铝合金焊丝生产的研究现状
2023-11-21 12:14赵志浩
轻合金加工技术 2023年8期
郭 旭,赵志浩,2
(1.东北大学材料科学与工程学院,辽宁 沈阳 110819; 2.东北大学金属型线材研究中心,辽宁 沈阳 110819)
随着我国轻量化的深入发展,具有高比强度的铝合金在汽车、轨道交通、航空航天[1-5]等领域的使用量与日俱增,而钨极氩弧焊(TIG)和熔化极氩弧焊(MIG)作为应用最广泛的铝合金焊接方法[6-7],其焊接所使用焊丝的需求也越来越大。其中轨道交通焊接所使用的铝合金焊丝占总体的46%,每年约3 000~4 000 t[8]。焊丝作为重要填充材料,直接影响着焊接件的使用性能,如果焊丝中氢含量较高,则焊接后易产生气孔;焊丝中的氧化夹渣焊接后会带进焊缝,影响焊接质量[9]。国产铝合金焊丝在成分控制、表面质量、焊接工艺稳定性等方面仍略低于进口焊丝[10-11]。主要构件和焊缝所使用的高端铝合金焊丝均依靠进口。要实现高端铝合金焊丝的国产化仍有很多问题需要解决。
综述了国内外铝合金焊丝生产的主要制备技术、生产原理、优缺点及存在的问题,为国产焊丝的生产提供参考。
1 铝合金焊丝线坯制备
铝合金线坯制备是铝合金焊丝生产的第一道工序,也是焊丝生产的重要工序,其质量直接影响后续产品的质量。目前,铝合金焊丝线坯制备方法主要包括立式半连续铸造-挤压法、连铸连轧法、水平连铸连拉法[12-15]。以下就这三种方法进行详细介绍。
1.1 立式半连续铸造-挤压法
立式半连续铸造-挤压法制备铝合金焊丝的工艺流程:配料→熔炼→立式半连续铸造(获得实心长锭)→锯切→均匀化处理→挤压→Φ9.5 mm线坯[16]。
直接水冷半连续铸造(Direct-Chill casting)也称DC铸造,该技术发明于20世纪30年代。其原理是将熔炼合格的金属熔体经分流系统导入结晶器,并在结晶器内凝固、结壳,凝固到一定状态后,拉动引锭装置牵引铸锭以一定的速度向下运动,凝固结壳的铸锭离开结晶器,随后被喷出的冷却水直接冷却,当熔体在结晶器内的凝固速度与铸锭的下降速度一致时,便达到了铸锭连续生产的动态平衡[17-18],DC铸造原理如图1[19]。其工艺参数包括:铸锭规格、结晶器结构、铸造温度、冷却强度、铸造速度等,而结晶器则是铝合金半连续铸造中最关键的部件[20]。与传统模铸生产的金属锭相比,该方法制备的金属锭更长,生产效率更高,也更容易实现自动化,因此被广泛应用于大规格实心圆锭、扁锭的生产。
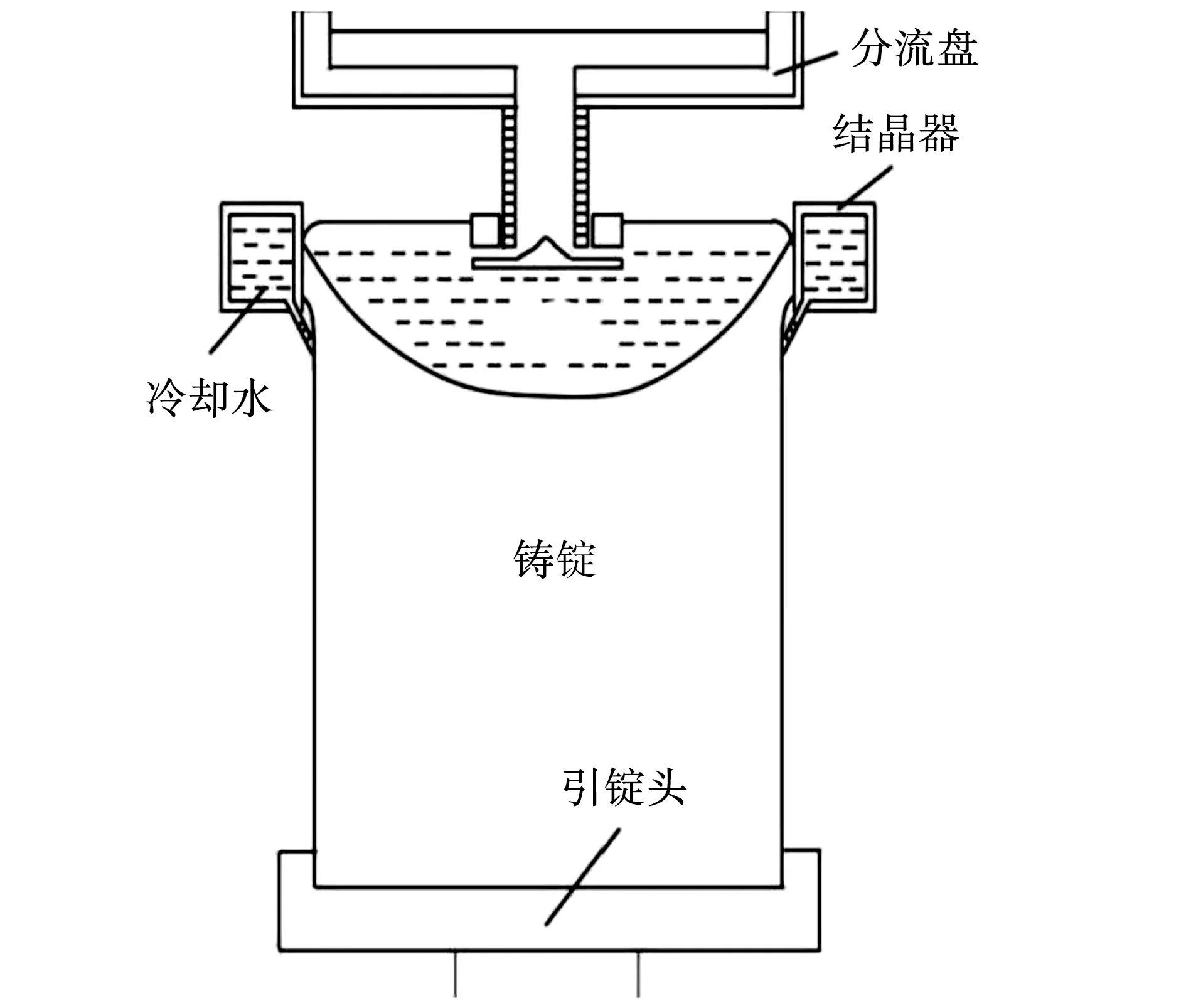
图1 DC铸造原理图[19]
由于立式半连续铸造生产的金属锭易出现成分偏析和枝晶偏析,因此,在挤压前需要对其进行均匀化退火以确保成分均一。随后将金属锭按照一定的工艺进行锯切、车皮,并加热到要求温度进行挤压,获得线坯。挤压工艺参数包括:挤压力、挤压比、挤压温度、挤压速度、挤压润滑条件等。
立式半连续铸造-挤压法的优点:
1)用铸造-挤压法工艺能最大限度发挥金属的塑性,甚至能加工一些用轧制方法很难加工的高强铝合金,基本适合所有系列的变形铝合金。
2)通过挤压,能破碎铝合金铸锭中存在的粗大脆性化合物相,显著改善铝合金线材的力学性能。
3)产品质量好、性能稳定,灵活性高,生产铝合金焊丝的同时亦可以生产其他一些铝合金线材。
该工艺生产焊丝线坯存在的缺点:
1)生产效率低,难以连续生产。由于挤压设备(挤压筒)和挤压工艺(挤压比)的限制,挤压出的单根线材重量不会超过被挤压金属锭的重量,挤压后的线杆需要采用合适的焊接方式连接在一起,最后通过拉拔工艺得到大卷重铝合金线材。
2)焊丝线材具有较多的焊接接头,焊接接头作为拉拔过程中的薄弱环节,处理不当在后续拉拔过程中易发生断丝。
3)由于挤压过程中金属流动不均匀,挤压线杆存在组织性能不均的问题。
4)设备投资大、能耗高,模具消耗大,线杆成品率相对较低。
我国军工用铝合金焊丝线坯的生产主要采用立式半连续铸造-挤压法[21]。随着铸造-挤压法生产焊丝在国内的发展,国内学者如黎天保[22]等人采用该方法制备了ER5356铝合金焊丝,并检验了焊接性能,满足了列车用大型铝合金型材的焊接。叶於龙[23]等人制备的ER4043铝合金焊丝达到力学性能规定要求。陕倩[24]对采用不同工艺方法生产的5356 铝合金焊丝进行质量对比,发现国外连铸连轧法生产的焊丝表面光洁度、晶粒尺寸和硬度各项指标都是最好的。铸造-挤压法和国内连铸连轧法得到的焊丝质量次之,水平连铸连拉法制备的焊丝质量最次。
目前采用立式半连续铸造-挤压法生产的铝合金焊丝存在主要问题:①我国在DC铸造方面的基础研究和创新能力不足,关键部件结晶器多以仿制为主,缺乏研发能力;②对于直径越大的半连续铸造圆锭,冷却速度越慢,越容易出现心部组织粗大、缩松。这些问题会直接导致铝合金线坯挤压的金属锭组织、性能不一,挤压后在焊丝线坯中出现组织性能不均的问题。
1.2 连铸连轧法
连铸连轧法制备铝合金焊丝的工艺流程:配料→熔炼→连续铸造(梯形截面坯料)→热连轧(13道次)→Φ9.5 mm线坯[25]。
连铸连轧设备由连铸机和连轧机组组成,其生产原理是铝合金熔体经在线除气、过滤除渣后,流入由铸轮与钢带围成的结晶腔,并在内外冷却水的作用下结晶,随着铸轮和钢带的同步旋转,凝固的金属锭在铸轮和钢带分离处出坯。连铸机示意图如图2[26]。连续铸造出的梯形连铸坯经校直、感应加热后进入连轧机组,连轧机多为Y型三辊式,在多道次轧制后得到直径Φ9.5 mm线坯。轧制工艺参数包括:轧制温度、轧制速度、工艺润滑等,合理的轧制工艺是获得高质量铝杆的前提[27]。
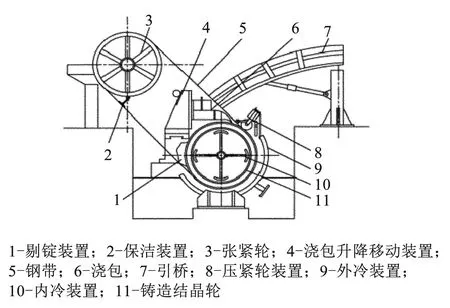
图2 连铸机示意图[26]
连铸连轧法生产焊丝线坯的优点:
1)流程短,生产效率、自动化程度高。可以连续生产大卷重、无接头的线坯,避免了因焊接接头而导致的性能下降问题,为后续拉拔和机电一体化生产提供了保证。
2)质量较稳定,性能好。采用连铸法生产的线坯,拉伸强度和疲劳强度是传统重力铸造的两倍[28-29]。
3)铝合金连铸后利用余热进行连轧,节能环保。
4)连铸连轧设备投资相对较少,线材成品率高(90%以上)。
该工艺生产焊丝线坯的不足有:由于连铸连轧工艺生产线坯时冷却强度低,容易造成心部疏松;连铸连轧法焊丝线坯只适合生产中低强度的铝合金焊丝线坯,无法生产抗拉强度460 MPa以上的高强度铝合金线材[30]。
国外铝合金焊丝线坯的生产多采用连铸连轧法。经过多年发展,该法在我国也得到了广泛应用,目前我国拥有铝合金轮带式连铸连轧生产线200多条,年产能在400万t以上,但也面临着如下一些问题:
1)熔炼、浇铸过程中除气、除渣等配套设备不完善,熔体易吸氢,无法保证铝合金质量。
2)国产连铸连轧设备的自动化程度较国外的低,轧机能力低,部分关键部件无法满足生产需求。部分国产设备设计能力不够,生产4043、5056等铝合金过程中,常出现闷车现象,导致生产无法继续进行[31]。
连铸连轧技术目前主要用来生产电工铝线材、铝合金焊丝、Al-Ti-B丝等产品。连铸连轧自动化程度高,生产效率高,成品率高,可实现高端铝合金焊丝的国产化。
1.3 水平连铸连拉法
水平连铸连拉法制备铝合金焊丝的工艺流程:配料→熔炼→水平连铸连拉→Φ12 mm线坯。
铝合金在熔炼炉中进行熔炼,熔炼合格后将熔体导入引流管,引流管上方通冷却水加强冷却效果,合金在引流管内完成结晶,最后通过牵引机构将结晶的线坯拉出卷取。
该方法生产铝合金焊丝线坯存在着以下问题:
1)水平连铸连拉工艺生产线坯的组织基本为铸造组织,气孔数量多,塑性较差,在后续拉拔中极易出现断丝。
2)合金焊丝线坯中常出现比重偏析、枝晶偏析和晶界偏析,影响焊接质量。
3)从开始连铸到结束,熔体在炉内存放时间较长,对于含有易烧损元素Mg的合金,前后铸造的合金成分有偏差,同时熔体吸氢较多。
4)连铸连拉线坯无法进行扒皮,表面偏析层最终会带入焊丝。
徐晓龙[32]等人经过将连铸连拉法与连铸连轧法生产的5356铝合金线杆进行对比,发现在氢氧含量、气孔夹渣、强度与塑性等方面,连铸连轧均比水平连铸连拉线杆质量好。虽然水平连铸连拉法生产的铝合金焊丝目前尚存在诸多问题,但由于其流程短,设备投资少,线材的成品率高(90%以上)等特点,适合拉伸性能优良、成分单一的纯铝焊丝及一些低端铝合金焊丝的生产,被我国大部分铝合金焊丝企业所采用。
2 焊丝线材拉拔
拉拔是铝合金焊丝生产的第二道工序,通过对制得的线坯进行多道次拉拔、退火等工序,可以获得很大的减径量,最终接近所生产焊丝直径,为光亮化处理做准备。
拉拔的原理是对线坯一端施以拉力,使其通过直径小于线坯直径的圆形模孔并发生塑性变形,以达到减小直径的目的。实现拉拔的必要条件是被拉出金属在出模口处的拉拔应力要小于金属出模孔后的屈服强度,但随着铝合金线材在拉拔过程中累积变形量的增加,线材发生加工硬化,强度、硬度上升,塑性下降[33],拉拔应力也随之增加,当拉拔应力超过合金屈服强度时则出现细颈甚至拉断现象。为了后续顺利拉拔,需要对线材进行再结晶退火以降低强度,提高塑性。所以在进行拉拔配模设计时,既要防止拉拔过程中的断线,又要充分利用金属的塑性,在两次退火间获得较大的减径量以提高生产效率。
铝合金焊丝拉拔工艺流程:线坯→退火→拉拔(多道次)→退火→拉拔(多道次)→Φ3 mm左右线材,最终方案可根据合金特点及总变形量确定中间退火次数和拉拔道次。
拉拔设备包括单模拉拔机和多模连续拉拔机,相比于单模拉拔的单道次变形,多模连续拉拔机上的线材同时进行数次或十几次变形,拉拔效率成倍提高。拉拔设备简单,维护方便,非常适合铝合金焊丝连续化生产。
3 焊丝光亮化处理
光亮化处理是铝合金焊丝生产的最后一道工艺,其工艺包括机械刮削光亮化工艺和化学抛光工艺。铝合金焊丝在加工过程中表面生成氧化膜,氧化膜会吸附水分,在焊接时使焊缝出现气孔[34]。焊丝在拉拔时表面也会存在机油等润滑剂,如不进行抛光,焊接时会发生大量飞溅,影响焊缝成形。
铝合金化学抛光工艺多采用磷酸基溶液或碱性溶液[35],只能对微观表面缺陷进行处理,无法去除焊丝在加工过程中形成的疲劳层等缺陷,焊丝表面光亮度差。化学抛光工艺目前已较为落后,但相比于机械刮削工艺,化学抛光设备投资更小,生产成本更低。
机械刮削光亮化工艺是铝合金焊丝抛光的先进工艺,其原理如图3[36],将多道次拉拔获得的直径Φ3 mm左右线坯经过定径模进行整圆处理,保证焊丝的圆度,之后再经过刮削模进行刮削,通过刮削,可去除掉焊丝表面的疲劳层、氧化层和吸水层,经过刮削的焊丝最后再通过聚晶模具进行光亮处理,去除焊丝的擦伤毛刺层[37],提高焊丝表面致密度和光亮化程度。光亮处理后的焊丝经过超声波清洗,最终得到成品Φ1.6 mm/Φ1.2 mm焊丝。

图3 光亮化处理[36]
通过光亮化处理,能去除焊丝表面的氧化皮和油污,保证了焊丝的光洁度,获得了较高的表面密度,使焊丝在存放过程中能减少氧化,提高焊接性能。
4 结束语
1)目前铝合金焊线的生产主要包括:线坯制备→拉拔→光亮化处理三个步骤。线坯制备作为最初也是最重要的工序,直接影响着成品焊丝的质量,铝合金线坯制备方法主要分为立式半连续铸造-挤压法、连铸连轧法和水平连铸连拉法。
2)立式半连续铸造-挤压法生产的铝合金焊丝产品质量好、性能稳定,基本适用所有型号变形铝合金,但投入较大,成品率低,生产效率低,适合小批量焊丝的生产。用这种线坯连续化生产,线材上焊接接头较多,需提高焊接接头处质量。另外,需要加强在DC铸造方面的基础研究,为挤压提供更优铸锭。
3)连铸连轧法是比较先进的铝合金焊丝生产工艺,设备投资适中,生产效率、成品率高,没有焊接接头的影响,但不适合生产高强度铝合金。目前若要提高焊丝质量,需要对连铸连轧配套设备进行完善,加强对熔体质量的控制,提高连铸连轧设备的自动化程度。用该技术生产高端铝合金焊丝是发展趋势。
4)水平连铸连拉法生产铝合金焊丝虽然质量不如立式半连续铸造-挤压法和连铸连轧法,但由于其设备投资少,成品率高等特点,在一些低端铝合金焊丝领域被我国大部分铝合金焊丝企业所采用。
猜你喜欢
山东冶金(2022年4期)2022-09-14
恋爱婚姻家庭(2021年36期)2022-01-10
家庭影院技术(2020年11期)2020-12-28
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
音乐教育与创作(2019年7期)2019-05-19
数位时尚(幼儿教育)(2018年4期)2018-11-30
制造技术与机床(2018年9期)2018-09-19
四川冶金(2017年6期)2017-09-21
上海金属(2016年2期)2016-11-23