
一种柔性辅助支撑结构的预紧力判读算法研究
2023-12-09 02:45廖红强杨云斌何飞
机械工程师 2023年11期
廖红强,杨云斌,何飞
(中国工程物理研究院 总体工程研究所,四川 绵阳621999)
0 引言
预紧结构形式多样、应用广泛,预紧力的设计与实现是预紧结构设计研究的重要内容,而预紧力加载后的高精度判读又是预紧力工程实现中的一个重点。在重型锻压设备领域,预紧组合结构广泛应用于大型液压机本体的设计,而预紧力的确定是其关键问题[1]。文献[2]研究了螺栓连接预紧力对结构疲劳性能的影响,其研究结果表明,通过螺栓预紧载荷的合理选取,可以有效提高材料的疲劳寿命。针对多层回转体预紧组合结构,振动环境下的层间相对转动滑移问题已有较多研究[3-6],而层间预紧力的合理设计是防止或减弱相对转动滑移的关键,且决定预紧力实现精确加载的预紧力判读方法也是其工程难题。
在某装备的套装支撑连接结构设计中,因其被支撑件长径比较大、质量较重,为了确保连接强度与刚度、提高动态环境适应性,采用了刚性主连接与柔性辅助支撑相结合的支撑连接方式。其中刚性主连接作为主要的承力结构,采用止口定位加螺栓固连的连接方式,具有较强的约束定位功能,能够承受较大的轴向与径向载荷。柔性辅助支撑的设计则需根据产品的受力状态、外形结构、周边的空间约束以及装配方式等因素进行适应性设计。
针对上述需求,本文设计的环式柔性辅助支撑结构具有预紧力可量化调节、柔性适配主连接结构、结构简单紧凑、装配方便等特点,适用于长径比较大或柱状零部件的辅助支撑设计。针对该柔性辅助支撑结构,预紧力的精确控制与判读是其装配环节最重要的内容之一。通过大量装配数据研究与压缩特性测试等工作,本文提出了一种轴向预紧力(后简称“预紧力”)判读计算方法,该方法操作简单、实用性强,经判读计算给出的预紧力比传统经验判读方式更加接近真实预紧力,能明显提高预紧力判定精度,适用于需较准确控制预紧力的环式辅助支撑结构的预紧力判读计算。
1 结构设计简介
本文的研究对象环式柔性辅助支撑结构主要由压环、调节垫片组成,与刚性主连接件、支撑件、被支撑件共同构成“刚性主连接+柔性辅助支承”的支承连接方式,其原理如图1所示,其装配预紧初始状态如图2所示,压环结构示意如图3所示。其主要结构方案如下:

图1 环式柔性辅助支撑结构的装配预紧状态
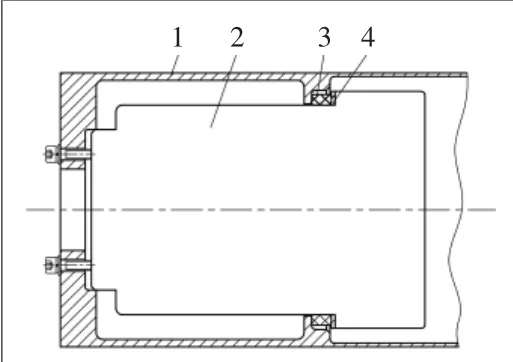
图2 环式柔性辅助支撑结构的装配预紧初始状态
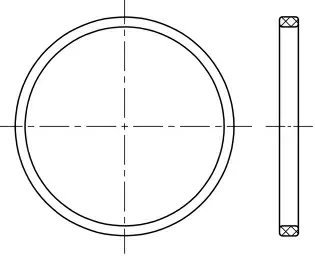
图3 压环结构示意图
1)支撑件与被支撑件在前端采用止口定位、螺栓固连的方式进行连接。
2)在支撑件中,被支撑件腰部通过压环进行辅助支承,压环通过主连接轴向装配加载过程进行轴向压缩,同步实现径向胀紧,以产生对被支撑件的径向支撑力。
3)为保证压环较好压缩,通过支撑件与被支撑件相应部位的结构设计形成较为密闭的近似矩形或正方形空腔,在保证装配可行的基础上防止柔性辅助支撑件被挤出轴向两端的缝隙。
4)压环材料选择耐老化性能好的橡胶,压环截面形状根据横向支撑力大小需求与装配方便性等进行优化选型设计。
5)压环套装在被支撑件相应部位,套装之前需将相应厚度的调节垫片套装在该位置,调节垫片的厚度根据横向支撑力大小需求及其与轴向预紧力之间的转换关系确定。
2 传统预紧力调节与判读方法
在支撑件与被支撑件正式装配前,需选配合适厚度的调节垫片以满足轴向预紧力设计要求。对于调节垫片的选配,预紧力判读是其重点工作。传统的调节垫片选配方法为试配法,即从一系列厚度的调节垫片中根据经验选择不同规格进行试配,直到选出合适的为止。试配需按以下操作流程开展装配加载与读数等工作:
1)压环与调节垫片套装到位后,将被支撑件竖直稳固立于托架上,采用竖直套装方式将支撑件往被支撑件上初步套装到相应位置。
2)按图4所示方式测试判断刚性主连接端面贴合后压环产生的预紧力大小,具体过程为:首先,安装加载测力装置(简称“加载装置”)在支撑件上端面并通过传力螺杆与被支撑件固连;然后,用加载装置对被支撑件相对支撑件主连接框施加装配载荷F,用千分表(安装在支撑件上,触头顶在被支撑件端面中心)测量主连接端面间隙x,一边加载一边读取载荷F与主连接端面间隙x数据,直到能判断主连接端面明显贴合为止,通过相应的判读计算方法给出压缩环预紧力。
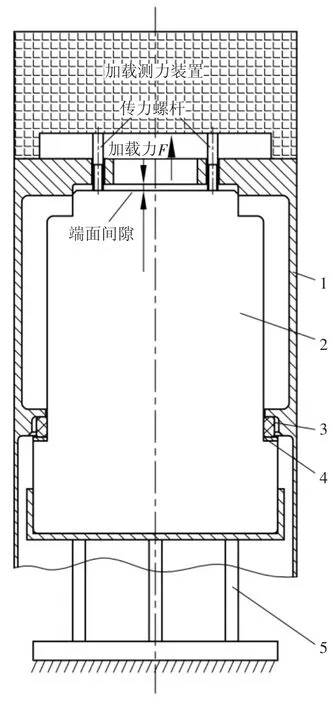
图4 环式辅助支撑结构装配加载测试状态示意图
按照上述装配加载与读数流程,获得了加载力F与主连接端面间隙x的变化过程数据后,传统预紧力判读方法为寻找F与x变化曲线上的突变(拐)点,读取突变起点的F值作为压环在主连接端面贴合后的预紧力,如图5所示,Fc即为主连接端面贴合时的预紧力。因为加载数据曲线上点(Δxc,Fc)之前的间隙与载荷变化规律主要反映压环本身压缩特性,而之后的由于发生了突变,分析认为应当是主连接端面已贴合,包括了支撑件与被支撑件主连接端面的接触刚度。

图5 加载力与主连接端面间隙减小量变化趋势示意图
3 分析装配数据得出“偏斜论”
在环式辅助支撑结构的真实产品装配中,普遍会出现类似表1所示装配加载数据。
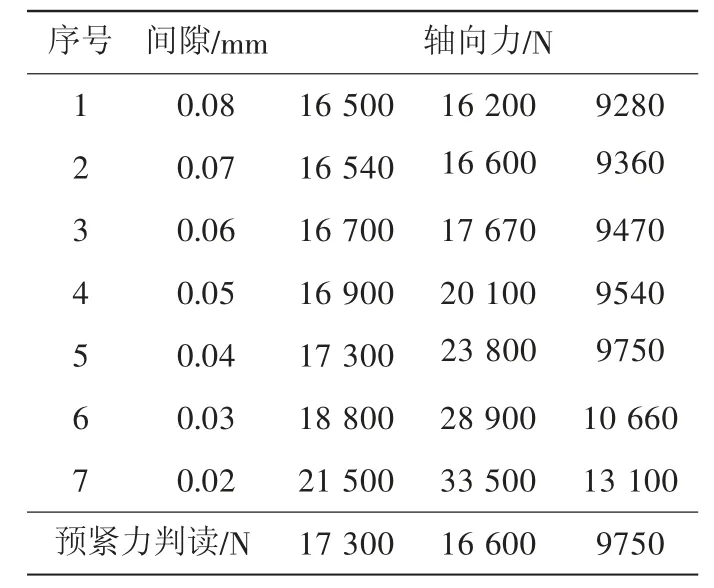
表1 压环辅助支撑结构装配预紧典型加载数据
由表1中数据可见,压环在不同预紧力状态下,被支撑件与支撑件的主连接端面刚接触时(通过力的突变判断),间隙均没有回归到未装压缩环时的空套状态(间隙为0)。对此,分析认为其可能的原因包括:
1)在压环装配加载过程中,被支撑件与支撑件主连接端面难以绝对平行、通常相对有微小偏斜,如图6所示。该偏斜使得被支撑件主连接端面局部与支撑件硬接触或顶上时,其余部位还没有接触,因此测量间隙的千分表触头顶的位置没有完全闭合,间隙读数不为0。

图6 现实装配微小偏斜状态示意图
2)在压环加载过程中,支撑件与被支撑件产生了微小变形,导致千分表安装位置相对其触头顶的位置与空套时相比发生微小改变,对千分表读数产生影响,从而导致“无法归零”现象。
综合考虑压环与支撑件的压缩特性(两者均受压)测试数据,以及被支撑件主连接端面与支撑件局部接触可能引起的加载特性变化,分析认为,上述“偏斜”为主要原因,且被支撑件与支撑件的主连接端面在贴合前经历了“由局部接触过渡到大面积接触”的过程。对此,通过数据与现象的综合分析推演,概括总结后提出“偏斜论”:由于压环预紧力及配合间隙、形位公差等原因,被支撑件与支撑件主连接端面在装配过程中大概率会出现“间隙→局部接触→大面积接触→全面贴合”的状态变化历程;其根本原因是支撑件与被支撑件的相对微小偏斜与主连接端面难以绝对平行地靠拢至最终贴合。“偏斜论”所述主连接两端面之间的状态变化历程对应存在着以下关系:
1)主连接两端面局部接触前后,装配加载表现出的刚度特性(即主连接两端面间隙的单位减小量对应的载荷增量)会发生明显突变。
2)因为千分表测量位置在端面中心,主连接两端面局部接触后,反映两端面间隙的千分表读数不会立即归零,且该读数能表征两端面平均间隙。
4 基于“偏斜论”的预紧力判读算法
压环预紧力的传统判读方法比较合理,但没有充分量化考虑压环刚度特性与主连接端面剩余间隙对应的预紧力修正,即:没有基于压环刚度特性与剩余间隙对所读预紧力数值进行补充,预紧力判读结果比真值少了剩余间隙对应的预紧力增量。
针对传统预紧力判读方法存在的缺陷,基于“偏斜论”中深化认识分析可知:基于压环的压缩特性(压力与压缩量的对应关系)可判断被支撑件与支撑件局部接触时刻,该时刻之前力的增量主要用于压环的压缩;基于加载历程分析,由局部接触到端面贴合的加载过程中,力的增量主要用于被支撑件与支撑件结构的刚性挤压,该阶段压环预紧力的增量不能通过加载装置力的增量判断。
基于上述分析,将被支撑件与支撑件按照刚体考虑(即不考虑两者的微小变形),提出更精确的压环预紧力判读计算方法如下:
1)局部接触零时及该时刻压环预紧力的判读,以压环本身在轴向载荷作用下单位压缩量对应的力增量作为基础,当加载装置与千分表的数据反映出主连接端面间隙减小量带来的力增量明显大于压环本身的特性时,即力增量发生突变时,则可判断为主连接端面发生了局部接触,读取力增量突变之前的力为局部接触零时的压环预紧力。
2)局部接触到端面贴合阶段压环预紧力增量的计算:以局部接触零时间隙作为压环剩余压缩量,基于压环压缩特性数据,查询估算以该时刻预紧力为起点再压缩“剩余压缩量”的过程中压环的平均刚度,然后按“压环平均刚度×剩余压缩量”估算预紧力增量。
3)最后按照“局部接触零时预紧力+剩余间隙对应的预紧力增量”计算该状态下主连接端面贴合后压环的预紧力。
上述基于“偏斜论”的预紧力判读算法的核心思想是:装配过程中的加载特性发生突变时,间隙读数不为零反映了主连接端面还未完全贴合,因此需要考虑主连接端面剩余间隙对应的预紧力增量,以提高压环预紧力结果精度。基于上述思想与压环压缩特性数据,还可通过查表法直接获得压环最终预紧力,其流程如图7所示。

图7 查表法判读预紧力流程图
上述预紧力判读算法的精度主要取决于压环平均刚度的精度;而查表法的精度则主要取决于压环压缩特性离散数据表的压缩力取点密度。
5 应用实例
针对某压环在模拟真实使用状态下通过压力机测试获得的压缩特性实测数据,经过拟合、离散化处理后,获得的压缩特性部分离散数据如表2所示。

表2 某压环压缩特性离散数据表
针对表1中装配加载数据,选取第一列轴向力数据判读计算如下:
1)局部接触零时及该时刻压环预紧力的判读:局部接触零时间隙为0.04 mm时,该时刻压环预紧力为17 300 N(即局部接触零时预紧力)。
2)局部接触到端面贴合阶段压环预紧力增量的计算:压环剩余压缩量为0.04 mm,查看表2,可计算得出在17 300 N基础上再压缩0.04 mm过程中压环的平均刚度约为(18200-17200)÷(2.913-2.874)≈25641 N/ mm,则预紧力增量=压环刚度×剩余压缩量≈25641×0.04 ≈1026 N。
3)该状态下主连接端面贴合后的压环预紧力=局部接触零时预紧力+压环刚度×剩余压缩量=17300 N+1026 N=18326 N。
而采用查表法的结果则为18 200 N,如图8所示。

图8 查表法判读预紧力示意图
6 结论
本文所述的环式柔性辅助支撑及类似结构,其预紧力的精确控制对获得稳定一致的装配预紧状态具有重要意义。而预紧力的精确判读又是精确控制的重要前提。对此,针对预紧力的精确判读,通过本文所述研究工作,可获得以下主要结论:
1)针对横向辅助支撑需求,介绍了一套环式柔性辅助支撑方案,具有预紧力可量化调节、柔性适配主连接、结构简单紧凑、装配方便等特点。
2)介绍了传统预紧力调节与判读方法,分析了其存在的不足。通过装配加载过程、数据及现象的综合分析与推演,提出了深化认识:“偏斜论”。
3)针对传统预紧力判读方法的不足,提出了基于“偏斜论”的预紧力判读计算方法,同时提出了衍生的便于工程实际应用的查表法,并通过应用实例展示了相应的操作流程与方法。从这两种方法的理论基础与原理可见,所得预紧力的精度比传统方法高。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
当代陕西(2022年6期)2022-04-19
水泵技术(2021年2期)2021-07-31
中学生数理化·中考版(2019年9期)2019-11-25
石油化工建设(2019年4期)2019-10-10
电镀与环保(2017年6期)2018-01-30
电信科学(2016年9期)2016-06-15
设备管理与维修(2016年6期)2016-03-16
制造技术与机床(2015年10期)2015-04-09
电子设计工程(2015年16期)2015-02-27
