
化工自动化仪表的自动控制过程研究
2023-12-15 10:26沈高飞
化工设计通讯 2023年11期
沈高飞
(江阴市三良橡塑新材料有限公司,江苏江阴 214445)
自动化控制在化工工业中扮演着至关重要的角色。它不仅提高了生产效率,还增强了产品质量,并在保证操作员安全的同时降低了事故风险。本论文旨在深入研究化工自动化仪表的自动控制过程,以探讨控制系统的基本原理、控制策略的选择及研究方法的应用,从而为化工生产过程的优化提供支持。
1 自动控制基础
1.1 控制系统的基本原理
成熟可靠的自动控制系统是确保化工生产安全顺利进行和保障化工产品质量稳定的前提条件,控制系统是一个复杂的系统,包括多个关键组成部分,如控制目标设定、控制反馈、控制器模型和执行器。每种化工生产过程都有其特定控制目标和性能指标,目标可包括生产特定数量产品、维持产品质量、降低能源消耗或减少废料产生等,明确和设定目标决定着自动控制系统能否正常发挥作用,目标的设定需要考虑化工生产过程的特点及市场需求,以便确保控制系统能够实现控制目标。控制反馈机制是控制系统的核心部分,通过实时采集化工生产过程中的各项关键参数,将生产参数反馈给自动控制器,通过不断比较反馈信号与设定目标,控制系统可以自动调整化工生产操作,采用各种化工自动化仪表来测量温度、压力、流量等过程变量。采集数据的准确性和及时性会影响到能否实现精准控制,是维持正常化工生产过程的基础。控制器为控制系统最为核心部分,根据采集到反馈信息和制定的控制策略来进行决策,再发送信号给执行器来调整化工生产过程。执行器是控制系统的最后环节,它将控制器生成的信号转化为实际化工生产操作,执行器可能是阀门、加热器、泵等设备,用于控制流体、温度、压力等生产参数,执行器的性能和响应时间直接影响着控制系统的性能,具体的控制原理见图1。

图1 自动控制原理图
1.2 传感器技术和仪表选择
不同化工产品生产过程需要不同的测量精度、运行环境和数据采集速度,选择合适的仪表和传感器对提升化工生产的安全性、可靠性和生产效率均发挥着重要作用。化工产品生产多运行于高温、高压、高腐蚀等极端环境,要结合化工生产具体环境选择抗高温、抗高压和抗腐蚀传感器,一些生产过程需要高速采集生产数据,也可能需要采集速度较慢但更高精度的数据,合适采样速率有助于满足特定化工生产需求。化工传感器和仪表成本对于项目的可行性和经济性非常重要,在选择自动化仪表时要考虑成本和性能之间的关系,而传感器的维护和校准对于保持其性能起到至关重要的作用,易于维护的传感器可以减少停工时间和维护成本。
1.3 控制器设计与调整
控制器是决定化工生产稳定性和性能的核心组件,化工自动化系统控制性能与控制器设计和调整有着直接联系。常见的控制器包括PID 控制器、模糊逻辑控制器、模型预测控制器等,不同的控制系统具有不同的动态特性,如惯性、延迟和振荡等,可结合具体的化工生产需求及特点选择合适的控制器类型,并确定系统控制目标,如误差最小化、过程响应时间或振荡抑制,也有助于选择最合适的控制器类型。一些高级控制器(如模型预测控制器)需要更强大的计算能力,选择控制器类型时需要考虑硬件和软件的可用性。
1.4 反馈控制与前馈控制
在化工自动化生产过程中,反馈控制和前馈控制是两种常用的控制策略,在优化生产过程、提高产品质量和确保系统稳定性方面发挥着重要作用。反馈控制是一种基于系统当前状态的控制策略,通过监测系统的输出并将实际输出与期望输出进行比较,然后根据误差来调整控制输入以使系统维持在期望状态。这意味着系统可以自动纠正偏差并保持在期望状态,反馈控制具有很强的适应性,能够应对系统参数变化和外部干扰,也能够在不确定性条件下进行控制,提高了系统的稳定性和鲁棒性,反馈控制广泛应用于化工生产过程中,如温度控制、液位控制和压力控制,在确保产品质量和生产效率方面发挥着重要作用。前馈控制是一种基于先验知识的控制策略,可提前预测系统干扰或扰动,并在其影响系统之前采取措施来抵消影响,前馈控制使用模型或先验知识来预测系统未来行为,并提前调整控制输入以抵消干扰或扰动,不依赖于实际输出的反馈信息,可以快速响应干扰且减少系统的响应时间,在已知干扰或扰动的情况下尤为有效,常应用于需要迅速应对干扰的应用,例如,化工生产过程中的喂料控制,有助于减小系统的不稳定性和振荡。
2 控制策略的选择
2.1 化工生产过程特点分析
化工生产过程存在着复杂性和多样性,每种生产过程都具有各自特性,为了选择科学合理的自动控制策略,需要深入了解和分析化工生产过程特点。化工生产过程的主要特点包括非线性、时变性和不确定性等。非线性意味着过程的输出与输入之间的关系并非简单的线性关系,而是复杂的、非线性的,与化学反应的非线性动力学、设备的非线性特性,或者由需要采用更复杂的控制策略来处理。时变性是化工生产过程的另一个重要特点,过程参数、条件和环境会随时间产生变化,导致控制系统的动态行为发生变化,多源自原料特性的波动、设备的老化、季节性变化或操作策略的变化。针对控制系统存在的时变过程,需要采用适应性控制策略,以使系统能够在不同的操作条件下保持性能稳定。
2.2 控制策略在化工生产过程中的优化
模型预测控制(MPC)是一种高级多变量控制策略,在复杂的化工生产过程中表现出卓越的性能,MPC 通过使用系统的数学模型来预测未来的系统行为,然后根据优化目标来调整控制输入,以实现所需的性能和目标。
2.2.1 过程模型MPC 的关键部分之一是过程模型,它用于描述系统的动态行为,过程模型通常采用差分方程或状态空间形式表示,一种常见的过程模型(离散时间状态空间模型)表示如下。
式中,x(k)是系统状态向量,包括所有相关的状态变量,k表示时间步骤;u(k)是控制输入向量,包括操作变量;y(k)是输出向量,包括系统的输出变量;A是状态转移矩阵,描述状态变量之间的演化关系;B是输入矩阵,描述控制输入如何影响系统状态;C是输出矩阵,描述状态变量如何映射到输出变量。
2.2.2 控制目标
MPC 的控制目标通常以优化问题的形式表示,其中包括性能目标和约束条件,一般形式如下。
优化问题:
其中:U 是控制输入序列,包括u(0),u(1),…u(N-1),N是优化的预测步数;J是性能指标,通常是控制误差的加权和,用于最小化成本或实现其他性能目标;L(x(k),u(k))是每个时间步骤k的局部性能指标,用于衡量系统状态x(k)和控制输入u(k)的质量;umin和umax是控制输入u(k)的下限和上限;xmin和xmax是状态变量x(k)的下限和上限。
3 研究方法
3.1 实验设计
对化工自动化仪表的自动控制进行研究,选择合适的传感器和仪器是确保数据准确性和实验成功的关键。温度是一个重要的化工产品生产参数,温度传感器选择PT100或PT1000,精度可达到±0.1℃,灵敏度为0.00385 Ω/℃,采样频率为1 Hz。反应釜和储罐选择Honeywell 31A 压力传感器,精度为±0.1%,灵敏度为4~20 mA,采样频率为10 Hz。采用Siemens SITRANS F M MAG 5100流量传感器用于测量液体或气体的流动速度,精度为±0.2%,灵敏度为 0.01 m/s,采样频率为100 Hz。Rosemount 3051 液位传感器通常用于监测储罐或反应釜中的液位高度,精度为±0.05%,灵敏度为4~20 mA,采样频率1 Hz。Mettler Toledo InPro 3250 pH 传感器,用于监测化学产品生产中的pH,精度为±0.01,灵敏度为0.001,采样频率为2 Hz。Alphasense CO-B4气体浓度传感器,精度为±5%,灵敏度为1 ×10–6,采样频率5 Hz。还需要选择合适的数据采集设备,例如数据采集卡或数据记录仪,以确保能够按照所需的采样频率和数据存储容量记录实验数据,考虑环境条件、工作温度范围、兼容性及可维护性等因素,确保实验数据的准确性和可靠性,为自动控制过程的研究提供可靠的数据基础。
3.2 控制系统模型开发
在实验中优化模型预测控制(MPC)控制器性能、比较不同配置的性能和研究系统对不同输入信号的响应时,建立准确的控制系统模型至关重要。针对MPC 控制器的建模,可采用基于化学工程原理和系统动力学建立的物理方程,此模型通常较为准确,但也可能复杂且需要详细的过程知识。也可采用基于实验数据而非物理原理建立的模型,例如系统辨识方法。这种模型的优势在于能够适应复杂的非线性系统,但可能对数据要求较高。在实验中使用不同的输入信号来激发系统,并记录系统的输入和输出数据,对采集到的数据进行清洗、平滑和去噪,以准备用于建模的数据,采用线性回归分析方法进行模型识别。使用不同的数据集或交叉验证方法来验证模型的准确性和可靠性,如果模型不满足性能要求,可以尝试调整模型参数,或者考虑更复杂的模型结构。在仿真环境中测试模型的性能,模拟不同控制策略的效果,建立的模型集成到MPC 控制器中来控制系统。
3.3 实验结果分析方法
在优化模型预测控制(MPC)控制器性能、比较不同配置性能和研究系统动态特性之后,对实验结果进行详细的分析,有助于评估所选择的控制策略在化工生产过程中的性能,并为进一步的决策提供依据。对于每个实验条件(不同控制器配置和输入信号),计算一系列性能指标,这些指标可以帮助评估控制系统的性能。稳定性分析用于计算系统的稳态误差,以确保系统在稳态条件下能够精确控制目标变量。振荡分析用于分析系统的振荡频率和振荡幅度,以确定控制系统的稳定性。响应速度用于评估系统对输入信号的响应速度,包括上升时间、峰值时间和调节时间等。控制误差用于计算系统在不同时间点的控制误差,以了解系统在不同操作阶段的性能,具体的实验数据统计见表1。
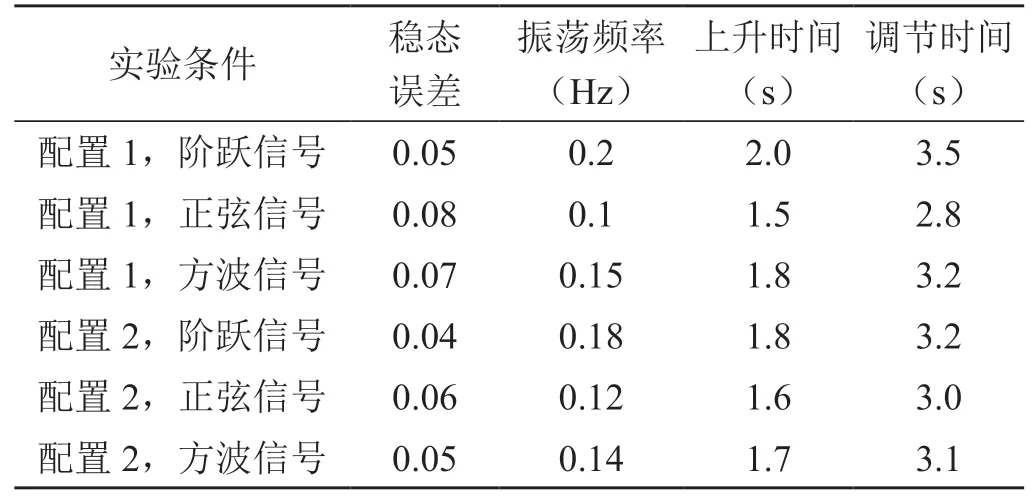
表1 实验数据统计表
通过表1可以直观地比较不同配置下的控制性能,从表1看出,在稳态误差、振荡频率、响应速度和控制误差等方面有着较为理想的控制表现,可作为最佳控制策略。
4 结束语
研究了化工自动化仪表的自动控制过程,探讨了与此过程相关的关键概念和方法,并对控制系统的目标、反馈机制、控制器和执行器等核心组成部分进行深入论述,采用模型预测控制器,并讨论了其设计和参数调整方法。进一步探讨了反馈控制和前馈控制这两种常用的控制策略,分析了化工生产过程的特点,包括非线性、时变性和不确定性。最后,通过实验结果分析,模型预测控制器策略可确保化工生产过程中的各项性能,并为优化化工自动化仪表的自动控制过程提供了有力的支持。
猜你喜欢
化工管理(2022年30期)2022-11-15
化工管理(2022年15期)2022-11-15
江苏安全生产(2021年8期)2021-11-05
山东冶金(2019年3期)2019-07-10
消费导刊(2018年10期)2018-08-20
通信电源技术(2016年1期)2016-04-16
电测与仪表(2016年20期)2016-04-11
应用化工(2014年12期)2014-08-16
筑路机械与施工机械化(2014年4期)2014-03-01
自动化博览(2014年9期)2014-02-28
