
一种自适应的双臂协作码垛机器人的研发
2023-11-14 08:10:00刘丹丹
机械设计与制造工程 2023年10期
刘丹丹,王 珺,刘 杰,马 超,何 程
(1.河南中烟工业有限责任公司安阳卷烟厂,河南 安阳 455004)(2.上海致元自动化科技有限公司,上海 200086)(3.华中科技大学机械科学与工程学院,湖北 武汉 430074)
在轻工、食品等物流行业中,针对不同产品订单需求,要依次对产品进行包装、码垛、配送。而其中至关重要的码垛环节的自动化程度却十分有限,目前还依赖于伸缩皮带机结合人工搬运完成。由于人工码垛存在劳动强度大、环境恶劣、管理成本高等诸多问题,已不能满足生产物流的需求[1],因此采用码垛机器人替代人工搬运,完善物流信息化流程,已经成为物流行业必然的选择[2-3]。
随着物流行业对码垛要求越来越高,国内码垛机器人技术得到了飞速发展[4]。徐雪萌等[5]研发的自动码垛机械手在设计方案中采用层次分析法(AHP),降低了经济成本。丛兰强等[6]将出入库和码垛操作合并起来,减少了占地面积并提高了码垛效率。而在国外,也诞生了一批具有代表性的码垛机器人,如日本的FUJI机器人、瑞典的ABB机器人、德国的KUKA机器人等[7]。日本的Motoman-Mpl100Ⅱ型机器人采用5轴垂直多关节设计,其空心机械臂的设计使机器人具有高度可定制性[8]。瑞典的IRB660型码垛机器人能直接在车间进行快速便捷的编程操作[9]。德国的KR180 PA型机器人的运动结构经过有限元优化,具有极高的集成度和精细的驱动特性[10]。Starcevic等[11]提出的机器人运动策略应用于码垛机器人后,显著提高了机器人运行效率和准确性。
1 码垛机器人总体设计方案
1.1 码垛机器人设计指标
某品牌烟箱输送码垛任务工况要求:码垛机器人需要适应的车厢尺寸为宽2.30~2.90 m、高2.30~2.95 m;抓取产品长度为500~600 mm,抓取产品宽度为400~500 mm,抓取产品厚度为200~300 mm。
为实现准确快速识别与稳定高效码垛,选择自行走式双臂协作机器人作为码垛机器人,本文所设计的码垛机器人相关技术指标见表1。
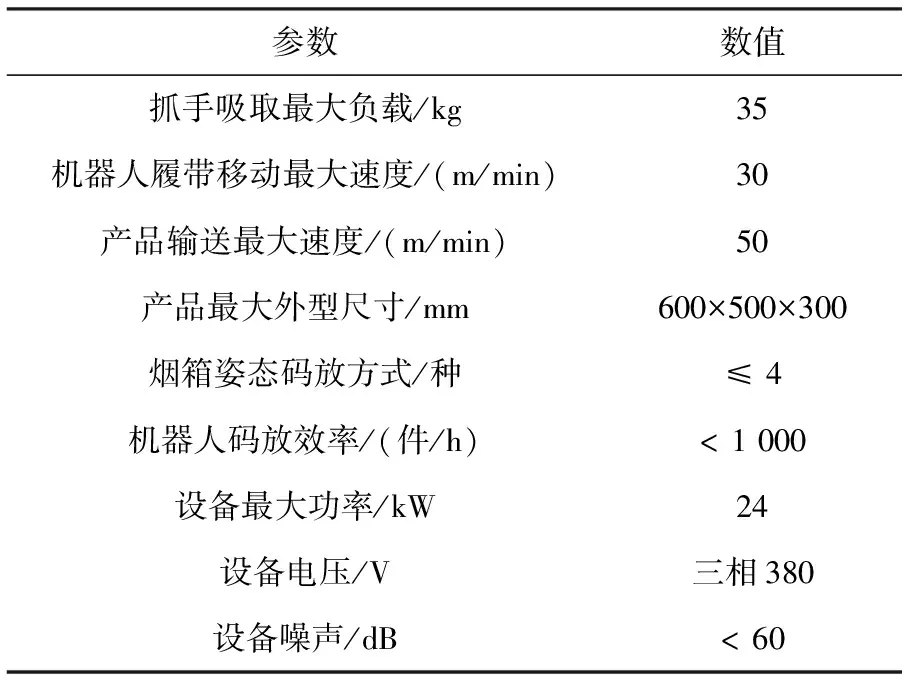
表1 码垛机器人相关参数
1.2 机器人的结构设计和工作原理
本文采取六轴关节机械臂方案来实现烟箱码垛,方案如下:为了适应不同规格厢式货车内部码垛,本文采用的是可变工作区域的六轴关节伸缩机械臂,该机械臂的Z轴二级伸缩机构使得机械臂能自由进入小规格厢式货车内部码垛,同时也可在大规格厢式货车内部启用第二级伸缩臂,扩大机械臂的Z轴工作区域。不同规格厢式货车X、Y轴方向的码垛仅需要增大相对应关节的旋转角度即可实现。为尽可能提高厢式货车装箱的装箱率、增加码垛垛型及物料摆放方向,在第二级伸缩臂结构上增加了旋转轴,通过翻转机构实现物料平躺码垛功能。
码垛机器人的入料输送口输送角度可调,其前端装有能够自动测距和视觉识别高低位置的传感器。传感器能自动追踪皮带输送线在车厢内的进退位置,同时也可以控制伸缩皮带与车厢的输送角度,来让码垛机器人入料口的输送角度趋向于水平,使烟箱能顺利输送。码垛小车经过中间翻转工位后,将烟箱通道一分为二,码垛机器人的两个机械臂分别在不同输送通道上抓取烟箱进行码垛。其整体结构如图1所示。
码垛机器人的主机架结构如图2所示,其中2、3、4、5、6、7分别对应6个轴。

1—固定立柱组件;2—Z1行程组件;3—Z2行程组件;4—关节一组件;5—关节二组件;6—翻转组件;7—旋转组件;8—抓手组件
Z1行程组件2和Z2行程组件3的作用主要是控制码垛物件的高度,为适应不同规格封闭厢式货车的高度,将这两个组件设计成双层伸缩结构。关节一组件4和关节二组件5控制物料中心点的X坐标与Y坐标,并与Z1行程组件2、Z2行程组件3和旋转组件7构成平面机械臂结构,通过联动实现物料中心点X、Y、Z的坐标位置控制。翻转组件6增加了附加码垛物料方向,提高了码垛效率及装箱率。旋转组件7实现码垛物料外形位置的控制。翻转组件6和旋转组件7联合实现与物料来料不同方向的码垛形式的选择。抓手组件8实现抓取、释放物料。固定立柱组件1对整个结构起到支撑固定作用。
码垛机器人的机械臂采用平面机械臂六轴结构,运动空间小,负载能力大,更适合封闭空间操作。机械臂前端的抓手采用负压吸附抓取方式,可实现360°旋转,可自由变化放置烟箱的方式,机械臂第三关节翻转轴可自由翻转360°,这样便于灵活调整烟箱的姿态,实现车厢的最大填充。机械臂的结构如图3所示。

图3 码垛机器人机械臂结构
2 码垛机器人控制系统设计
2.1 机器人控制系统架构和流程
为了实现码垛机器人双臂的自适应协作控制,控制系统硬件通过视觉以及光电传感器等智能感知烟箱的种类、码垛的位置,来自动规划码垛方式与码垛轨迹,从而实现全自动码垛。控制系统硬件平台由图像采集与处理单元、PLC控制器单元、码垛机器人控制单元以及集中控制处理器组成,硬件系统架构如图4所示。

图4 控制系统硬件架构
控制系统的软件部分由多个程序组成,包括烟箱识别程序、上位机处理程序、PLC控制程序和机器人控制程序。烟箱识别程序可以通过相机采集的图像识别烟箱的形状,并将识别到的数据发送给上位机。上位机处理程序处理烟箱形状信息,并确定烟箱的码垛流程,控制PLC和工业机器人的运行。PLC控制程序控制烟箱翻转机构、烟箱矫正机构和烟箱传送机构,实现对烟箱的传送和位姿的调整。工业机器人控制程序根据上位机发送的指令完成烟箱的码垛作业。控制系统的整个运行流程如图5所示。

图5 控制软件工作流程
2.2 多阶S型曲线速度控制
码垛机器人的运动控制技术是决定其能否平稳运行的关键[12],而速度控制算法是运动控制关键技术之一[13]。对码垛机器人水平速度的控制,目前局限于采用匀加速曲线控制方式,这种方式无法在运行过程中平滑地控制速度。为了达到更高的码垛效率,码垛机器人需要更高的速度、加速度、加加速度,而这会导致冲击力增大,影响烟箱的码垛精度,使得运送烟箱的效率降低,甚至会引发码垛机器人脱轨、整机坍塌等安全事故[14]。
为了确保码垛机器人在抓取和放置烟箱时能够达到平稳、高效的运行状态,应当采用一种自适应的加减速控制算法。这种算法既可以提升机器人的运动平稳性,又可以最大限度地提升码垛效率[15]。综合考虑运动平稳性、码垛效率等影响因素,本文选择5段S型曲线柔性加减速控制算法,如图6所示。
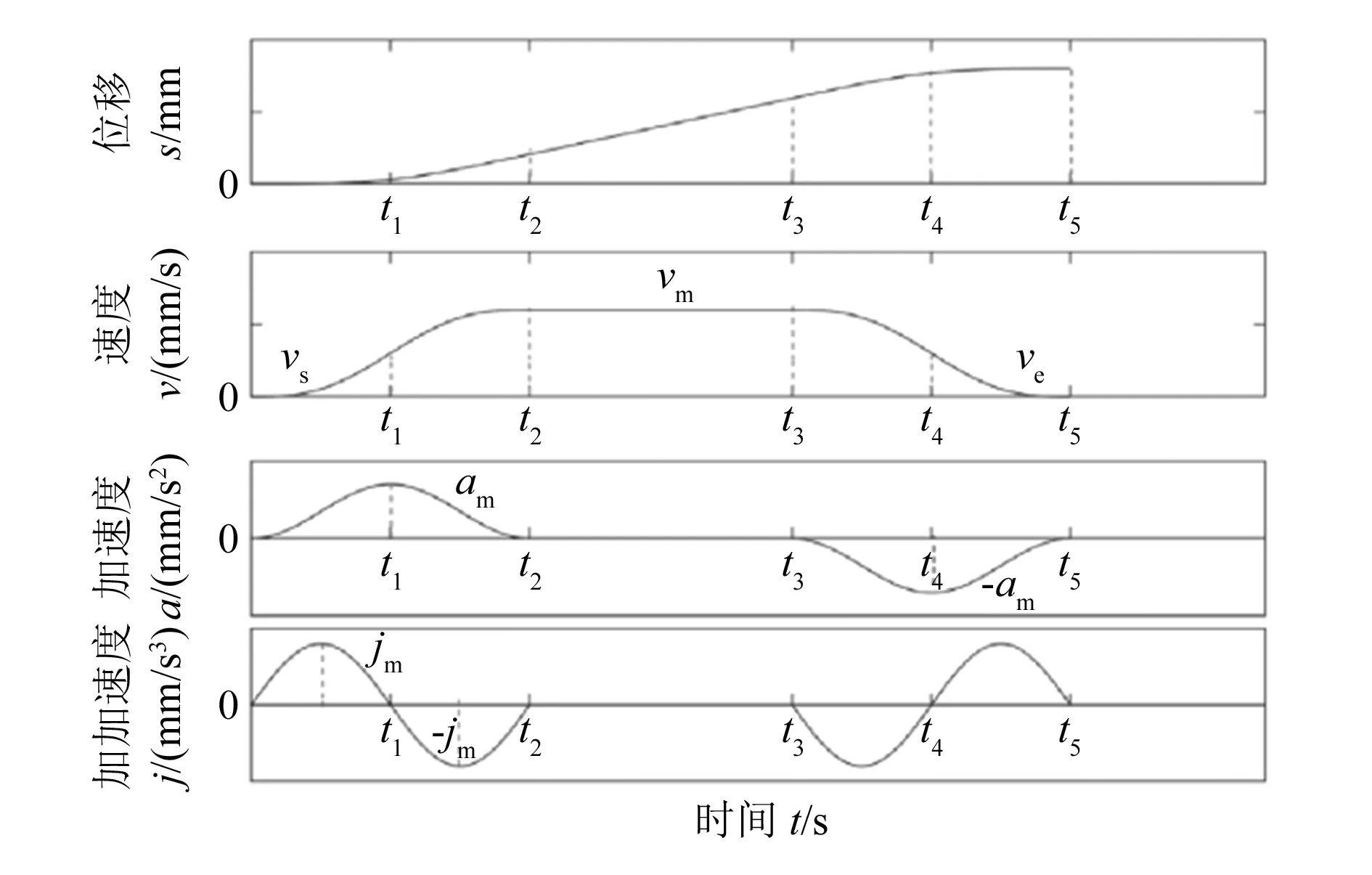
图6 S型速度控制曲线图
设Tk(k=1,2,3,4,5)为机器人运动各阶段所用的时间,其中Tk=tk-tk-1。根据图6,将S型加减速控制算法曲线分成5段,即加加速段(0-t1)、减加速段(t1-t2)、匀速段(t2-t3)、加减速段(t3-t4)、减减速段(t4-t5),要使机器人在起点和终点处的加速度都为零,必须确保加加速阶段时间和减加速阶段时间相等,由此可得T1=T2、T4=T5。
从图6可以得到该算法的加加速度j的变化规律,以此得到相应函数方程式(1),其中k1、k2为比例系数,jmax为加加速度最大值。
(1)
由加加速度j、加速度a、速度v与位移s之间的积分关系,可得:
(2)
式中:τ为时间常数。
初始速度设为vs,结束速度设为ve,利用公式(1)和(2),可以得到具体速度控制模型的函数表达式,如式(3)所示。
(3)
设加速时间为Ta、减速时间为Td、加速段长度为Sa、减速段长度为Sd,可以得到:
(4)
由此可以看出,要根据实际情况自适应地完成整个加减速控制的规划,需要通过始末速度和路径长度L确定T1、T3、T43个变量。采用5段S型曲线柔性加减速控制算法后,可以根据实际情况(如始末速度和路径长度)自适应地调整规划流程,从而大大提升码垛效率,如图7所示。

图7 自适应速度控制算法规划流程图
2.3 双臂协作码垛规则
码垛机器人的机械臂和抓手在满足封闭空间不同高度的码垛工作范围要求时,设计有4种码放方式,分别是竖直向下码放、竖直翻转码放、平躺翻转码放和竖直向下旋转码放,如图8所示。
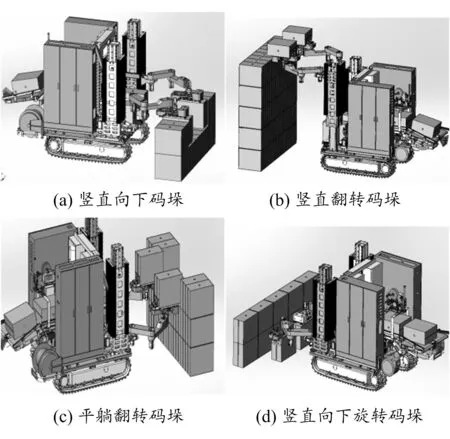
图8 不同码放方式示意
双臂协作码垛规则:1)在设备正常工作情况下,为了提高码垛效率采用双臂协作,即机械手交替工作以提高工作效率;2)在狭窄的空间中如果出现死角,机器臂应根据空间位置及大小规划轨迹后,调度无干涉碰撞的机器臂完成码垛以提高码垛的填充率;3)在码垛过程中,如果其中某个机械臂出现故障,应采用无故障机械臂独立完成码垛任务,以提高码垛完成度。
3 运行结果
将本文所设计的自适应双臂协作码垛机器人投入两个大小分别为150.0 m×25.0 m×26.0 m的一号车厢和110.0 m×23.5 m×25.5 m的二号车厢进行实际测试,其中待堆垛的箱体尺寸为560 mm×260 mm×450 mm。实际运行场景如图9所示。

图9 实际运行场景
经过多次测试,得到的结果见表2和表3。
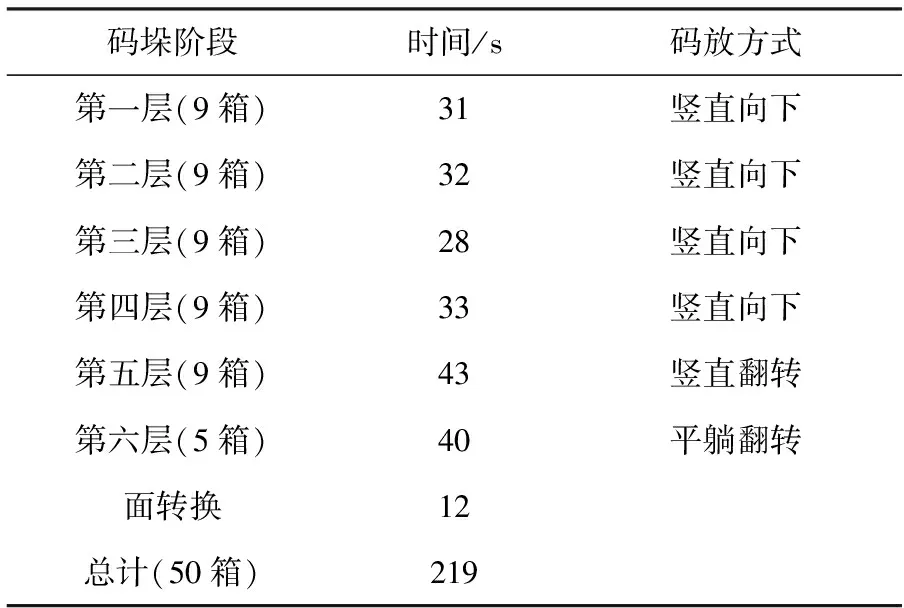
表2 一号车厢测试结果

表3 二号车厢测试结果
对于目前国内各种标准的大小货车车厢,该码垛机器人能根据装箱排单自动规划码垛层数和方式,自适应地完成码垛任务,整体效率能达到800箱/h。机械臂采用多关节形式,全伺服控制,定位精度高,能快速调整烟箱码放方式,将装车填充率提高到85%左右。抓手采用负压吸附方式,不会破坏烟箱的外表面,具有噪声低、效率高、负载高等特点。
4 结束语
本文研究和开发了一种自适应的双臂协作码垛机器人,设计了两节行程的Z轴立柱和3种机械臂码放模式,满足了不同高度封闭空间的码垛范围要求。采用多阶S型曲线速度控制技术完成烟箱的码垛任务,改善了码垛的稳定性,提高了码垛效率。后续将根据实际运行反馈,进一步完善相关设计。
猜你喜欢
物流技术与应用(2022年11期)2022-12-01 08:20:22
现代制造技术与装备(2022年5期)2022-07-22 08:00:46
装备制造技术(2020年3期)2020-12-25 05:22:06
重型机械(2020年3期)2020-08-24 08:31:48
科学与信息化(2020年36期)2020-01-04 19:01:41
电子制作(2019年20期)2019-12-04 03:51:36
制造技术与机床(2017年6期)2018-01-19 02:41:07
设备管理与维修(2017年10期)2018-01-03 06:19:25
电源技术(2015年9期)2015-06-05 09:36:06
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:54
