Ti60 合金气体保护钎焊接头组织及性能
2023-12-12 02:58李克徐瑞强陈明华隋新坤辛立军伍复发
焊接 2023年12期
李克,徐瑞强,陈明华,隋新坤,辛立军,伍复发
(1.辽宁工业大学,辽宁 锦州 121001;2.大连工业大学,辽宁 大连 116499;3.唐山学院,河北 唐山 063000)
0 前言
高温钛合金是生产制造领域内广泛运用的轻质耐高温结构材料,当前在航空航天、石油化工、交通运输及军械方面都有所应用。近年来,高温钛合金构件在工程领域的应用更加迫切,高温钛合金的广泛应用对其高质量连接提出迫切需求[1-3]。Ti60 合金是一种近α 型高温钛合金,该材料具有良好的高温性能、组织稳定性能,能在600 ℃以上的高温环境内长期工作,抗腐蚀能力较强[4-5]。
目前,Ti60 合金的焊接方法主要包括激光焊、钨极氩弧焊、真空电子束焊、气体保护钎焊等[6-8]。Ti60合金熔点较高、导热性较差,且不具备保护的钛元素化学活性较大,焊接后在焊缝容易出现晶体粗大、生成金属化合物的情况,导致焊接接头出现脆化现象,使得力学性能受到影响。与其他焊接方法相比,气体保护钎焊具有加热温度低、对母材影响小等优点,焊后可以得到晶粒细小、力学性能优异的钎焊接头,且在气体保护条件下焊缝不被污染和氧化,因此非常适用于Ti60 合金的连接。
非晶钎料与普通晶态钎料相比具有熔点低、耐蚀性好等特点,Ti 基非晶钎料与Ti60 母材润湿性良好。加入与Ti 元素同族互溶的Zr 元素可进一步降低非晶钎料熔点,避免钎焊过程中发生母材熔蚀现象,因此选用Ti43Zr27Mo5Cu10Be15非晶钎料进行Ti60合金的钎焊。选用Ti43Zr27Mo5Cu10Be15非晶钎料对Ti60合金进行气体保护钎焊,探索钎焊温度、保温时间的变化对接头晶化的影响规律,并着重分析了钎焊工艺对钎焊接头界面组织及力学性能的影响。
1 试验方法
试验使用的Ti43Zr27Mo5Cu10Be15非晶钎料由DXL-500Ⅱ型非自耗钨极真空电弧炉制备,通过STA8000同步热分析仪进行DSC 测试,结果如图1 所示。测得其玻璃转变温度Tg为550 ℃,结晶温度Tx为650 ℃,熔点Tm为970 ℃。
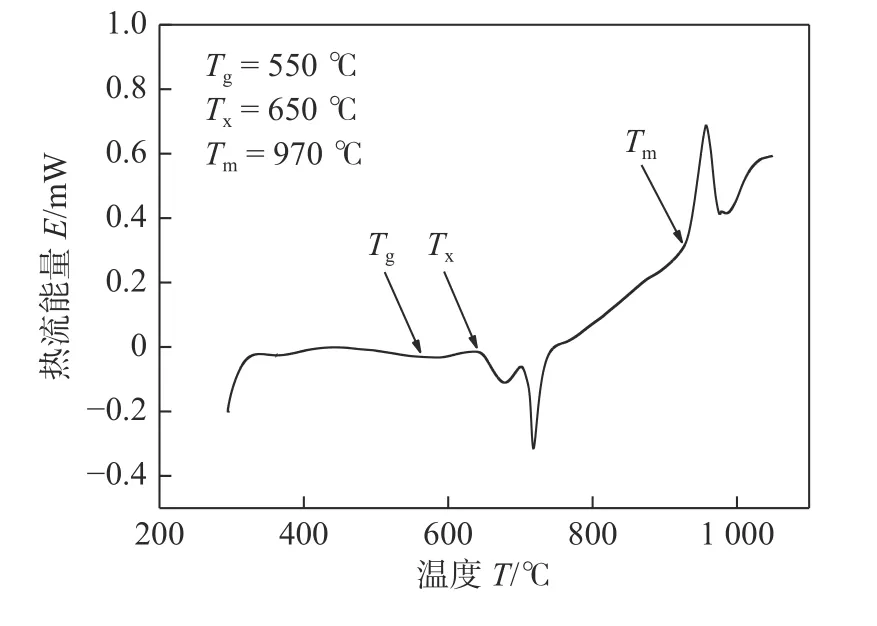
图1 Ti43Zr27Mo5Cu10Be15 非晶合金的DSC 热分析曲线
将Ti43Zr27Mo5Cu10Be15非晶钎料线切割为40 μm厚度的非晶箔片,其成分见表1。将Ti60 母材加工成10 mm × 10 mm × 2 mm 方形薄板及80 mm × 10 mm ×2 mm 条形薄板,加工尺寸及装配形式如图2 所示。试验开始前,对非晶钎料及Ti60 母材表面进行打磨,去除表面污渍、氧化物等杂质,然后将非晶钎料及Ti60母材分别放入丙酮中超声清洗15 min,清洗完成后将非晶钎料与Ti60 母材在自制卡具中进行装配固定,然后放入充满氩气的KTL-1600 管式炉中进行钎焊。

表1 Ti43Zr27Mo5Cu10Be15 非晶钎料化学成分(质量分数,%)
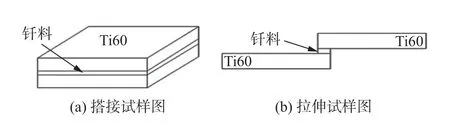
图2 试样装配示意图
Ti60 钛合金β 相转变温度约为1044 ℃,结合测得的Ti43Zr27Mo5Cu10Be15非晶钎料的熔化温度970 ℃确定该试验的钎焊温度为970~1044 ℃。进行不同钎焊温度的钎焊试验时,首先以20 ℃/min 的速率从室温升至900 ℃,保温5 min,再以20 ℃/min 的速率升温至钎焊温度(1000~1040 ℃),保温30 min,然后以10 ℃/min 的速率降温至600 ℃,然后随炉冷却至室温。进行不同保温时间的钎焊试验时,升降温速率为以20 ℃/min,钎焊温度选择1020 ℃,保温时间0~30 min。采用蔡司Axio Vert.A1 倒置式金相显微镜、Sigma500 场发射扫描电子显微镜及能谱仪观察钎焊接头的界面组织,采用微机控制的电子万能试验机进行拉伸试验。
2 试验结果与分析
2.1 钎焊接头界面组织
图3 为钎焊温度1020 ℃,保温时间30 min 下Ti60接头钎缝界面结构及形貌。从图3a 可以看出,钎焊接头实现了有效连接;根据接头界面结构将接头分为2 个区域:Ⅰ区(扩散层)和Ⅱ区(钎缝)。在钎缝、扩散区及母材处选取5 个不同的点A~E,表2 为图3b、图3c 中A~E 点能谱分析结果,通过分析可知:A 点和C 点处Ti 元素的含量远大于其他元素,这2 处的主要成分是α-Ti;B 点Ti 元素和Cu 元素的原子比大约为2∶1,因此B 点的主要成分为Ti2Cu,由此可知Ⅰ区(扩散层)的主要成分是α-Ti 和Ti2Cu;D 点和E 点(Ti+Zr)∶Cu 的原子比约为2∶1。Zr 元素在一定程度上可以熔解于Ti2Cu 中,且Zr 元素在Ti43Zr27Mo5Cu10Be15钎料中的质量分数远大于Cu 元素的质量分数,所以Zr 元素熔解于Ti2Cu 化合物中,形成(Ti,Zr)2Cu 金属间化合物,由此可推断出Ⅱ区(钎缝)的主要成分是α-Ti 和(Ti+Zr)2Cu。

表2 图3 中A~E 点能谱分析(原子分数,%)及可能相
图4 为Ti60 接头钎缝的元素分布,从图4a 中可以看出,钎料区域出现了本不存在的Al 元素,说明Ti60 合金中的Al 元素向钎料中发生了扩散。从图4b中可以看出,在Ti60 母材处和钎料处都有Ti 元素分布。Zr 元素和Ti 元素为同族元素,在α-Ti 和β-Ti 中均可以无限互溶,形成连续固溶体。从图4c 中可以看出,Cu 元素主要分布于钎料部分,基本没有向Ti60 母材处扩散。从图4d 中可以看出,钎料两侧扩散层的Zr 元素含量大于Ti60 母材处且小于钎料处,说明Zr 元素由钎料向Ti60 母材发生了扩散。
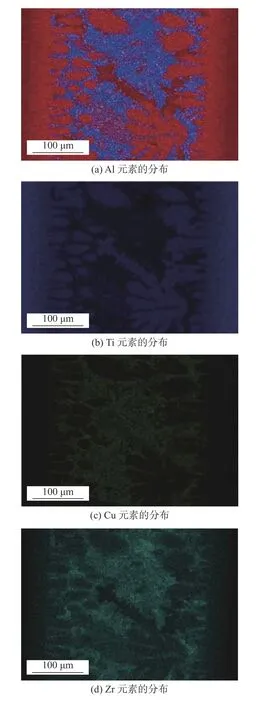
图4 Ti60 接头钎缝的元素分布
基于以上对Ti60 接头界面组织和元素的分析可知,在钎焊温度为1020 ℃、保温时间为30 min 的工艺条件下,钎缝中发现有Ti-Cu 金属间化合物和少量(Ti,Zr)2Cu 金属间化合物。
2.2 钎焊温度对Ti60 接头界面组织的影响
通过观察钎焊接头的微观组织可以看出钎缝和母材的连接情况,进而可分析焊接质量和接头力学性能[9]。图5 为保温时间30 min,钎焊温度依次为1000 ℃,1020 ℃,1040 ℃下所获得的Ti60 钎焊接头界面组织微观组织。从图5 可以看出,在以上焊接参数下,Ti43Zr27Mo5Cu10Be15非晶钎料与Ti60 母材实现了有效的冶金连接,钎缝和两侧母材连接都比较致密均匀,没有出现钎料未熔化及未焊透、气孔等缺陷,说明钎料在此焊接参数下对Ti60 母材的润湿性较好。随着钎焊温度升高,钎缝两侧针状α-Ti 逐渐长大,母材两侧的扩散区有连续分布的棒状灰白色组织,钎缝区域存在大块白色金属间化合物,其弥散分布在深灰色相中。且随着钎焊温度升高,钎缝中的白色相明显增加。
钎焊温度为1000 ℃时,钎缝中心区域的主要成分为钎料原始成分,这是由于较低的钎焊温度不利于钎料的熔化和扩散,使得钎料与母材熔合不充分。钎焊温度高于钎料熔点后,钎料逐渐熔化,两侧母材与液态钎料相互熔解和扩散,钎料与Ti60 母材实现冶金连接。在随炉冷却过程中形成了针状α-Ti 相及弥散分布的(Ti,Zr)2Cu 相。
钎焊温度为1040 ℃时,钎缝中心区域有大量明显的白色柱状组织,这种宽大的柱状组织使钎焊接头内存在较大的应力集中,不利于钎焊接头内残余应力的释放,将会降低钎焊接头的力学性能。钎焊温度为1020 ℃时,焊缝中心区域有类似网格状的组织结构,这种不规则的网格状组织结构有利于钎焊接头内的残余应力的释放,能够减小钎焊接头的脆性、提高钎焊接头的力学性能。
2.3 保温时间对Ti60 接头界面组织的影响
图6 为钎焊温度1020 ℃、不同保温时间下钎焊接头界面的微观组织。当保温时间较短时,钎料与母材之间元素的扩散与熔解不充分[10],钎缝厚度较小。随着保温时间的延长,钎缝厚度逐渐增加。当保温时间超过15 min 时,接头界面结构发生明显变化:母材两侧针状α-Ti 相长大,逐渐充满整个焊缝,同时弥散的(Ti,Zr)2Cu 相含量变少。通过以上分析可知,延长保温时间后两侧母材向液态钎料中的熔解愈加充分,钎缝逐渐变宽,同时液态钎料中Zr,Cu,Ni 等元素向两侧母材充分扩散,使得钎缝内这些元素浓度降低且元素分布逐渐趋于均匀。
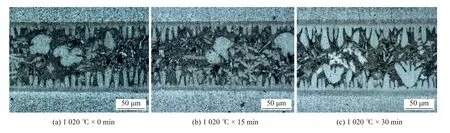
图6 不同保温时间下Ti60 接头界面组织
1020 ℃ × 30 min 条件下Ti60 合金钎焊接头组织形貌与线扫描分析结果如图7 所示。从图7 中可以看出,两侧母材中的Ti 元素含量高于钎缝中的Ti 元素含量,钎缝扩散层处Ti 元素的含量变化曲线呈一定坡度。母材及钎料中的Ti 元素和Zr 元素相互扩散,Zr 元素在钎缝存在元素富集,近钎缝处的母材Zr含量明显高于其他母材处,这些富集区域存在大量的Zr 元素及其化合物;Cu 元素和Zr 元素的变化趋势大致相同,Cu 元素的富集区和Zr 元素的富集区也大致相同,该区域含有大量的Zr,Cu 元素,它们富集形成的化合物为脆性化合物[9]。钎料中的Mo 元素向Ti60 母材中扩散;Ti60 母材中的Al 元素向钎缝中扩散,它们的扩散较少,其含量变化曲线整体波动不明显。母材和钎料之间元素扩散的情况在一定程度上能够反映钎焊接头的焊接质量。母材和钎料中的元素扩散良好,焊缝和母材中的元素分布均匀,则钎焊接头综合性能良好[11]。

图7 1020 ℃ × 30 min 条件下Ti60 合金钎焊接头组织形貌与线扫描分析结果
2.4 钎焊接头力学性能
图8 为不同钎焊工艺参数下钎焊接头的抗拉强度。由图8 可知,随着钎焊温度的升高或保温时间的延长,接头抗拉强度先增加后降低。当钎焊温度为1020 ℃、保温时间为30 min 时,接头获得最大抗拉强度为529.6 MPa。现对以上工艺参数条件下钎焊温度对接头室温抗拉强度(每个工艺4 个试样取平均值)的影响进行分析,当温度从1000 ℃升至1020 ℃时,钎焊接头抗拉强度有较为明显的提高。当温度从1020 ℃升至1040 ℃时,接头的抗拉强度小幅度降低,在钎焊温度1020 ℃时抗拉强度达到最大值。这是因为在1020 ℃的钎焊温度下,Ti43Zr27Mo5Cu10Be15钎料熔化程度良好(其熔点为970 ℃),与母材反应更加充分,钎缝力学性能良好。因此,在1020 ℃的钎焊温度下,接头抗拉强度较高。随着温度继续升高,在钎焊温度为1040 ℃的工艺条件下,晶粒在焊接过程中快速长大,粗大的晶粒导致接头力学性能下降,抗拉强度降低[12-14]。对比不同工艺条件下接头的力学性能发现,随着钎焊温度的提高,钎焊接头稳定性降低。
图9 为不同钎焊工艺参数下Ti60 接头硬度。6 组焊接参数分别对应2.2,2.3 章节中的6 组试验。从图9中可以发现,使用Ti43Zr27Mo5Cu10Be15钎料钎焊Ti60合金,钎缝硬度高于扩散区和母材,且随着钎焊温度升高和保温时间延长,钎缝硬度先升高后降低,母材部分硬度没有发生太大变化。钎焊温度为1020 ℃时,钎焊接头的整体硬度较低,造成这种现象的原因可能是由于钎焊接头中的金属间化合物含量较少。在所有钎焊温度下,越靠近钎缝的区域硬度越高,熔合线、母材的硬度依次降低。钎焊接头区域的硬度与金属间化合物的含量和种类有较大联系。钎焊温度过高或过低时,钎焊接头中金属间化合物增多,造成钎焊接头的部分区域硬度升高[9]。Ti43Zr27Mo5Cu10Be15钎料钎焊Ti60 合金时,在1020 ℃ × 30 min 的参数下,接头具有良好的抗拉强度和显微硬度,综合力学性能优异。
3 结论
(1)采用Ti43Zr27Mo5Cu10Be15非晶钎料可以实现Ti60 合金钎焊,在钎焊温度为1020 ℃、保温时间为30 min 的焊接条件下,钎缝中发现有Ti-Cu 金属间化合物Ti2Cu 和少量(Ti,Zr)2Cu 金属间化合物。
(2)随着钎焊温度的升高或保温时间的延长,两侧母材及钎料中的元素相互扩散,Ti60 接头内元素扩散越来越充分。钎缝两侧的针状α-Ti 长大,并逐渐充满整个钎缝。
(3)随着钎焊温度的升高或保温时间的延长,接头抗拉强度先增加后降低。当钎焊温度为1020 ℃,保温时间为30 min 时,钎焊接头获得最大抗拉强度为529.6 MPa,此参数下钎焊接头综合力学性能优异。
猜你喜欢
机械制造(2022年5期)2022-06-10
电焊机(2018年4期)2018-05-03
电镀与环保(2017年2期)2017-05-17
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
电源技术(2016年2期)2016-02-27
中国科技信息(2015年21期)2015-11-07
焊接(2015年5期)2015-07-18