下模座等零件。导柱安装在固定板上,固定板的导柱孔与凸模固定孔、销钉孔一次线切割完成。导套孔设计在卸料板、凹模板上,卸料板模孔、凹模板模孔与导套孔一次装夹线切割加工完成。凸模安装在固定板上,凸模与固定板配合加工精度0.005 mm,导柱与固定板、卸料板、凹模板精密配合,配合加工精度0.005 mm。采用内导柱模具结构和线切割精密加工完全可以保证模具凸凹模间隙一致,解决了外导柱冲裁模具间隙调整透光法、垫片法等装配技术难点,降低了钳工人员的技术难度[7]。
2)内导柱冲裁模具装配前,需要对模具的凸模类零件、限位柱、定位块、推杆等零件高度尺寸进行计算、检测,需要对卸料板、凹模板、固定板、止挡板等厚度尺寸进行检查,在计算好相关零件的尺寸,完成限位柱、抽牙冲、定位块、推杆等零件的加工,还需要对卸料板、凹模板、固定板、止挡板等进行双面平面度检测,如不满足模具要求则需磨削提高其平面度。装配前主要零件尺寸检测与验收等关键工作是模具装配的前提[8]。
3)典型外导柱冲裁模具没有止挡板,内导柱模具止挡板位于卸料板上方并与卸料板螺纹连接。一般小型模具装配时模板翻转方便,止挡板一般不淬火处理,螺纹孔加工方便,螺纹即可设计在止挡板,螺钉沉头孔设计在卸料板;卸料板为淬火板,热处理容易发生孔变形,影响螺纹孔的外形,另外螺钉数量较少,一般为4 个,如果螺纹孔设计在卸料板上,一旦发生热处理变形,螺纹孔就会失效,模板紧固不牢,不利于模具装配。当模具较大,不能够翻动自如时,螺纹孔可以加工在卸料板上,这时卸料板螺纹孔数量较多,即使热处理变形,影响一两个螺纹孔紧固,也不影响整个模具的装配,更重要的是卸料板在下,止挡板在上,不用翻动模具,可以按照模板由下往上的装配顺序对模具进行装配。
4)内导柱冲裁模具按照由下往上、由内到外的顺序装配,先装配下模部分,再安装下模的定位块、防呆销、限位柱、浮升销、垫块、下托板等零件,完成下模装配。后装配上模部分,按照卸料板、止挡板、上固定板顺序安装,再安装等高套、凸模类零件、上模浮升销、推杆、打板、优力胶、垫块、托板等零件,完成上模装配[9-10]。
4 结语
综上所述,农机冲裁模具制造工艺和装配是一项实践性很强的工作,模具制造和装配人员要深刻理解模具设计、制造、装配之间的关系,只有具备关键的核心知识才能胜任模具制造与装配岗位。本文阐述了农机外导柱冲裁模具和内导柱冲裁模具的制造工艺及装配关键技术,对实践中指导农机冲裁模具的制造与装配有一定的现实意义。
猜你喜欢
散文诗(2022年12期)2022-11-11
散文诗(青年版)(2022年6期)2022-07-05
模具制造(2021年7期)2021-09-14
林产工业(2020年2期)2020-03-30
模具制造(2019年7期)2019-09-25
电子测试(2018年18期)2018-11-14
农机化研究(2017年2期)2017-12-16
锻压装备与制造技术(2016年5期)2016-12-06
诗林(2016年5期)2016-10-25
锻压装备与制造技术(2016年3期)2016-06-05