
钢材试样加工工艺设计与试验
2023-12-04 02:43赵永锋
理化检验(物理分册) 2023年10期
陈 杰,杨 柳,罗 军,赵永锋
[重庆钢铁股份有限公司制造管理部(技术中心),重庆 401220]
金属材料在生产出来后,一般都要经过物理、化学性能测试。在这个过程中,对材料进行取样是必不可少的环节,为了让材料的性能具有广泛的通用性,国际上有很多的取样和制样规范,但一般情况下,由于各行各业的特殊性,这些取样和制样规范大部分也是推荐性标准,因此企业在具体取样过程中,会充分考虑产品的特点以及软件和硬件的配置,采用双方认同的取样协议或标准。
在钢铁企业中,钢材成品的性能检验用取样细则是多样的。笔者单位轧钢厂板材性能检测用试样尺寸(长×宽,不同)为200 mm×400 mm,纵向冲击试样的加工工艺为:采用纵向锯切方式取出1件直条毛坯,然后在刨床上将其减薄到合适尺寸,再分段成3件各55 mm 长的冲击小毛坯,在纵向上必须保证长度为170 mm,同时保证试样宽度为200 mm。由于所取试样都是从外形、质量合格的钢板上切取下来的,在保证钢板性能的前提下,将纵向冲击试样按单件进行切取对于降低企业的取样成本有重大意义。
1 材料与试验
从1件样板上加工出1套试样,该套试样包括1组冲击样和2件拉力试样,或1组冲击试样,1件拉力试样、1件弯曲试样。
制订了中厚板取窄样工作推进方案,主要从设备、制度、人员技能培训等方面进行梳理和完善,中厚板取窄样试验取样方案如表1所示,从取样的钢种、规格、取样尺寸等方面进行策划,取样量根据试验情况而定。

表1 中厚板取窄样试验取样方案
根据GB/T 228.1—2021《金属材料拉伸试验第1部分:室温试验方法》加工拉伸试样,根据GB/T 229—2020《金属材料夏比摆锤冲击试验方法》加工冲击试样。对于大于40 mm 厚度的板材,将拉伸试样统一加工成ϕ20 mm 的圆棒。
2 试验过程及结果
2.1 加工工艺路线
在钢产品检测用试样的加工环节,冲击试样的加工工序最复杂,其所涉及的加工设备也最多;另外,在取样方向上,冲击试样分为纵向冲击试样(与钢板的轧制方向一致)与横向冲击试样(与钢板的轧制方向垂直)。
考虑到现有加工设备的配置,设计了4种加工工艺路线,分别是常规设备工艺路线、类韶钢工艺路线、新引进设备的初始工艺路线和精简工艺路线等4个方案(见图1~4)。
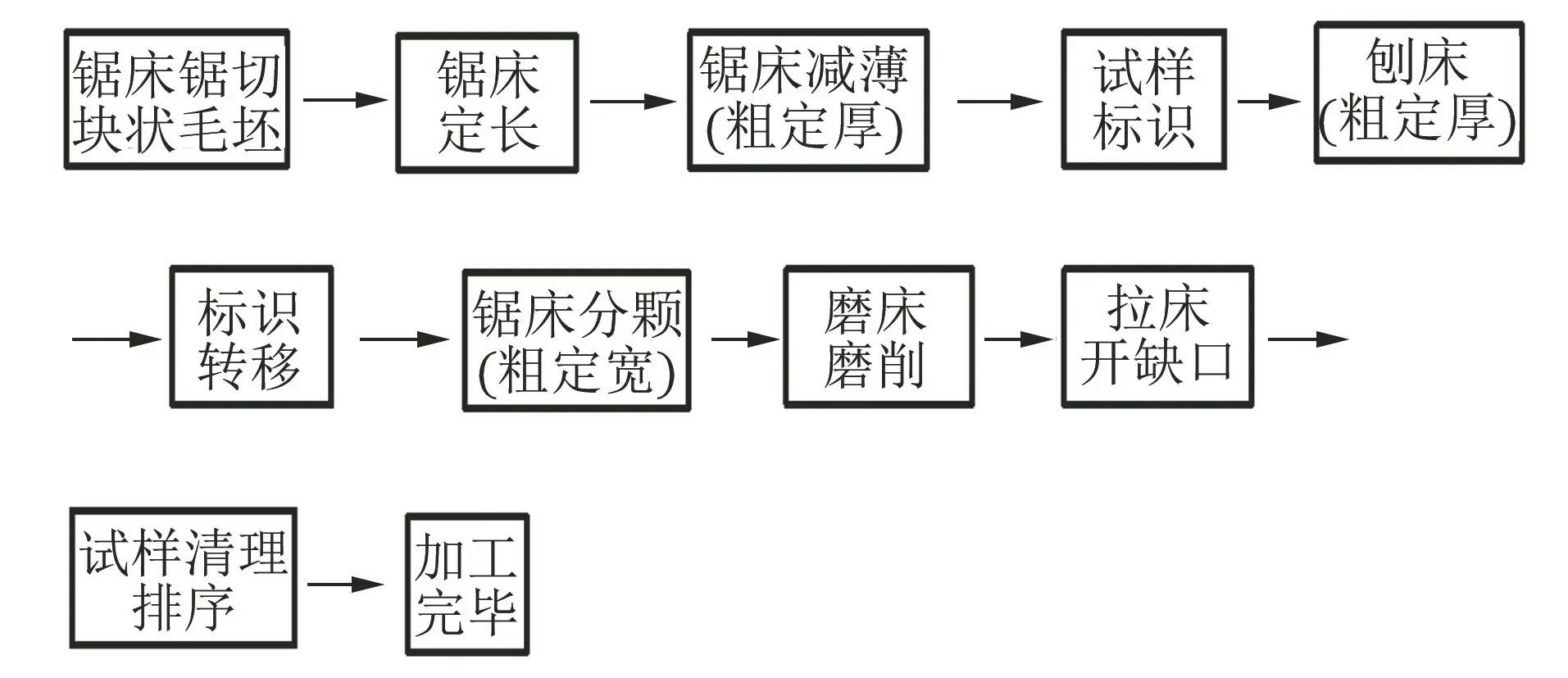
图1 常规设备工艺路线
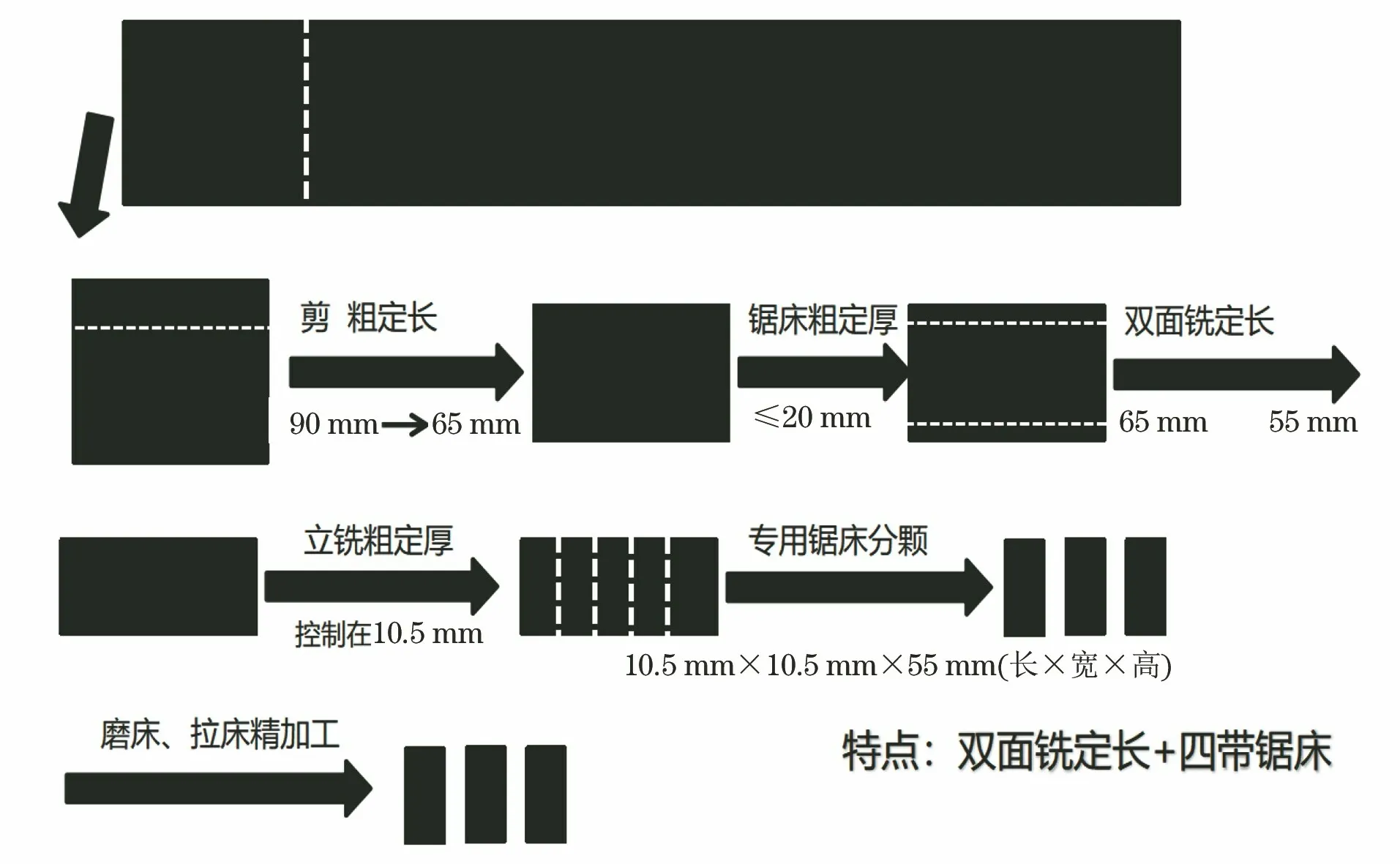
图2 类韶钢工艺路线

图3 新引进设备初始工艺路线
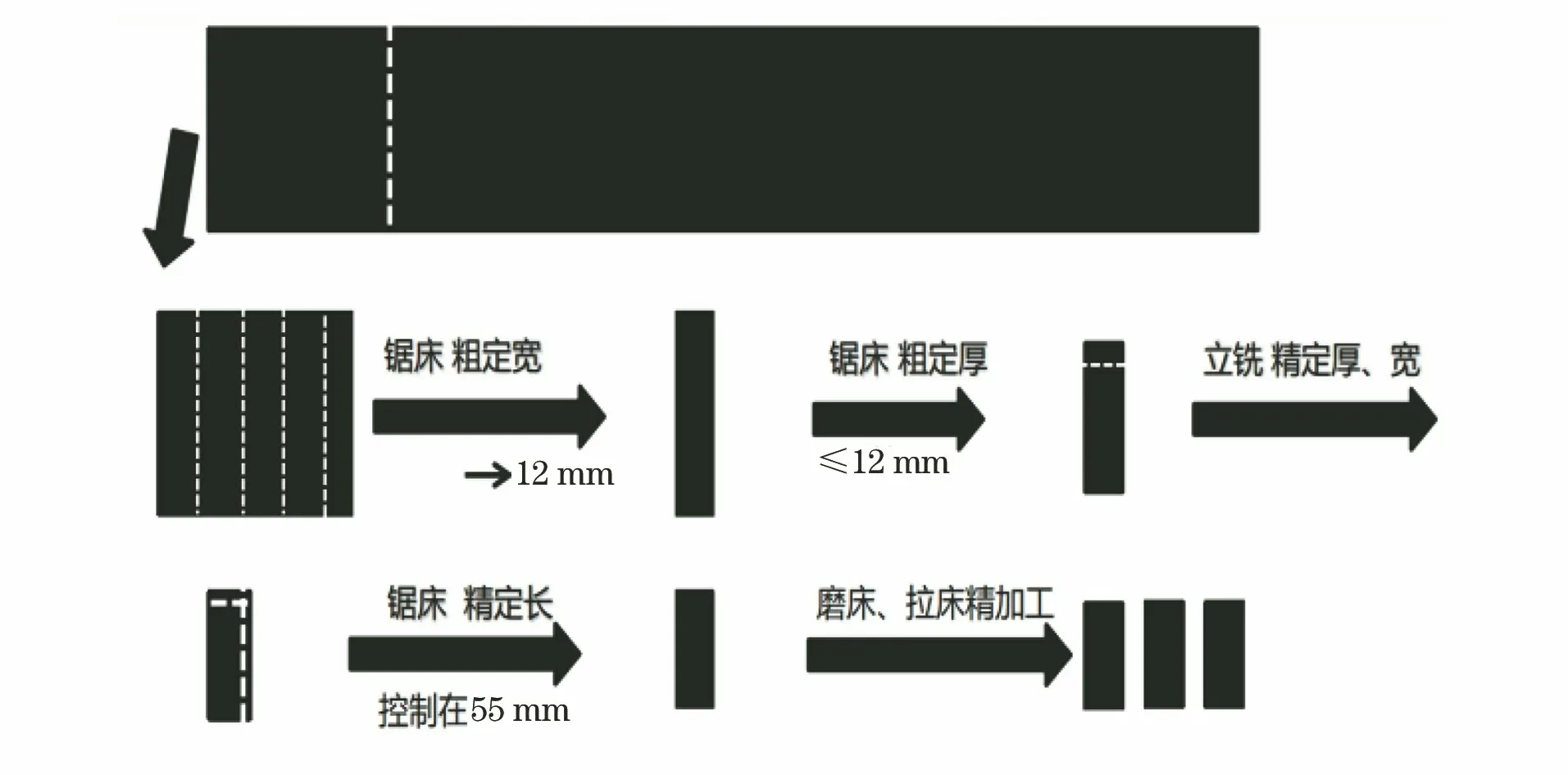
图4 新引进设备精简工艺路线
为了较准确地对这4个工艺路线进行比较,选取厚度为20 mm、宽度为120 mm 的15件样板为一批的加工试样作为研究对象,根据各加工工艺路线所采用的设备,以及每类设备在正常操作情况下所需要的工序时间,得出不同加工工艺冲击毛坯样的完成时间(见表2)。经比较,精简加工路线的总时间为93.5 min,与其他加工工艺路线相比,该路线的时间最短。

表2 不同工艺路线下冲击试样加工工序时间min
2.2 对比试验及结果
根据表1,对138批厚度为8~50 mm 的Q235钢系列试样和209批Q345钢系列试样进行拉伸试验和冲击试验。经对比分析,Q235钢系列试样屈服强度差异为-1.75%~+3.50%,抗拉强度差异为-1.50%~+1.90%,断后伸长率差异为-5.0%~+8.0%,冲击吸收能量差异为-6.0%~+17.0%;Q355钢系列试样屈服强度差异为+3.40%,抗拉强度差异为2.38%,断后伸长率差异为+13.9%,冲击吸收能量差异为+19.60%。结果均低于GB/T 228.1—2021的要求。
2.3 金相检验结果
钢板切割方式是多种多样的,通常分为冷切割处理和热切割处理两大类。在冷切割中,一般采用普通剪切法或水流切割法;热切割处理时,可以使用火焰切割、等离子切割或激光切割等方法。
在冷热变形加工的过程中,钢板变形量不均匀,金属材料内部组织和缺陷的分布也不均匀[1]。在样板切取时,对于厚度不大于40 mm 的产品,采用直接剪切方式进行切取,这会在样板上留下加工硬化区域,引起该区域的组织变化(见图5~8),从而引起该区域的力学性能改变。对于厚度大于40 mm的产品,采用火焰切割方式切取试样。为了保证试验的可靠性,采用火焰切割法切取样坯时,应保证从切割线到最终加工成型的试样之间有足够的加工余量,以消除热应力对试样的影响。

图5 加工硬化区域表面显微组织形貌
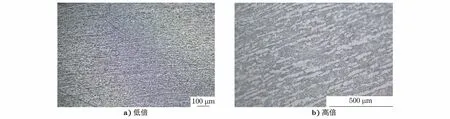
图6 加工硬化区域心部显微组织形貌
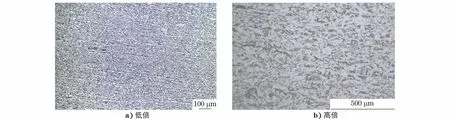
图7 正常区域表面显微组织形貌

图8 正常区域心部显微组织形貌
随机选取厚度为40~60 mm 的24件样板制取金相试样,分别在板厚方向、距钢板上表面1/4处和距钢板下表面1/4处,用光学显微镜对取样钢板进行观察,热影响区深度分布如图9所示。所有试验用样板的上1/4处和下1/4处的热影响区深度不具有规律性,所有样板的热影响区深度均小于15 mm,加上样板的切削位置,样坯的取样宽度与GB/T 2975—2018《钢及钢产品力学性能试验取样位置及试样制备》标准规定一致。

图9 火焰切割试样热影响区深度分布
3 结论
自2022年6月全面推行样板优化项目以来,对于厚度不大于30 mm、大于40 mm 的钢板,按宽度120 mm 取样,其取样宽度减少80 mm,共取样25 611批;对于厚度为30~40 mm 的钢板,按宽度150 mm 取样,其取样宽度减少50 mm,共取样4 772批。
火焰切割条件下,不同厚度钢板热影响区的深度小于15 mm,在不影响样板取样的前提下,对降低取样量、提高钢板制样效率有重要意义。
猜你喜欢
数学小灵通·3-4年级(2020年11期)2020-12-14
今日农业(2020年13期)2020-08-24
数学小灵通·3-4年级(2020年3期)2020-06-24
人大建设(2018年11期)2019-01-31
能源(2018年5期)2018-06-15
小学生导刊(2017年31期)2017-08-15
小学生导刊(低年级)(2016年8期)2016-09-24
医学研究杂志(2015年5期)2015-06-10
人生十六七(2015年5期)2015-02-28
小说月刊(2014年11期)2014-04-18
