某铜钼混合精矿臭氧氧化浮选分离试验研究①
2023-11-16 10:50:42张红涛宋翔宇黄业豪贾紫珮许来福
矿冶工程 2023年5期
张红涛, 宋翔宇, 黄业豪, 贾紫珮, 王 文, 许来福
(郑州大学化工学院,河南 郑州 450001)
据统计,全球约有75%的铜和50%的钼产自铜钼矿石[1],绝大多数铜钼矿石属于斑岩型铜钼矿[2]。 铜钼混合精矿主要是铜钼矿石经混合浮选获得的粗精矿,其中常见的铜、钼矿物为黄铜矿和辉钼矿,为了获得合格辉钼矿和黄铜矿精矿,需进一步浮选分离[3]。黄铜矿和辉钼矿具有相似的可浮性而较难分离。 铜钼混合精矿一般需先脱药预处理后进行铜钼分离,才能取得较好的分选效果[4-5]。 目前大多数选矿厂铜钼分离工艺主要是“抑铜浮钼”,即在浮选过程中添加黄铜矿抑制剂来增加黄铜矿与辉钼矿的可浮性差异,从而实现铜钼分离[6-8]。 常见的黄铜矿抑制剂主要有氰化物、硫化物、巯基乙酸及诺克斯药剂等,这些药剂具有毒性强或用量大等缺点,存在成本高及环境污染等问题[9]。 氧化浮选主要是利用黄铜矿和辉钼矿的氧化性质差异来实现铜钼分离,可以减少甚至避免使用抑制剂,受到了越来越多的关注[10-12]。 目前氧化浮选常用的氧化剂是O3、H2O2及NaClO 等,其中臭氧具有氧化能力强、绿色环保及价格便宜等优点,具有较好的应用前景。
1 试验矿样、仪器设备与药剂
1.1 试验矿样
试验矿样为河南某选矿厂生产的“高钼低铜”铜钼混合精矿,在生产过程中已对该铜钼混合精矿进行了脱药处理,其化学多元素分析结果如表1 所示。 由表1 可知,该铜钼混合精矿中Mo 品位22.03%、Cu 含量1.21%,SiO2和CaO 含量分别为29.57%和10.23%。
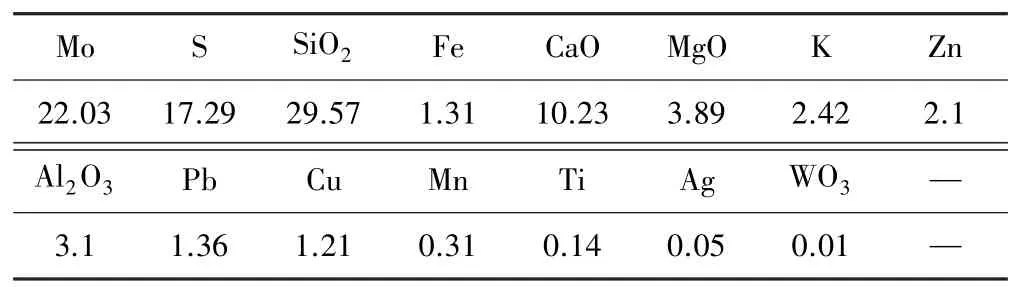
表1 矿样化学多元素分析结果(质量分数)%
原矿中主要金属矿物为辉钼矿、黄铁矿、黄铜矿及斑铜矿等,脉石矿物主要为硅酸盐及碳酸盐矿物。
1.2 试验设备及药剂
试验设备包括CF-G-3-20 型臭氧发生器、XZM-100 型振动磨样机、RK-ZL 型真空过滤机、P911 型酸度计、RK/FD-Ⅱ型浮选机及XS-04 型多功能粉碎机等。 试剂主要包括氢氧化钠、盐酸、煤油、硫化钠、水玻璃、六偏磷酸钠、2#油等。
2 试验方法
2.1 臭氧氧化预处理
臭氧发生器型号CF-G-3-20g,臭氧产量20 g/h,臭氧浓度80~100 g/m3,气体流量4 L/min。
臭氧氧化预处理步骤为:打开臭氧发生器,待稳定后,通过导管将臭氧发生器产生的臭氧通入铜钼混合精矿矿浆中(用氢氧化钠或盐酸调节pH 值至9),保持矿浆处于搅拌悬浮状态,氧化处理一定时间后进行浮选分离。
2.2 浮选方法
浮选分离试验设备为RK/FD-Ⅱ型0.5 L 浮选机。铜钼混合精矿浮选分离试验流程如图1 所示。
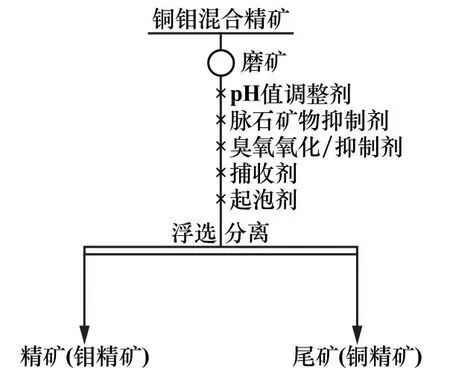
图1 铜钼分离试验流程
2.3 产品分析方法
采用ICP 法分析产品中铜和钼含量。
3 结果与讨论
3.1 磨矿细度对分选效果的影响
为了获得较好的铜钼分离指标,生产中一般需要对铜钼混合精矿进行再磨。 采用XS-04 型多功能粉碎机进行磨矿,磨矿产品在矿浆pH 值9、捕收剂煤油及起泡剂2#油用量分别为60 mg/L 和20 mg/L 条件下进行浮选,磨矿细度对浮选分离指标的影响如图2 所示。由图2 可知,随着磨矿细度增加,铜、钼回收率及铜、钼品位均逐渐上升。 为了获得更高的钼回收率,后续操作中磨矿细度为-0.037 mm 粒级占98.55%,此时钼品位32.43%、回收率95.28%。
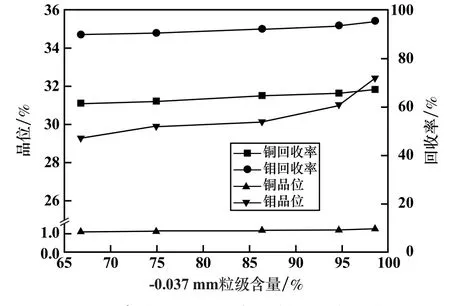
图2 磨矿细度对浮选分离指标的影响
3.2 矿浆pH 值对分选效果的影响
矿浆pH 值是浮选过程中一个重要的工艺参数。在磨矿细度-0.037 mm 粒级占98.55%、煤油用量60 mg/L、2#油用量20 mg/L 条件下,矿浆pH 值对浮选分离指标的影响如图3 所示。 由图3 可知,随着矿浆pH 值增加,浮选精矿中钼回收率先上升后下降,在pH=9 时达到最高,为95.22%,钼品位逐渐上升;精矿中铜回收率与品位都逐渐下降。 综合比较认为,矿浆pH 值为9 较合适。
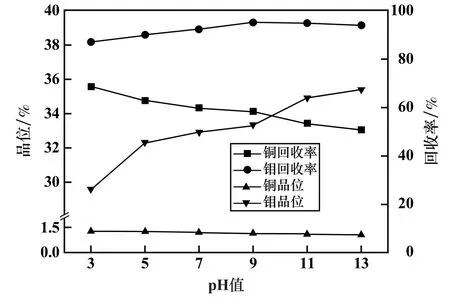
图3 矿浆pH 值对浮选分离指标的影响
3.3 水玻璃用量对分选效果的影响
水玻璃是选矿厂常用的脉石矿物抑制剂和矿泥分散剂,铜钼矿浮选过程也经常应用。 磨矿细度-0.037 mm粒级占98.55%、矿浆pH 值9、煤油和2#油用量分别为60 mg/L 和20 mg/L 时,考察了水玻璃用量对浮选分离指标的影响,结果如图4 所示。 由图4 可知,随着水玻璃用量增加,精矿中钼品位先上升后基本趋于稳定,在水玻璃用量80 mg/L 时出现峰值;钼回收率变化幅度不大,水玻璃用量超过80 mg/L 后,回收率稍有下降。 精矿中铜回收率在小幅度内先上升后下降,在水玻璃用量60 mg/L 时出现峰值;铜品位在较低水平基本无变化。 综合比较精矿中钼和铜指标,后续试验选择水玻璃用量80 mg/L。
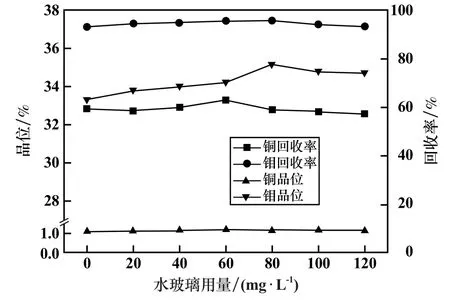
图4 水玻璃用量对浮选分离指标的影响
3.4 臭氧氧化的铜钼分离试验
在磨矿细度-0.037 mm 粒级占98.55%、pH 值9、水玻璃用量80 mg/L、煤油用量60 mg/L 及2#油用量20 mg/L 时进行了臭氧氧化浮选试验,臭氧氧化时间对浮选分离指标的影响如图5 所示。 由图5 可知,臭氧氧化可有效抑制黄铜矿,而对辉钼矿可浮性影响很小。 随着氧化时间增加,钼品位变化不大,钼回收率略有下降;铜回收率先快速下降,3 min 后基本稳定在23%左右,铜品位先快速下降,3 min 后基本稳定在0.5%左右。 适宜的臭氧氧化时间为3 min。
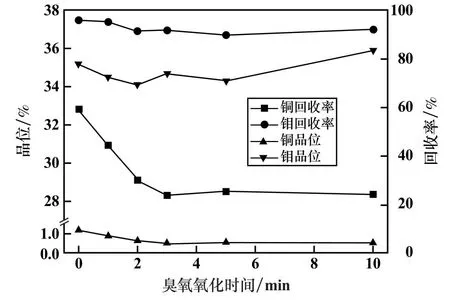
图5 臭氧氧化时间对浮选分离指标的影响
3.5 硫化钠作抑制剂的铜钼分离试验
硫化钠是目前选矿厂应用广泛的铜钼分离抑制剂。 磨矿细度-0.037 mm 粒级占98.55%、pH 值9、水玻璃用量80 mg/L、煤油和2#油用量分别为60 mg/L和20 mg/L 时,硫化钠用量对浮选分离效果的影响如图6 所示。 由图6 可知,随着硫化钠用量增加,钼精矿中铜品位与回收率逐渐下降,钼品位和回收率小幅度下降。 硫化钠用量250 mg/L 时,钼精矿中铜含量0.58%。 这与臭氧氧化3 min 的结果相似,但钼品位和回收率分别为31.242%和76.62%,均明显低于臭氧氧化浮选的指标。 可见臭氧氧化在一定条件下可取代硫化钠作为铜钼分离抑制剂。
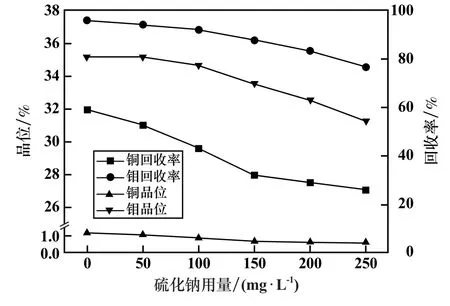
图6 硫化钠用量对浮选分离指标的影响
3.6 臭氧氧化浮选闭路试验
在条件试验基础上进行了闭路试验,试验流程如图7 所示,结果如表2 所示。 在-0.037 mm 粒级占98.35%条件下,以水玻璃为脉石矿物抑制剂、煤油为捕收剂、2#油为起泡剂、臭氧氧化3 min,经过一次粗选三次精选,获得的钼精矿钼品位47.46%、钼回收率94.96%、铜含量0.10%,铜精矿铜品位2.16%、铜回收率96.48%,分离效果显著。
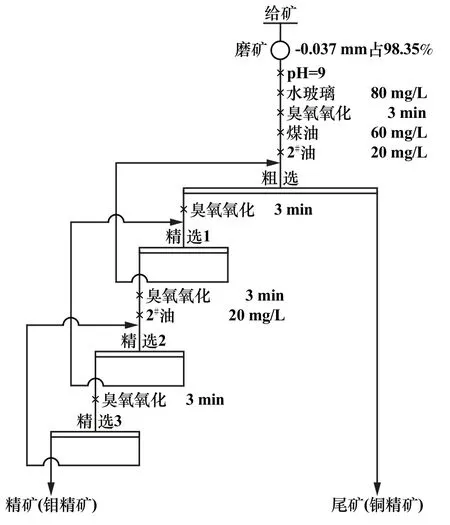
图7 闭路试验流程
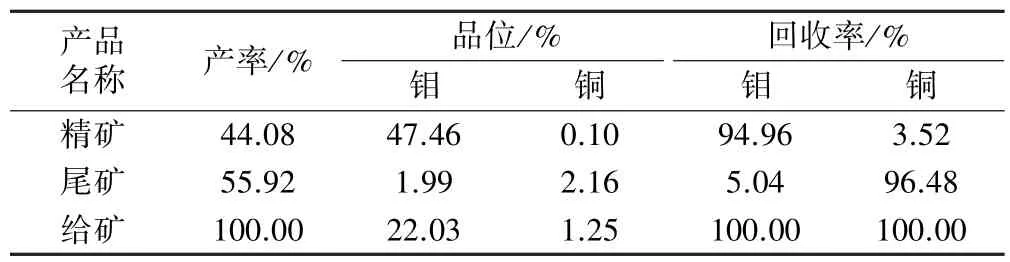
表2 闭路试验结果
4 结论
1) 试验样品为河南某选矿厂“高钼低铜”铜钼混合精矿,其中Mo 品位22.03%,Cu 含量1.21%,SiO2和CaO 含量分别为29.57%和10.23%。 原矿中主要金属矿物为辉钼矿、黄铁矿、黄铜矿及斑铜矿等,脉石矿物主要是硅酸盐及碳酸盐矿物。
2) 铜钼浮选分离试验结果表明,臭氧氧化与硫化钠都可较好地抑制黄铜矿,臭氧氧化浮选的钼精矿品位和回收率显著高于硫化钠作抑制剂时的指标,说明用臭氧氧化取代硫化钠做抑制剂进行抑铜浮钼,工艺上是可行的。
3) 闭路试验结果表明,在磨矿细度-0.037 mm 粒级占98.55%、pH 值9、水玻璃用量80 mg/L、臭氧氧化时间3 min、煤油和2#油用量分别为60 mg/L 和20 mg/L条件下,经过一次粗选和三次精选,获得的钼精矿钼品位47.46%、回收率94.96%、铜含量0.10%。
猜你喜欢
金属矿山(2021年8期)2021-09-09 10:30:24
石家庄铁路职业技术学院学报(2021年1期)2021-06-09 06:07:04
铜业工程(2021年1期)2021-04-23 01:44:58
药品评价(2021年3期)2021-04-15 03:16:50
矿冶(2020年4期)2020-08-22 01:13:32
有色金属(矿山部分)(2019年6期)2019-12-24 07:15:24
建材发展导向(2019年10期)2019-08-24 06:25:48
中国铸造装备与技术(2017年3期)2017-06-21 11:33:41
无机盐工业(2014年9期)2014-05-04 11:50:26
天津工业大学学报(2014年1期)2014-03-09 01:36:19