成型机松弛比对滤棒胶孔的影响*
2023-12-14 06:03:56马鹏举邵宝鑫苏毓菡石康中
广州化工 2023年14期
徐 冰,马鹏举,邵宝鑫,马 群,苏毓菡,石康中
(1 甘肃烟草工业有限责任公司,甘肃 兰州 730050;2 双维伊士曼纤维有限公司,安徽 合肥 230601)
卷烟烟气是由烟草燃烧、裂解和蒸馏产生的复杂混合物,其中的一些有害成分会严重影响消费者的身体健康[1]。滤棒可以有效的截留烟气中的有害成分,调节卷烟整体的抽吸阻力,甚至可以提升消费者的舒适性和满足感[2]。由于消费者会直接吸食卷烟滤棒,因此,滤棒的质量直接影响消费者对卷烟优劣的判断[3]。
常见的滤棒质量问题有:吸阻波动大、缩头、异味和胶孔[4]。其中,胶孔是由于增塑剂三乙酸甘油酯局部过量施加而形成的孔洞[5]。它会直接影响消费者的感官需求,功能上还会导致滤棒的硬度偏低,烟气在滤棒中短路。常见滤棒胶孔形成的原因有三乙酸甘油酯施加量超标且不均匀、上油方式与实际生产工艺不匹配、增塑剂上罩导流槽出现三乙酸甘油酯溢出、成型机局部区域发生飞花积聚[6]。
目前,针对胶孔的研究大多数集中在塑化剂三乙酸甘油酯雾化情况对胶孔的影响[7],而关于丝束开松松弛状态对胶孔的影响鲜有研究。丝束的开松松弛过程主要是对醋酸纤维素丝束进行松散处理,从而更有利于塑化剂三乙酸甘油酯的施加和滤棒的填充。丝束的开松松弛质量会直接影响滤棒的吸阻、吸阻稳定性(Std)、棒重以及三乙酸甘油酯施加的均匀性[8]。
本研究利用成型机的输出辊(V3)和扩展辊(V2)的辊速比(又称松弛比)来调节丝束宽度,进而系统研究松弛比与滤棒胶孔数量、胶孔形成原因之间的关系。在此基础上,我们用Minitab软件统计与分析了松弛比和吸阻、吸阻Std及棒重的关系。该工作可以为研究滤棒胶孔形成提供新的视角,从而进一步优化成型机的开机参数并提高滤棒的生产质量。
1 实 验
1.1 材料与仪器
二醋酸纤维丝束3.0Y35000,双维伊士曼纤维有限公司;三乙酸甘油酯,江苏瑞佳化学有限公司;滤棒高透成型纸,民丰特纸;热熔胶(凯林)等辅料。
ZL26C滤棒成型机组,中烟机械许昌烟草机械有限责任公司;综合测试台,SODIMAX,法国索定公司;电子天平,梅特勒-托利多。
1.2 实验方法
(1)成型机的示意图如图1所示,正常操作参数如表1所示。通过调整松弛比对丝束在三乙酸甘油酯雾化区的开松宽度进行调节,实验发现当松弛比过低(小于0.70)或过高(大于0.80)时,单一的调节松弛比,成型机的参数不完全匹配容易产生缠辊等现象。为了单因子考察松弛比的影响,实验中松弛比分别设置为0.80,0.78,0.75,0.72和0.70。每个实验条件下,随机抽取100支滤棒,用于测试滤棒吸阻,吸阻Std和棒重。同时,每次实验随机抽取3.7万支左右的滤棒,恒温恒湿下固化24 h,用于后续的胶孔筛查。

表1 ZL26C滤棒成型机的开机参数
(2)使用滤棒综合测试台(SODIMAX)对滤棒的吸阻、棒重进行测试,并计算出吸阻的Std值用于后续的数据分析。为了进一步计算三乙酸甘油酯在滤棒中的施加量,在每个松弛比的参数下各取100支干、湿棒,干棒的质量标记为m1,湿棒的质量标记为m2。滤棒中三乙酸甘油酯的含量可由公式(1)[9]算出。

(1)
(3)当松弛比降低后,三乙酸甘油酯区域丝束可能会与限宽柱摩擦,导致丝束上的三乙酸甘油酯在限宽柱上聚集。为了进一步研究三乙酸甘油酯区域丝束开松宽度与限宽柱的关系,我们在限宽柱上包裹一层吸油纸,在不同松弛比的条件下,成型机以600 m/min的速度运行2 min。运行前吸油纸的重量为m3,运行后的吸油纸的重量为m4。吸油纸上三乙酸甘油酯的含量可由公式(2)算出。

(2)
2 结果与讨论
2.1 松弛比与丝束开松宽度和胶孔棒的关系
通过回归系数检验得到的P值为0.001,小于等于0.05(α=0.05为一般假设性检验显著性水平)[10],可以从整体上判断回归方程是显著有效的。从图2a松弛比与丝束开松宽度的拟合线图可知,在松弛比为0.70~0.80之间,丝束开松宽度随松弛比的增加而减少,相关系数(R-Sq)达到98.1%,说明松弛比会直接影响丝束在三乙酸甘油酯雾化区的开松宽度。为了防止丝束过宽而导致的滤棒质量问题,在成型机三乙酸甘油酯雾化室的后面增加了限宽柱(如图1所示)。限宽柱宽度可在25~28 cm范围内进行调节,在后续实验中,我们根据操作经验将限宽柱的宽度设定在26 cm。
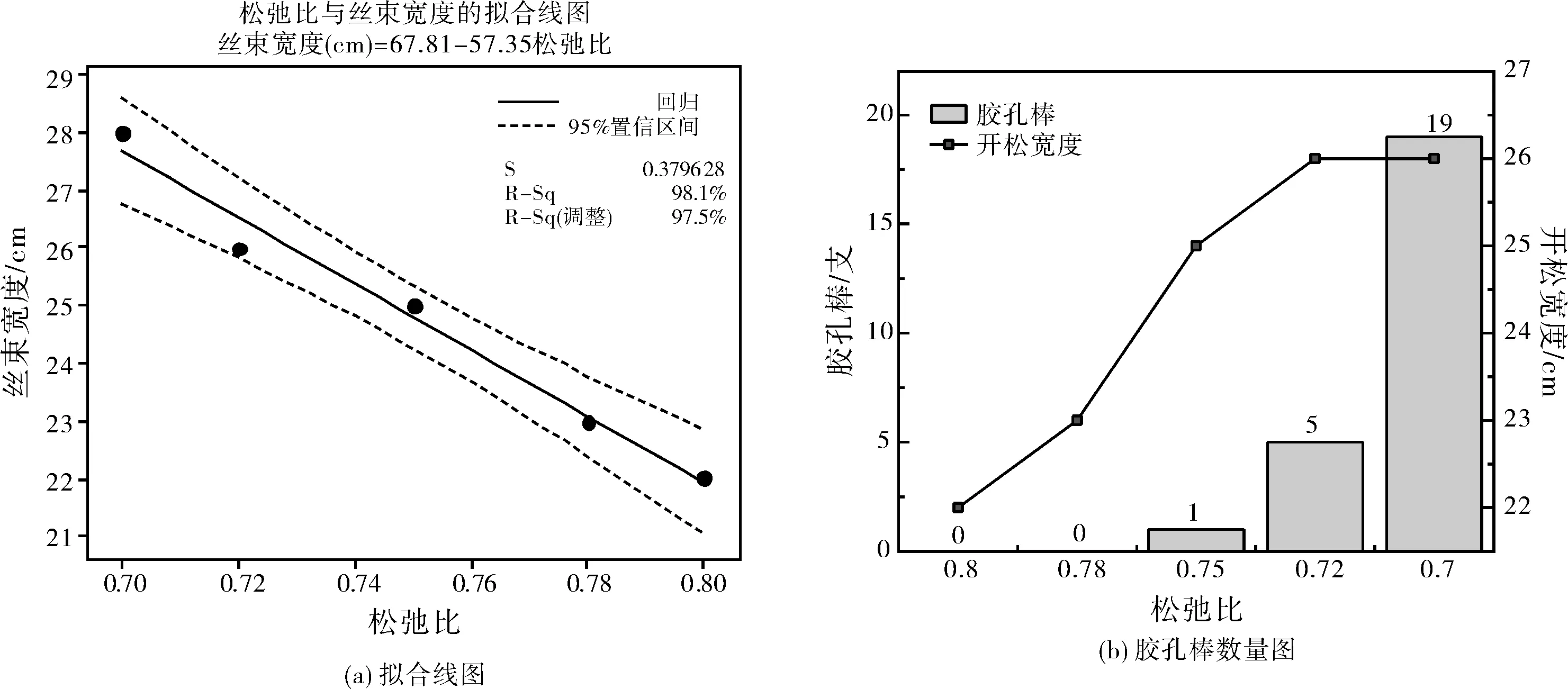
图2 松弛比与丝束开松宽度和滤棒胶孔关系图(P=0.001)
图2b是成型机松弛比与胶孔棒数量的关系图。由图2可知,随着松弛比的下降,丝束的开松宽度和胶孔棒的数量显著增加。当松弛比为0.80时,丝束的开松宽度为22 cm,在抽查3.7万根滤棒的过程中,并未发生胶孔。当松弛比降低至0.75时,丝束的开松宽度为25 cm,三乙酸甘油酯雾化区域的丝束偶尔会和限宽柱发生摩擦,在滤棒抽查过程中发现了1支胶孔棒。进一步降低松弛比,丝束开松宽度逐步提升,并和成型机松弛区的限宽柱有明显的碰撞。当松弛比为0.70时,由于限宽柱的存在,三乙酸甘油酯雾化区域丝束的宽度仍然为26 cm,但是由于丝束和限宽柱之间存在明显的摩擦现象,使得在抽查的3.7万支滤棒中出现19根胶孔棒。
2.2 松弛比与胶孔棒的卡方分析
胶孔棒由操作员从待检的滤棒中筛选出,滤棒有无胶孔属于典型的二项分布[11]。在实验中,我们在5种不同松弛比的实验条件下进行了胶孔棒的筛选和检查。胶孔棒检查记录与卡方检验分析如表2所示,滤棒的总数由检查滤棒的总重除以100支滤棒的平均重量得出。借助卡方检验来验证不同松弛比情况下胶孔棒的数量是否存在差异性,P值小于0.05,表明在不同松弛比下生产的滤棒胶孔数量有明显的差异,由此可见,松弛比是滤棒胶孔的关键影响因素。并且滤棒胶孔数量随着松弛比的增加而明显减小,因此为了避免在实际生产过程中可能出现的胶孔风险,在工艺允许的情况下可适当提高松弛比。

表2 胶孔棒检查记录与卡方检验
2.3 松弛比与滤棒吸阻的关系
滤棒吸阻是评价滤棒物理指标的一个重要因素。在卷烟滤棒设计与加工过程中,需要密切关注滤棒的吸阻。当滤棒吸阻超出控制线时,可能会导致滤棒的废弃。图3是松弛比与滤棒吸阻的关系图。从图3a的单因子方差分析可知,p值为0.934大于0.05,说明不同松弛比下的滤棒吸阻无明显差异。图3b是不同松弛比下滤棒吸阻均值的箱线图。不同松弛比下的吸阻均值无异常的游离点,整体数值分布正常,说明在松弛比为0.70~0.80之间的滤棒吸阻无明显差异,吸阻均值均在2 700 Pa左右。

图3 松弛比与滤棒吸阻的关系图
2.4 松弛比与滤棒吸阻稳定性的关系
图4是成型机松弛比和滤棒吸阻标准偏差(Std)之间的关系图。从图4a的单因子方差分析可知,由于P值为0.833大于0.05,说明不同松弛比条件下抽检的滤棒吸阻Std并无明显差异。松弛比在0.70~0.80的范围内,仅调节成型机的松弛比对滤棒的吸阻稳定性无明显影响,吸阻Std的均值在55~60之间。
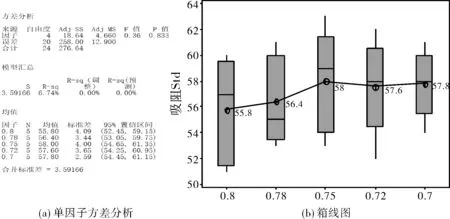
图4 松弛比与滤棒吸阻Std的关系图
2.5 松弛比与增塑剂和滤棒棒重的关系
松弛比的差异本质上是V3和V2辊速比的差异,进而导致成型机在不同工段的开松程度和丝束运行速度的差异。丝束运行速度的差异会使丝束在三乙酸甘油酯雾化区的停留时间发生变化。图5是不同松弛比下滤棒三乙酸甘油酯的含量变化柱状图,三乙酸甘油酯的计算方法如公式1所示。随着松弛比的降低,V3辊的辊速降低,使丝束在三乙酸甘油酯雾化区的停留时间增长,导致三乙酸甘油酯含量出现一定幅度的上升。在松弛比为0.80时,三乙酸甘油酯含量为7.21%;当松弛比降低至0.70时,三乙酸甘油酯含量上升至7.78%。但不同松弛比下滤棒的三乙酸甘油酯含量均在6%~10%之间,属于正常范围[12]。

图5 不同松弛比下滤棒三乙酸甘油酯含量
图6a是不同松弛比与棒重的单因子方差分析图。由图可知,P值等于0.639远大于0.05,说明不同松弛比下的滤棒棒重无明显差异。棒重是滤棒吸阻的重要影响因素之一。如果棒重发生变化,吸阻会发生明显的变化。而不同松弛比下滤棒的棒重均值在62 g/100支左右,这与图3不同松弛比下滤棒的吸阻无明显差异的结论具有一致性。

图6 松弛比与滤棒棒重的关系图
2.6 松弛比与限宽柱增塑剂截留量的关系
胶孔通常是由于三乙酸甘油酯局部过量施加导致的。由前面的实验分析可知,不同的松弛比将会影响三乙酸甘油酯丝束开松的宽度,当丝束开松宽度在成型机上达到26 cm后,丝束会和限宽柱摩擦,部分三乙酸甘油酯会通过丝束与限宽柱摩擦而在限宽柱上积聚。为了对该现象进行研究,我们在限宽柱上包裹一层吸油纸,当丝束开松宽度过宽时,丝束摩擦吸油纸,吸油纸会粘上一定量的三乙酸甘油酯,从而使吸油纸的重量发生变化。
图7是不同松弛比下吸油纸重量的增加量。由图可知,松弛比的变化与吸油纸上三乙酸甘油酯的重量增加量具有明显的相关性。当松弛比为0.80时,丝束的宽度为22 cm,开松后的丝束并未与限宽柱接触,我们发现吸油纸的重量没有明显变化。随着松弛比的降低,吸油纸上三乙酸甘油酯的重量明显增加,当松弛比降低至0.72时,开松丝束与限宽柱有明显的碰撞,吸油纸的重量增加8.36%,丝束与吸油纸的碰撞过程中,吸油纸上三乙酸甘油酯的含量明显增加。当松弛比降至0.70时,开松丝束同样撞击限宽柱,吸油纸的三乙酸甘油酯重量增加量仍在9.2%左右。

图7 不同松弛比下的吸油纸重量增加量
不同松弛比下,吸油纸上三乙酸甘油酯重量的增加量与胶孔棒的数量具有明显的一致性。在松弛比较低的情况下,三乙酸甘油酯雾化区域的开松丝束开松宽度较大,与限宽柱发生了明显摩擦碰撞。在碰撞的过程中,三乙酸甘油酯会在限宽柱上积聚,当积聚到一定程度后,会重新吸附在丝束上,导致局部三乙酸甘油酯过量施加,从而产生胶孔。为了提高滤棒的合格率,在实际生产中我们更建议将松弛比设置为0.80,从而避免开松区域的丝束与限宽柱碰撞进而产生胶孔的问题。
3 结 论
本文对比不同松弛比条件下的ZL26C成型机丝束宽度与胶孔棒以及滤棒物理指标的关系,并用Minitab软件进行统计分析,结论如下:在0.70~0.80的松弛比范围内,松弛比会直接影响三乙酸甘油酯雾化区域的丝束宽度及胶孔棒的数量;但对滤棒的吸阻、吸阻Std和棒重的影响不明显。在一定范围内,提高松弛比,避免丝束与限宽柱的物理摩擦碰撞是降低滤棒胶孔的一种有效途径。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
科技与创新(2020年16期)2020-11-29 07:07:39
制造技术与机床(2018年9期)2018-09-19 06:48:02
中国铸造装备与技术(2017年3期)2017-06-21 11:33:45
中国塑料(2016年2期)2016-06-15 20:30:00
工业设计(2016年6期)2016-04-17 06:42:45
设备管理与维修(2015年11期)2015-03-16 05:57:46
湖南工业大学学报(2014年1期)2014-05-06 06:36:36
食品工业科技(2014年15期)2014-03-11 18:17:45
湖南农业科学(2014年3期)2014-02-27 14:28:21