婴幼儿配方奶粉冲调性关键影响因素研究
2023-11-15 09:09裴晨红彭怀云康阳张晨笛苏夏青刘若男刘大松周鹏
中国乳品工业 2023年10期
裴晨红,彭怀云,康阳,张晨笛,苏夏青,刘若男,刘大松,周鹏
(1.达能开放科研中心,上海 201210;2.江南大学食品科学与技术国家重点实验室,江苏无锡 214122)
0 引言
冲调性是奶粉感官评定的主要质量指标之一[1],对于婴幼儿配方奶粉的市场接受度尤为重要[2]。在奶粉销售市场的质量问题反馈中,冲调性问题占80%以上[3]。消费者对奶粉的认知度不断提高,对奶粉的冲调性也越来越关注,已逐渐将冲调性作为奶粉品质的评价标准之一[4-5]。
奶粉的冲调是将其从颗粒状态复原为乳液状态的过程。整个过程可分为润湿、沉降、分散、溶解4 个阶段[6]。润湿是颗粒表面被液体浸润,并向颗粒内部渗透;沉降是颗粒自重增加,沉入液体;分散是颗粒散成更小的细粒并均匀分散于液体;溶解是在液相分子的作用下,小颗粒再进一步分散,形成乳浊液。奶粉颗粒表面性质、基料组成、奶粉的颗粒形状与分布、多孔性和压缩性等都可能会影响奶粉冲调性[7-8]。黄焘等[9]研究了粒度分布对冲调性的影响,发现粉体粒度分布与冲调性存在显著的线性相关性。Camila G 等[10]研究了表面组成对粉体流动性的影响,发现颗粒表面的化学组成影响着粒子之间的相互作用,进而导致粉末颗粒之间的团聚、黏结和流动性的区别。综上,此前的研究主要集中于各种因素对奶粉冲调性的影响,而缺少对其关键影响因素及规律的探究。因此,本研究以13 款市售婴幼儿配方奶粉(Infant formular milk powder,IMFP)为研究对象,对奶粉的粒径分布大小、表面成分组成、水分、微观结构、分散度、润湿时间、溶解度进行了检测,通过主成分分析(Principal Component Analysis,PCA)[11-12]和线性回归拟合,探索影响冲调性的关键因素及规律,在最后找出与冲调性相关的粒径范围,以期为改善婴配奶粉的冲调性提供参考。
1 材料与方法
1.1 材料与试剂
13 款市售婴幼儿配方奶粉,分别用IFMP 1-13标示。
1.2 仪器与设备
激光粒度仪,Malvern Mastersizer3000(Malvern Instruments Ltd,Malvern,Worcestershire,美国);X 射线光电子能谱仪(Thermo Fisher Scientific ESCALAB 250Xi,美国);扫描电子显微镜(Hitachi TM3030,日本)。
1.3 实验方法
1.3.1 奶粉分散性的测定
参照国际标准ISO/TS 17758|IDF/RM 87:2014 Instant dried milk—Determination of the dispersibility and wettability,称取13.0 g 粉末,将125 mL 水加热到(40±2)℃,并倒入一个干净的烧杯中。将待测样品迅速转移到烧杯中,等待10 s。用刮刀将混合物彻底搅拌20 s,同时将烧杯在底座上不断旋转,以便在搅拌过程中实现约一整圈(360 °)。搅拌后,静置30 s。让液体迅速通过100 目筛,筛分过程中不要移动筛子。筛子应事先用水冲洗湿润,以便于液体通过。用毛巾擦拭筛子,去除筛子上所有多余的水。筛分30 s 后,将过筛的液体搅拌混合,取适量液体(1~2 g)进行后续测试(3 个平行),对每个样品进行一式两份的测试。通过在103 ℃下干燥5~7 h 来确定液体的总固体含量,对每个样品进行一式两份的测试。计算公式如下。
式中:W1为总固形物含量,WH2O表示乳粉的水分含量。
1.3.2 奶粉润湿性的测定
参照文献[13]方法测定。在干燥的玻璃烧杯中称取250 mL 的蒸馏水,保持烧杯内壁水面上部分干燥。将样品混匀防止有颗粒,称取2 g 干粉样品,均匀的平铺在水面上,并用秒表计时,以上步骤重复3 次计算平均值。
1.3.3 奶粉溶解度的测定
参照文献[14]的方法,并在其基础上进行了调整。称取2.5 g 的粉末,将17.5 mL 的水调至25 ℃,倒入干净的50 mL 离心管中。用勺子或玻璃棒将混合物搅拌30 s,以2 294 g 离心10 min。立即轻柔地除去上清液并加入20 mL 蒸馏水,再次搅拌30 s,并在2 294 g 下重复离心10 min。将沉淀在103 ℃下干燥过夜干燥后称量,以确定未溶解的沉淀物质量。计算溶解度指数公式如下:
式中:M 为干燥后未溶解的沉积物质量(g);S 为取样的粉末质量(g)。
1.3.4 奶粉粒径的测定
粒径大小采用Malvern Mastersizer3000 激光粒度仪进行测试,分散器选用Aero S 模块。粒度测量被记录为中位直径(DV 50)和累积直径(DV 90 和DV 10),粒度分布的宽度用跨度(Span)来评估。参数设置中折射率为1.45,遮光度值区间为0.5~6,进样速率为75%。
1.3.5 奶粉表面成分的测定
本实验采用X 射线光电子能谱仪测定喷雾干燥粉末的碳、氧和氮的原子表面比例。其中,分析室真空度5×l0-6Pa,激发源采用Al ka 射线(hv=1 486.6 eV),并进行5~40 次循环的信号累加。全谱测试通能(Passing-Energy)为160 ev,步长1 eV;窄谱测试通能(Passing-Energy)为40 ev,步长0.1 eV,并以C-C 的C1s=284.80 eV 结合能为能量标准进行荷电校正。
1.3.6 奶粉水分的测定
参照文献[15]进行测定。
1.3.7 奶粉微观结构的测定
采用扫描电子显微镜(SEM)观察奶粉的大小、形貌和表面结构。将粉末样品溅射在双面碳带上,固定到SEM 短柱上进行喷金。使用在5.0 kV 加速电压下操作的扫描电子显微镜在真空下进行观察。
1.4 数据处理
使用WPS Office 记录、处理实验数据,应用IBM SPSS Statistics 26 进行数据的统计分析,并借助OriginPro 2022b SR1 和Adobe Illustrator 2020 绘制图形。每个样品重复检测3 次,结果取平均值。同一时间点多个独立样本在方差齐性时采取单因素方差分析,事后多重比较采用Turky 检验。单因素连续型变量资料符合正态分布以均数±标准差(X-±S)表示。P<0.05 认为差异显著,具有统计学意义。
2 结果与分析
2.1 婴幼儿配方奶粉的冲调性
测试了13 款婴幼儿配方奶粉的冲调性,包括分散度,溶解度,润湿时间,结果如表1 所示。13 款样品的分散度变化区间为73.65%~98.09%,溶解度无显著性差异,在93.03%~98.87%之间。润湿时间在4.33~42.0 之间波动。
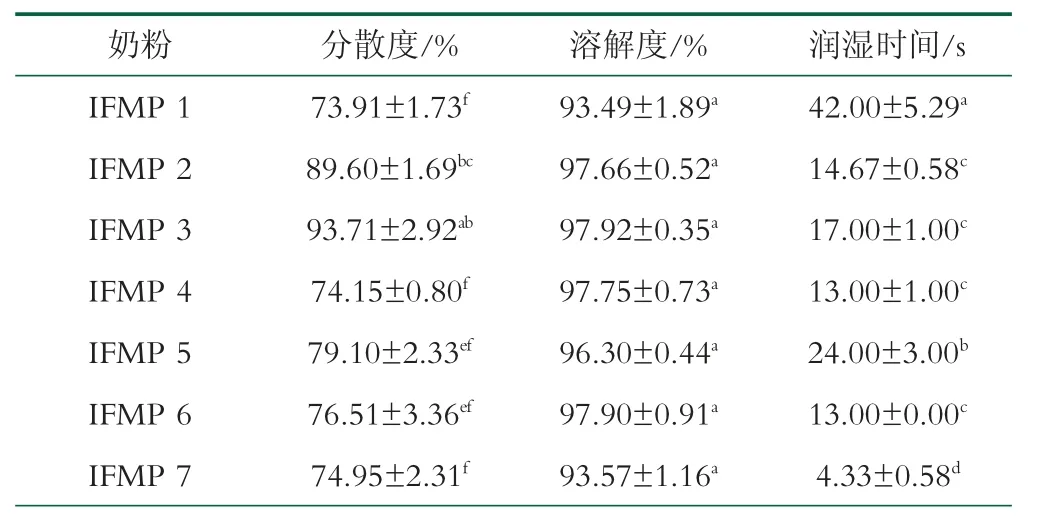
表1 不同婴幼儿配方奶粉冲调性的比较
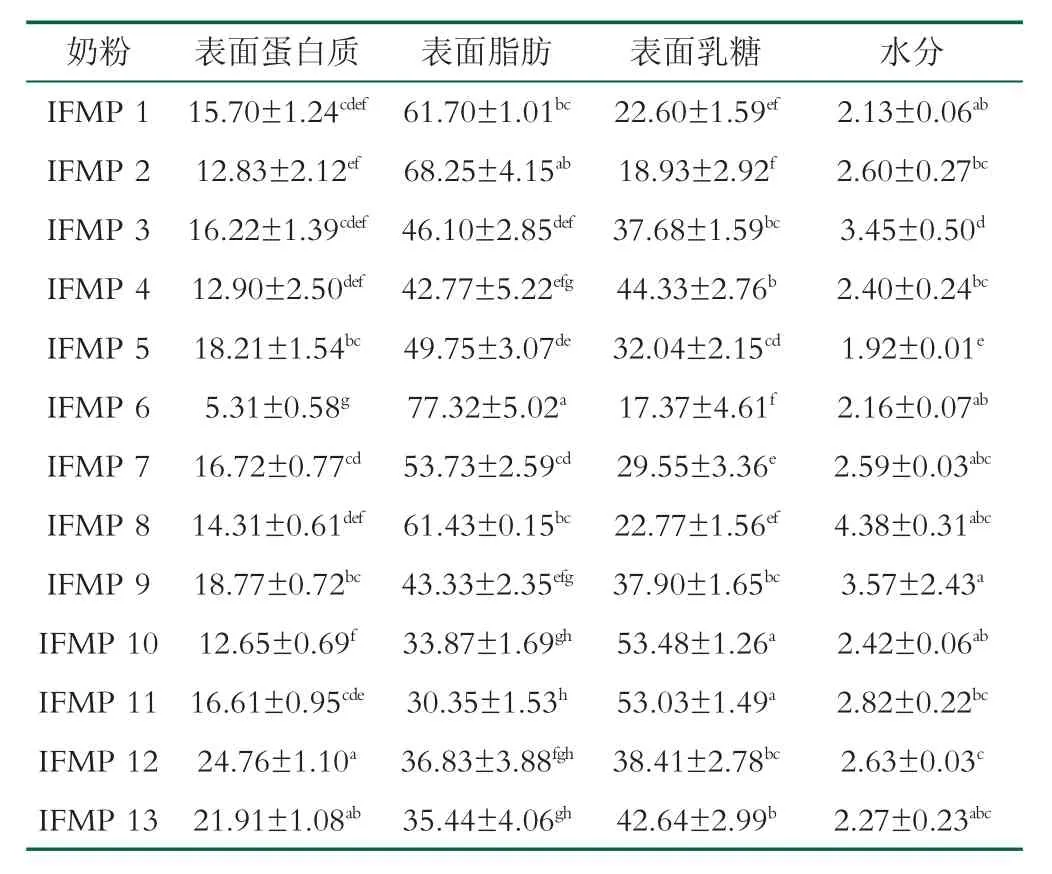
表2 不同婴幼儿配方奶粉的表面成分及水分含量%
2.2 婴幼儿配方奶粉的表面成分及水分含量
颗粒表面化学成分的变化通常会影响奶粉的冲调性[16],通过原子组成(C、N、O)的测定结果,借助矩阵方程计算表面脂肪、表面蛋白质、表面乳糖的含量[17]。13 款样品的表面蛋白质含量最大值达到24.76%,最小值为5.31%,表面脂肪含量最低可至30.35%,最高可达到77.32%,表面乳糖含量的最大可到53.48%,最小为17.37 %。样品的水分含量基本集中在2%~3%之间。
2.3 婴幼儿配方奶粉的粒径分布
通过测量样品颗粒的某种特征,再以具有相同特征的球体直径来表征它的大小[18-19],即为样品的等效圆球粒径。但是不同的粒径测试方法得到的粒径结果可能是不同的等效圆球直径,此处我们采用体积等效圆球(Sphere of same volume,DV)表示。通过DV 10、DV 50、DV 90 以及Span、D [3,2]、D [4,3]对奶粉相应粒径的体积分布进行表征[18,20],如表3 所示。
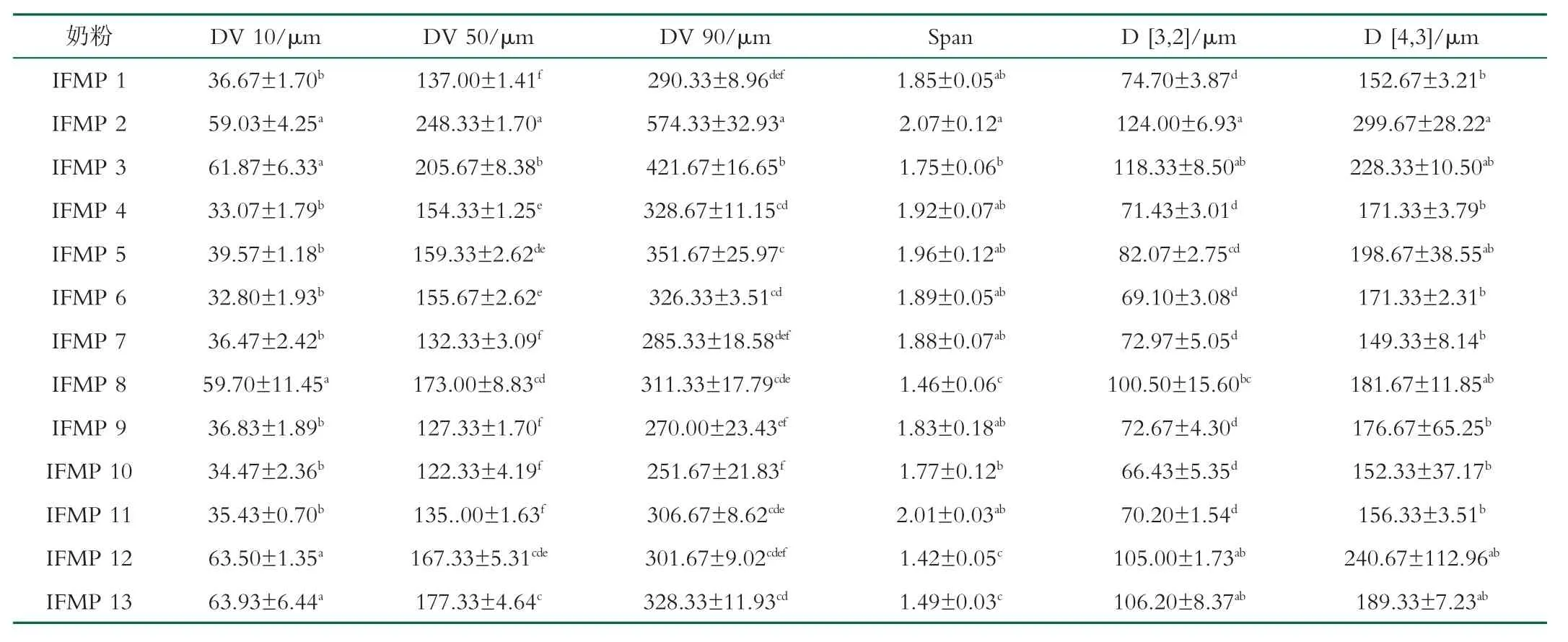
表3 不同婴幼儿配方奶粉的粒径特征参数的比较
2.4 PCA 分析
为明确13 款婴儿配方奶粉冲调性能的关键影响因素以及各个指标间的相关性,我们对物理特性指标包括水分含量、DV 50、Span 以及0~50 μm 细颗粒粒径分布区间、200~400 μm 粗颗粒粒径分布区间,化学特性指标包括表面蛋白质、表面脂肪、表面乳糖,以及冲调性包括分散度,溶解度,润湿时间进行了PCA 分析[21-23]。
图1 为主成分分析中的碎石图,在保证原始数据信息可以大部分保留的前提下,一般只保留特征值(λ)>1 时的主成分个数,由图1 可知此时前4 个主成分具有较大的探索价值。
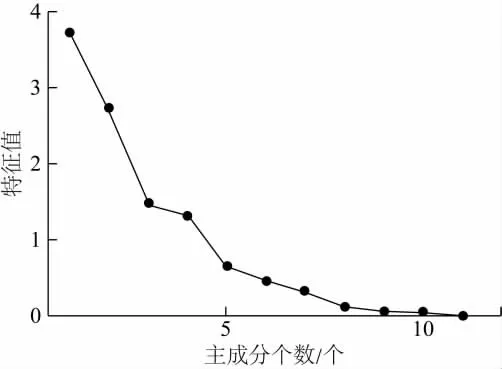
图1 主成分分析碎石
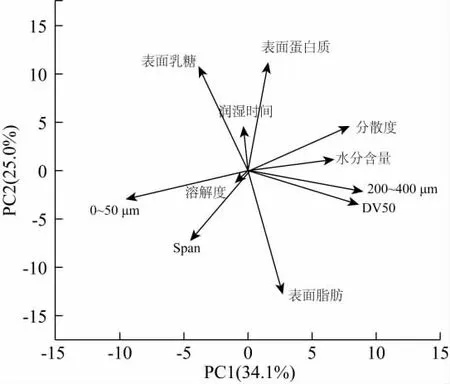
图2 主成分分析双标(二维)
在表4 中,由于前4 个主成分对原始数据信息高度浓缩,此时方差依次达到最大。累计贡献率达到84.50%的前4 个主成分,可以认为它们基本包含了原始数据中所有变量的全部信息[11]。并且前4 个主成分分别解释了34.08%、25.01%、13.44%、11.97%的原始数据变异。所以,我们只需要将第一主成分、第二主成分、第三主成分、第四主成分纳入后续的主成分载荷值分析。
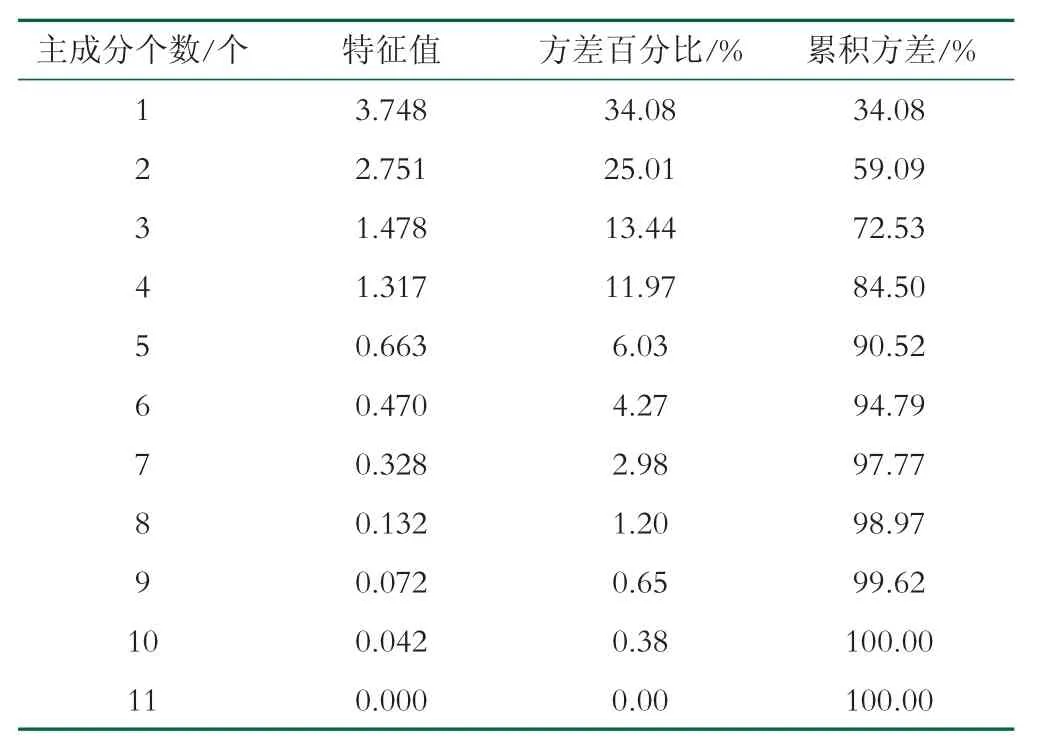
表4 主成分特征值
因子载荷反映了主成分与原始变量之间的相关关系,一般认为绝对值大于0.3 的载荷较为显著。如表5 所示,将各个主成分中绝对值系数大于0.3 的载荷值以加粗字体突出显示。PC1 主要与原始变量“0~50 μm”呈负相关,载荷系数为-0.475 32,并且与“DV 50”、“200~400 μm”、“分散度”、“表面脂肪”呈正相关;PC2 中主要的影响因素是“表面蛋白质”、“表面乳糖”、“水分含量”和“Span”;同理,PC3 中对整体贡献率最大的作用因素是“溶解度”,PC4 中载荷值绝对值最大的是润湿时间,其次是Span 和表面脂肪。

表5 主成分载荷值
在2D 双标图中,影响分散度的主要因素是粒径分布参数。对于分散度而言,相较于DV 50 和200~400 μm 粗颗粒体积占比两个矢量,分散度与水分含量两矢量间所呈角度更加尖锐,说明两者是极强的正相关关系。并且两者的向量模均较长,说明这两个矢量所对应的两个检测项目对整体生成的PC 所解释的累积方差具有重要贡献。然而,分散度与0~50 μm 细颗粒体积占比矢量间的夹角接近180°,且分别位于第一、三象限,因此可以得出分散度与0~50 μm 细颗粒体积占比呈极强负相关[24]。乳粉的分散性主要受水分含量、DV 50 和200~400 μm 粗颗粒体积占比3 个指标的正向影响,相反,0~50 μm 细颗粒体积占比的升高不利于乳粉的分散。由图3 中3D 双标图可知,表面脂肪对应的矢量基本是单独指向一个平面,说明表面脂肪与其他矢量均无明显相关性,乳粉的冲调性能受表面脂肪的影响可以忽略不计。另外,2D 双标图中溶解度、润湿时间对应矢量的模长都非常短,其在载荷表中出现在第三主成分、第四主成分内,对整体贡献率较少,表示溶解度、润湿时间对整体的影响不大。
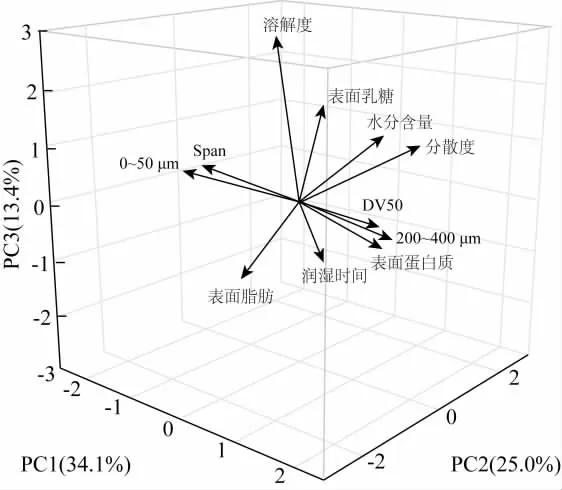
图3 主成分分析双标(三维)
从图2 中可以看出冲调性中仅仅只有分散度对应圆的形状最扁长且只与粒径参数相关指标呈现较强的相关性,13 款奶粉的溶解度、分散度和润湿时间均与3 种表面成分无显著相关性。
整体而言,本实验中收集的13 款婴幼儿奶粉的冲调性能最易受物理化学因素影响的为分散性,并且粒径大小对这13 款奶粉的分散性的影响最为显著。有研究表明分散性可以用来衡量粉末分解成单个颗粒的能力,也是表征速溶全脂奶粉性能的关键复水特性之一[25-26]。因此,后续将分散度作为特征性指标,为了进一步明晰粒径分布区间与奶粉冲调性的关系,对粒径分布区间进行了累积和细分,将50~400 μm 区间细分成50~76 μm、76~110 μm、110~144 μm、144~163 μm、163~186 μm、186~211 μm、211~272 μm、272~310 μm、310~352 μm 和352~400 μm 这10 个小粒径区间,并将13 款奶粉进行了粒径分布与冲调性两者之间的相关性矩阵图分析。
由图4 可见,粒径分布对13 款奶粉冲调性能的影响。图中数字表示相关系数(皮尔逊系数r),r 数值的大小代表3 个层次的相关性:极强(0.8~1.0);强(0.6~0.79);中等(0.4~0.59)[23]。
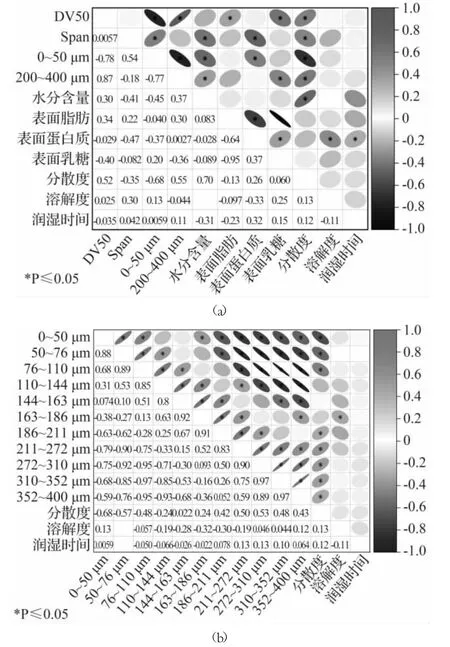
图4 乳粉粒径分布与冲调性能之间的相关性矩阵
在图4(b)中,当粒径小于144 μm 时,分散度与粒径的相关系数开始出现负值,并且在110 μm<DV<144 μm 的粒径区间内,其与分散度的相关系数达到最小值(rmin=-0.24);当粒径所在区间为211 μm<DV<272 μm 时,粒度分布与分散度的相关系数达到最大值(rmax=+0.55)。综合来看,溶解度和润湿时间与粒径分布之间的相关系数绝对值基本均小于0.30,与13 款奶粉的粒径分布呈现明显相关性的冲调性指标仅有分散度,这也与前面的PCA 分析结果保持一致。
2.5 线性回归拟合
为了进一步找出不利于奶粉分散的关键粒径区间,对13 款婴幼儿配方奶粉的分散度与不同粒径分布区间进行了平均值比较。依据矩阵图分析的结果,分散度与粒径分布之间的相关性系数绝对值在144~163 μm 处达到最小,也正是从此处开始,分散度随着粒径的变小而降低。因此,我们以40 μm 为粒度间隔将粒径分布区间缩小定位至50~170 μm 范围内,同时也将0~50 μm 粒度区间纳入分析。从表6 中可知,分散度在90%以上的奶粉(从大到小依次排列)有IFMP 8、IFMP 11、IFMP 3,分散度在90%~80%之间的奶粉依次为IFMP 2、IFMP 13、IFMP 12 和IFMP 9,而IFMP 10、IFMP 4、IFMP 5、IFMP 6、IFMP 1、IFMP 7 这6 款奶粉的分散度均在80 %以下。
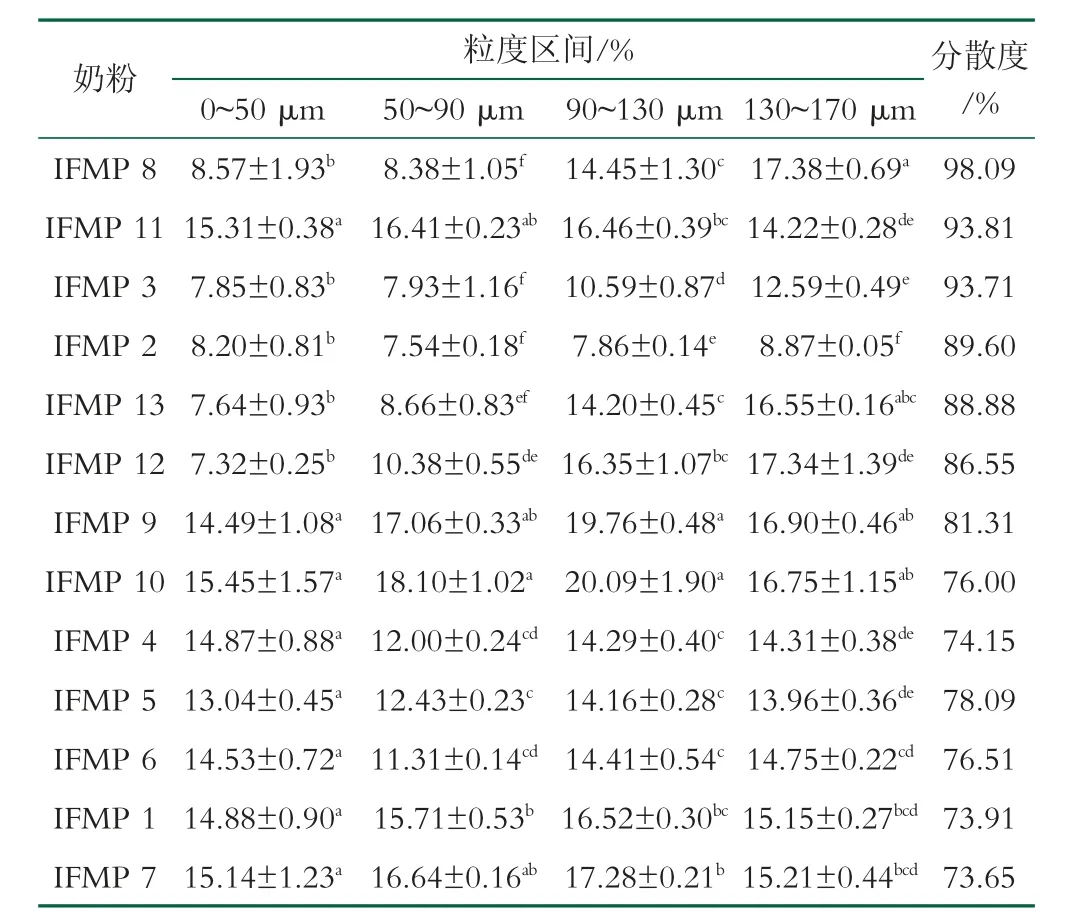
表6 不同婴幼儿配方奶粉粒度颗粒的体积占比
于是,对13 款乳粉的的粒径分布与分散度之间进行了线性回归拟合,以90%的分散度作为临界点。拟合结果见表7,当分散度小于90%时,0~50 μm、50~90 μm、90~130 μm 及0~130 μm 的颗粒体积占比与分散度均呈负相关,说明130 μm 以下的颗粒体积占比的增加会引起乳粉分散度的降低。当乳粉的粒径值位于130~170 μm 时,此时的颗粒体积与分散度呈微弱的正相关关系,以上线性拟合结果与矩阵图的结果基本一致。

表7 婴幼儿配方奶粉粒径分布与分散性的关系
2.6 婴幼儿配方奶粉的微观形态
分别选择分散度在80%以上和80%以下总共4 款乳粉,分别为IFMP 8 和IFMP 3,IFMP 1,IFMP 10,并对其进行了微观形态观察,如图5 所示。从微观结构来看,IFMP 1 和IFMP 10 这两款奶粉主要还是以小颗粒为主,并未出现较大的粉体抱团现象[27-28]。IFMP 1和IFMP 10 两款奶粉的分散度均在80%以下,与之相反,以大颗粒居多的IFMP 8 和IFMP 3 两款奶粉都具备非常好的分散性能。
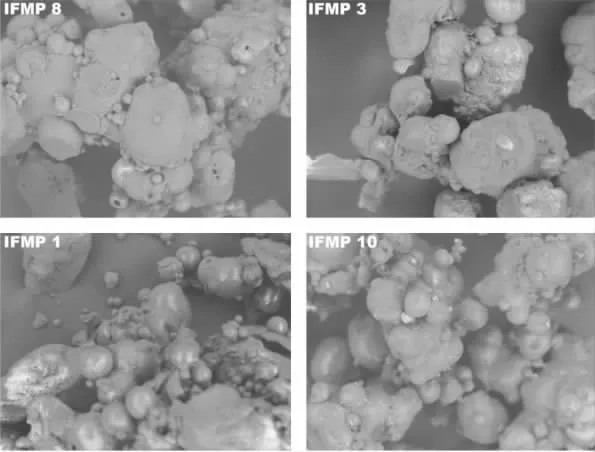
图5 奶粉微观形态的观察(×600)
3 结论
通过对13 款婴幼儿配方奶粉冲调性、表面成分、粒径分布及微观结构的观测,借此寻找影响奶粉冲调性的关键因素。结果发现分散度是体现产品冲调性好坏的重要指标,而影响产品分散度的主要因素是粒径分布中的细颗粒体积占比,130 μm 以下的细颗粒体积占比的增加会引起13 款奶粉分散度的降低。
猜你喜欢
黄河之声(2021年13期)2021-08-15
煤炭学报(2021年2期)2021-03-24
热力透平(2020年2期)2020-06-22
今日自动化(2018年4期)2018-05-06
星海音乐学院学报(2017年3期)2017-08-24
乐府新声(2017年1期)2017-05-17
中华老年口腔医学杂志(2016年4期)2017-01-15
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
乐府新声(2016年4期)2016-06-22
橡胶工业(2015年10期)2015-08-01