TC17钛合金盘锻件的工艺优化及组织性能分析
2023-12-13 03:52:20李昌永赵兴东徐建伟曾卫东
中国材料进展 2023年11期
魏 鑫,李昌永,赵兴东,徐建伟,曾卫东
(1. 中国航发沈阳黎明航空发动机有限责任公司,辽宁 沈阳 110043)(2. 西北工业大学 凝固技术国家重点实验室,陕西 西安 710072)
1 前 言
随着我国航空事业的快速发展,先进战机需要具备高的飞行速度、良好的机动性能,并能适应复杂的飞行环境,这对其“心脏”部件发动机提出了越来越高的要求。盘件作为发动机的关键部件,其性能优劣是决定发动机性能的影响因素之一[1]。目前,发动机盘件一般采用锻造方式生产,锻造工艺对盘件组织和性能至关重要[2]。
TC17合金是一种高强、高韧和高淬透性的近β型两相钛合金[3,4],是制造高推重比发动机的重要候选材料之一,其热加工过程中的组织、性能变化一直是科学界和工程界关注的焦点。近年来,针对TC17钛合金工艺、组织、性能关系的研究相继开展。如:Teixeira等[5]研究了TC17合金在连续冷却过程中的组织演变行为,并建立了相转变动力学方程;Ma等[6]研究了TC17合金的高温变形行为,构建了其在热变形过程中的本构方程;赵兴东等[7]对TC17合金在β锻造过程中的组织变化进行了分析,揭示了变形参数对组织演变的影响规律;Xu等[8,9]对TC17合金在热处理过程中的片状α相球化与粗化行为进行了研究,建立了相应的动力学方程。以上研究为TC17合金的热加工过程提供了一定的理论指导。
然而,在盘锻件的实际生产过程中,仍然存在一些技术难题亟待解决。某型号发动机盘锻件采用TC17合金β锻造工艺成形并经固溶、时效热处理。但是,基于原始固有方案生产的盘锻件在按照新的标准进行组织检验和性能测试过程中,发现盘锻件存在组织不均匀且叶身和试环部位组织粗大、晶界平直,盘锻件各部位塑性、低周疲劳性能偏低等问题。初步分析,原始固有方案的预制坯结构设计不合理,针对此问题,本文将采用有限元模拟的方式对预制坯结构进行优化,力求获得应变均匀分布的预制坯结构,并基于优化的预制坯结构进行盘锻件锻造,对比分析优化前后的组织和性能。
2 试验及模拟
2.1 试验材料及方案
本次盘锻件锻造所用的TC17合金原料是由西部超导公司采用三次真空自耗熔炼的铸锭,其化学成分见表1,相变点为900 ℃。经过均匀化处理后,加大开坯锻造变形量,在快锻机上多火次锻造成Φ250 mm棒材,原始组织如图1所示。原始组织为等轴组织,等轴α晶粒尺寸大约为5~7 μm,含量约为35%,分布均匀。
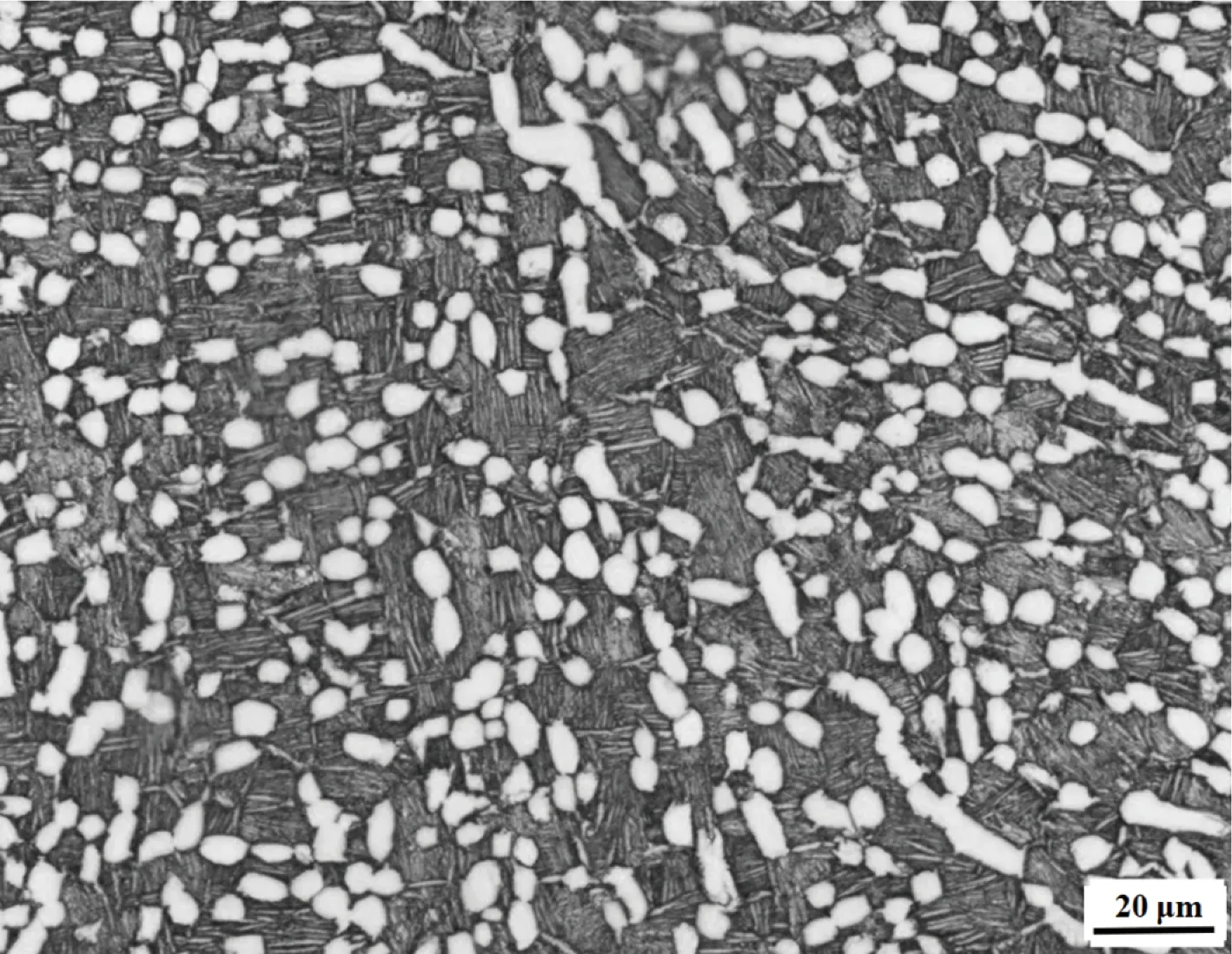
图1 TC17钛合金的原始组织OM照片

表1 TC17合金的化学成分(w/%)
实验使用的盘锻件锻造工艺为β锻造,锻造温度为930 ℃,锻后取出空冷。完全冷却后对盘锻件进行固溶时效处理,制度为:820 ℃/4 h/水冷+630 ℃/8 h/空冷。第一批生产的盘锻件出现组织不均匀、力学性能波动较大等问题,为探明原因,改进工艺,进一步对盘锻件成形过程进行有限元模拟,优化其工艺方案,再使用优化后的工艺生产盘锻件。对优化前后盘锻件的不同部位进行金相组织观察,金相组织采用Olympus/PMG3光学显微镜进行拍摄,然后对初始工艺及优化工艺生产的盘锻件进行力学性能测试,测试项目包括室温拉伸、疲劳性能及断裂韧性。
2.2 有限元模型及参数
本次锻造模拟使用的有限元软件为DEFORM,该软件是针对金属材料的塑性成型所开发的,适用于本次锻造过程的模拟。由于盘锻件属于轴对称零件,采用DEFORM软件中的2D模块进行模拟[10]。模拟前,首先使用Auto CAD建立上下模具和坯料的几何模型,之后保存为DXF格式文件,导入DEFORM有限元模拟软件的前处理器中,并进行参数设置。将坯料设为塑性体,模具简化为理想状态(不变形),设定为刚性体;采用四边形的单元网格对坯料进行离散,根据锻件尺寸,划分25 000个网格,选择网格畸变自动重划分,以保证模拟过程的精度和收敛性。材料使用作者单位前期积累的TC17合金本构数据和热力学参数,根据实际工况,选取坯料和模具之间的摩擦系数为0.3,类型为剪切摩擦,坯料与模具之间的热传导系数为5 W·m-1·K-1,与空气的换热系数为0.02 W·m-1·K-1,坯料和模具的温度均设置为930 ℃,锻造速度为2 mm·s-1。
采用以上参数进行锻造模拟,模拟结束后,在后处理中分析锻件的金属流动及应变分布,以判断其成形性及变形合理性。针对原始方案中存在的应变分布不均匀的问题,主要采取应变较大位置减少金属流动、应变较小位置增加金属流动的原则进行预制坯结构优化,获得应变分布均匀的预制坯结构。
3 结果与讨论
3.1 盘锻件成形的有限元模拟
盘锻件在锻造过程中各部位的变形程度是影响盘锻件组织和性能的最关键因素,为确定盘锻件各部位的变形程度,首先通过DEFORM有限元软件对盘锻件锻造过程进行模拟。原始方案盘锻件的模具和预制坯形状如图2a所示,锻造模具为开式模具,原始方案的预制坯为异形截面的饼坯,根据模具形状,对预制坯加工定位台,使其完全贴合模具,以满足其定位要求。原始方案锻后的盘锻件轴截面等效应变分布如图2b所示,可以看出,盘锻件截面的应变分布非常不均匀,其中辐板和轮缘部位的等效应变相对较大,应变超过1.2,而且在这2个部位存在明显的剪切带;鼓筒、试环和叶身部位的等效应变较小,部分位置应变小于0.4。应变的不均匀分布主要是锻造过程中金属的不均匀流动导致的,副板部位最先承受压缩变形,随后金属向轮缘部位流动,使得这2个部位的金属流动剧烈,应变较大,而鼓筒、试环和叶身部位的金属填充过程中并没有受到明显的变形,应变较小。这样的应变分布将导致盘锻件组织分布不均匀,特别是小应变区位置由于变形程度不足使得晶粒无法充分变形,进而可能会影响力学性能。
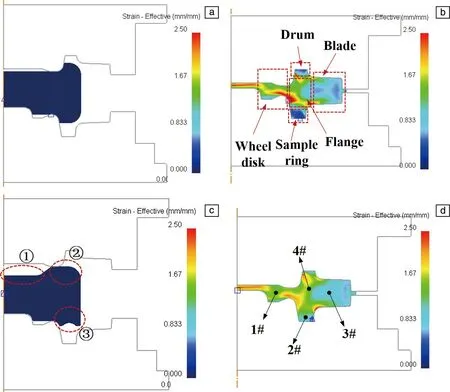
图2 盘锻件的预制坯形状及应变分布:(a,b)原始工艺,(c,d)优化工艺
针对原始方案存在的问题,对预制坯进行优化以解决锻件应变分布不均的问题,优化后的预制坯结构如图2c所示。考虑到原始方案中辐板和轮缘部位的应变较大而且存在剪切带,鼓筒和叶身部位的应变较小,在优化方案中降低饼坯中间辐板部位的高度,以缓解该部位金属流动的剧烈程度、降低应变,如图2c中的①所示。此外,对饼坯外侧的叶身部位进行处理,上部拉平,如图2c中的②所示,下部设置凹槽,如图2c中的③所示。如此,增加鼓筒、试环和叶身部位的金属流动,提高应变。经优化后的盘锻件应变分布如图2d所示,可以看出,盘锻件截面的应变均匀性已得到极大改善,整体应变分布较为均匀,没有过大或过小应变区存在,优化后盘锻件主要位置的应变分布在0.7~1.3之间,应变分布合理,这样的应变分布可以适度拉长原始β晶粒,并避免晶界平直、连续,保证盘锻件性能[11,12]。
3.2 优化前后的微观组织对比
通过有限元模拟对比,优化工艺的盘锻件应变分布相比于原始工艺明显改善,为进一步确认优化工艺的优越性,本部分对上述2种工艺生产的盘锻件微观组织进行表征和分析。微观组织的取样位置如图2d所示,在盘锻件的典型位置分别取1#~4#金相试样,进行微观组织分析。
图3为原始工艺生产的盘锻件微观组织形貌,1#位置的应变较大,原始β晶粒被显著拉长,晶界被破碎、弯折,但该部位的微观组织中存在明显的β再结晶晶粒,并且主要聚集于原始晶界附近,β再结晶的形成可能引起混晶,对性能产生不确定影响,在工程中应当避免[10]。2#和3#位置的应变较小,微观组织中的原始β晶粒基本保持等轴状,没有明显的变形痕迹,而且晶界α相连续、平直,晶界一般被认为是断裂过程中的薄弱环节[13,14],裂纹容易在晶界处萌生和扩展,因此平直且连续的晶界往往会导致性能恶化,特别是塑性[15-17]。4#位置的应变适中,该位置的微观组织形貌相对合理,原始β晶粒呈拉长状、没有或者含有少量的β再结晶晶粒、晶界断续、弯折、晶内α相保持网篮结构。
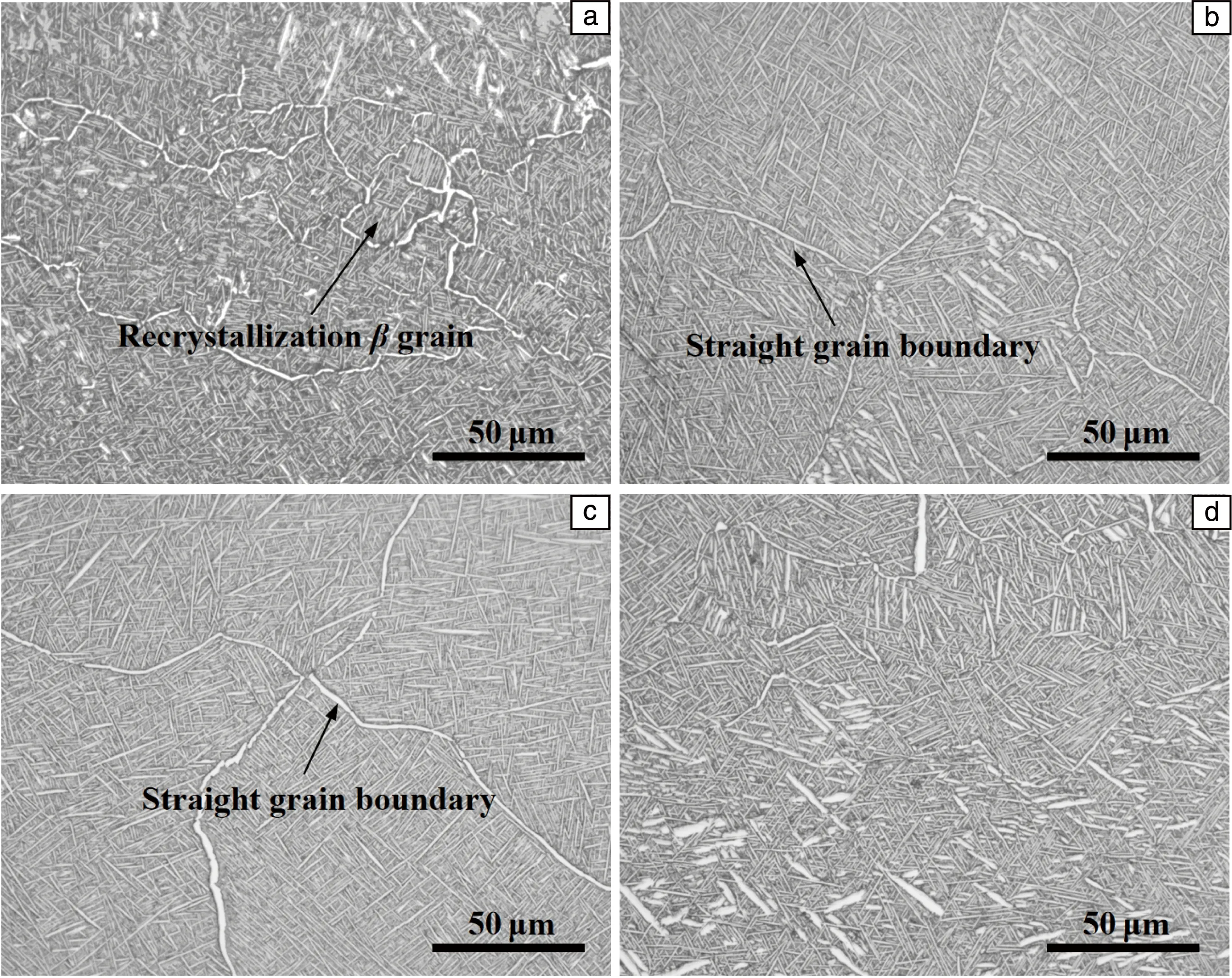
图3 原有工艺的微观组织形貌OM照片:(a)1#,(b)2#,(c)3#,(d)4#
以上分析表明,通过原始方案锻造的盘锻件的微观组织分布不均匀,而且原始方案的微观组织形貌不满足标准要求,辐板部位承受的变形较大,组织中含有大量的β再结晶晶粒,鼓筒和叶身部位承受的变形较小,组织没有充分变形,原始β晶粒保持等轴状,晶界α相连续、平直。这样的组织分布是导致首批盘锻件力学性能波动较大、部分性能偏低的主要问题[18,19]。
图4展示了优化工艺生产的盘锻件的微观组织,相比于原始工艺,优化后的盘锻件各部位微观组织分布及形貌有明显改善。首先,盘锻件各部位的微观组织分布均匀,没有明显的大变形或者小变形区,这与优化后的盘锻件应变分布更均匀相对应;其次,各部位的微观组织形貌更加合理,满足拉长的原始β晶粒、没有或者少量的β再结晶、晶界不连续、晶内网篮结构的微观组织形貌要求,这类组织可以使锻件具有更好的综合力学性能。优化后盘锻件各部位的微观组织得到改善,表明优化工艺具有合理性。
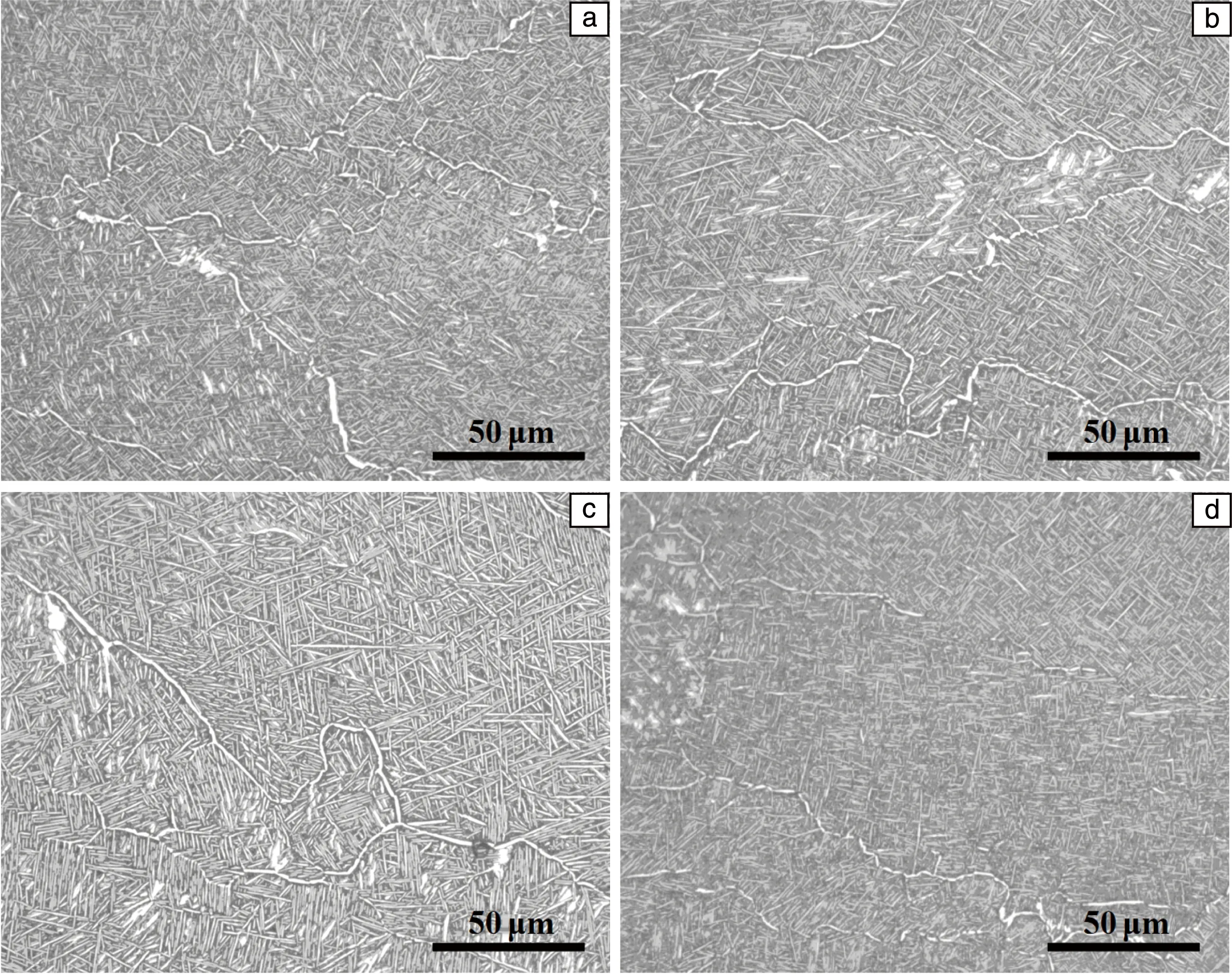
图4 优化工艺的微观组织形貌OM照片:(a)1#,(b)2#,(c)3#,(d)4#
3.3 优化前后的力学性能对比
为进一步对比原始方案和优化方案的优劣性,对优化前后的TC17合金盘锻件各部位进行力学性能测试,测试项目包含室温拉伸性能、断裂韧性和低循环疲劳性能,测试结果如表2和表3所示。通过对比可知,原始方案与优化方案得到的试样强度和断裂韧性水平相当,但优化方案的塑性和低周疲劳性能要优于原始方案,而且优化后盘锻件各部位的力学性能分散度较小、稳定性较好。原始方案生产的盘锻件,鼓筒、试环和叶身部位的延伸率较低,这与两部位的变化程度不足有关。在原始方案中,鼓筒和叶身部位承受的变形较小,微观组织中β晶粒保持等轴状、晶界α相平直且连续,这都会对塑性产生不利影响,而且,原始方案中不同部位的塑性存在较大波动,如鼓筒部位和轮缘部位的延伸率、断面收缩率相差超过一倍,这主要是由组织的不均匀性导致的[20]。优化后,盘锻件力学性能波动较大、部分塑性偏低的问题得到明显改善。此外,在应力集中系数为1.0、交变应变应变幅/平均应变为1.00±0.02、总应变为0.0093、循环频率为10~30次/min条件下进行低循环疲劳测试,由于组织均匀性和微观组织形貌的改善,优化方案的循环周次高于原始方案,优化方案生产的盘锻件具有明显优势。
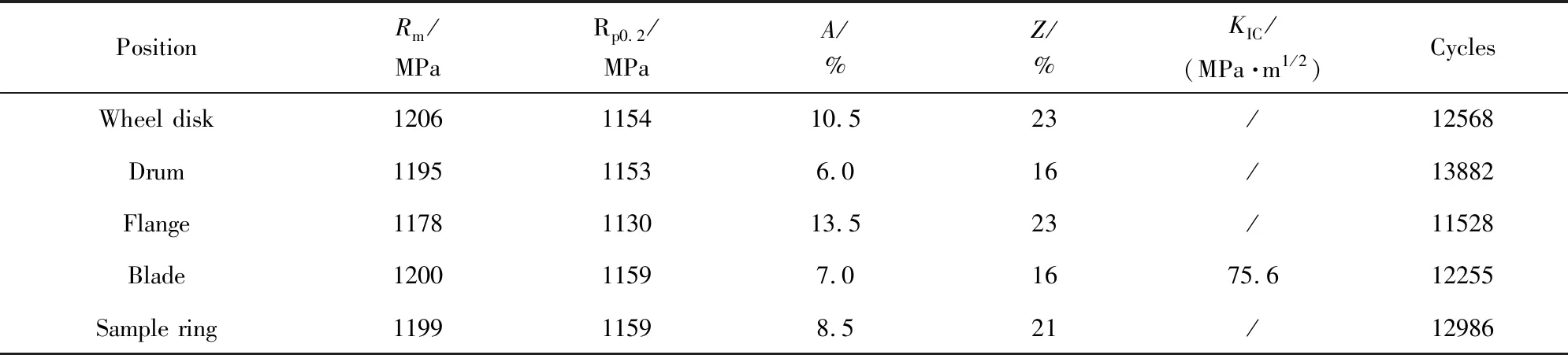
表2 原始方案生产的盘锻件力学性能
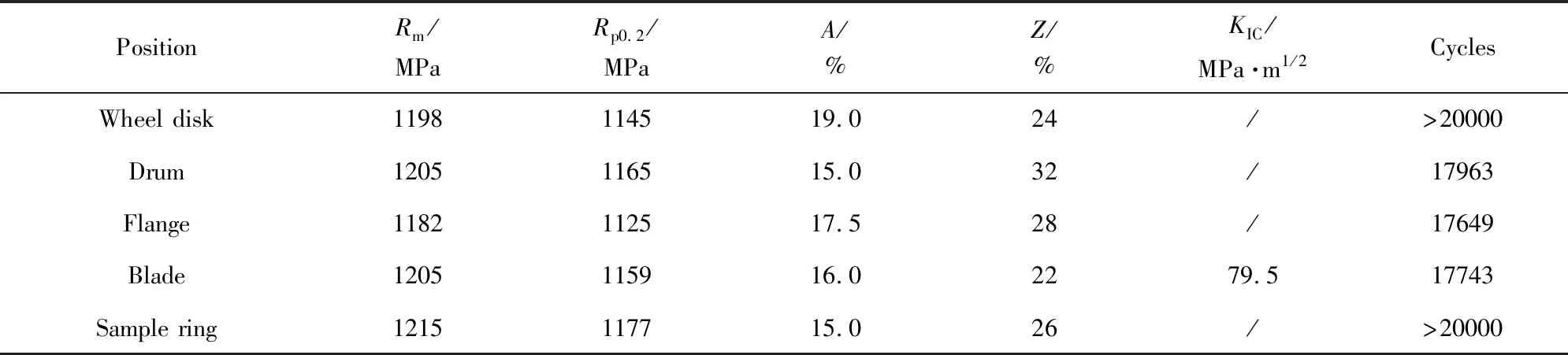
表3 优化工艺生产的盘锻件力学性能
4 结 论
通过对TC17合金某盘锻件优化前后的组织和力学性能对比分析,得到主要结论如下:
(1)原始固有方案的预制坯形状不合理,导致其锻造过程中变形不均匀,锻件截面存在小应变区,优化后,变形的不均匀得到明显改善,锻件截面主要部位的应变分布在0.7~1.3之间。
(2)原始固有方案的组织分布不均匀,优化后,锻件各部位的组织分布均匀且形貌特征合理,原始β晶粒呈拉长状、没有或者有少量β再结晶晶粒、晶界弯折、晶内为网篮结构。
(3)优化方案生产的盘锻件的力学性能优于原始方案,而且优化后盘锻件各部位的力学性能分散度较小、稳定性较好。
猜你喜欢
上海金属(2022年4期)2022-08-03 09:52:00
中国新技术新产品(2022年7期)2022-07-14 11:37:48
一重技术(2021年5期)2022-01-18 05:42:04
工程科学学报(2021年10期)2021-10-23 13:51:40
制造技术与机床(2017年5期)2018-01-19 02:48:59
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:32:49
大型铸锻件(2015年5期)2015-12-16 11:43:22
上海金属(2015年6期)2015-11-29 01:09:02
诗选刊(2015年6期)2015-10-26 09:47:10