
航空异形截面导管内高压整体成形工艺分析
2023-11-13 12:35:12张虹桃张士宏解文龙王成雨
兵器装备工程学报 2023年10期
彭 景,方 毅,徐 勇,张虹桃,张士宏,解文龙,王成雨
(1.航空工业成都飞机工业(集团)有限责任公司, 成都 610092;2.中国科学院金属研究所 师昌绪先进材料创新中心, 沈阳 110016)
0 引言
导管在航空航天液压管路、环控管路系统等具有重要应用[1-2],航空航天管路系统工作时不仅需要承受变形应力、振动、压力流体冲击等作用[3],有的导管还受到高压和温度变化的影响[4]。为了满足轻量化以及高可靠性的要求,很多导管零件要求具有无缝、薄壁等特征。随着航空领域导管空间形状设计的复杂化,许多异形截面导管需要成形,这些零件的制造精度要求也逐渐提高,传统的制造方法已经很难满足设计制造要求[5],因此目前在航空领域依然存在大量的焊接导管零件。该类零件主要问题有:① 零件焊缝多,焊接变形大,成形零件的圆度难以控制,焊接后弯头两端的尺寸无法保证,焊接公差可控性差,废品率高,生产效率低下;② 零件生产周期长,由于采用焊接的方式进行制造,势必导致零件子件数量增加,延长了零件制造的子件配套时间,此外部分焊接导管焊需要进行多种无损检测,进一步增长了零件制造周期;③ 零件生产成本高,焊缝处应力大、并要进行无损检测,管道内部焊渣不易清理,增加了加工难度、焊接成本和质量检验成本;④ 焊缝降低了导管的抗疲劳性能,降低了管路的可靠性。迫切的需要发展无焊缝的整体导管成形技术[6-8]。
导管内高压成形技术,相较于传统导管制造工艺,具有减轻重量、节约材料、减少制件和模具数量、减少后续机械加工和组装焊接量、提高刚度与强度、提高材料利用率和降低生产成本等优点,可实现复杂管件的整体成形,为导管制造提供新的思路与方法[9-12]。本文将以某异形截面导管零件作为研究目标,以工程化应用为目标,基于导管内高压成形技术,对该航空异形截面导管进行内高压整体成形进行工艺设计,最后通过内高压成形实验验证了工艺设计的可靠性。
1 成形原理及零件特征
1.1 内高压成形原理
导管内高压成形技术是管坯作为原材料,通过对管腔内施加液体压力及在轴向施加负荷作用,使其在给定模具内发生塑性变形,管壁与模具内表面贴合,从而得到所需形状制件的成形技术,成形原理如图1所示。影响内高压成形工艺的因素有:成形模具的设计、成形过程中液体压力与轴向载荷的控制等,零件成形失效的方式有破裂、起皱等。

图1 内高压成形原理
1.2 实验材料
管材实际成形加工时,由于存在接触非线性、材料参数非线性和几何外形非线性,导致材料成形规律非常复杂,并且由于管件形状特殊,传统的理论已经无法有效而且准确的分析其变形过程。随着计算机技术的发展,有限元数值模拟的方法可以有效的展现材料的变形行为,并较为准确的预测成形结果。准确的材料力学性能参数,有利于增强材料成形模拟的可靠性。对于该文中使用的LF2铝合金管材,需要通过材料性能测试来得到准确的材料性能参数,提高有限元模拟结果的准确性。
本文采用的材料为LF2铝合金管材,厚度为1.5 mm,直径为52 mm。参照《GB/T228—2010金属材料拉伸试验标准》,采用常温单向拉伸的实验方法,试样切取方式及试样外形尺寸如图2所示,测试LF2铝合金管材的基础力学性能以及塑性成形性能参数,得到材料的抗拉强度为205 MPa、屈服强度为82.7 MPa、断后延伸率为20.3%。

图2 试样切取方式与试样外形尺寸图
1.3 目标零件结构特征
由于导管零件的设计往往要针对装配空间进行适应性调整,因此导管零件的外形存在多种类型,本文选取的典型异形截面导管,零件长度约为570 mm,如图3所示。
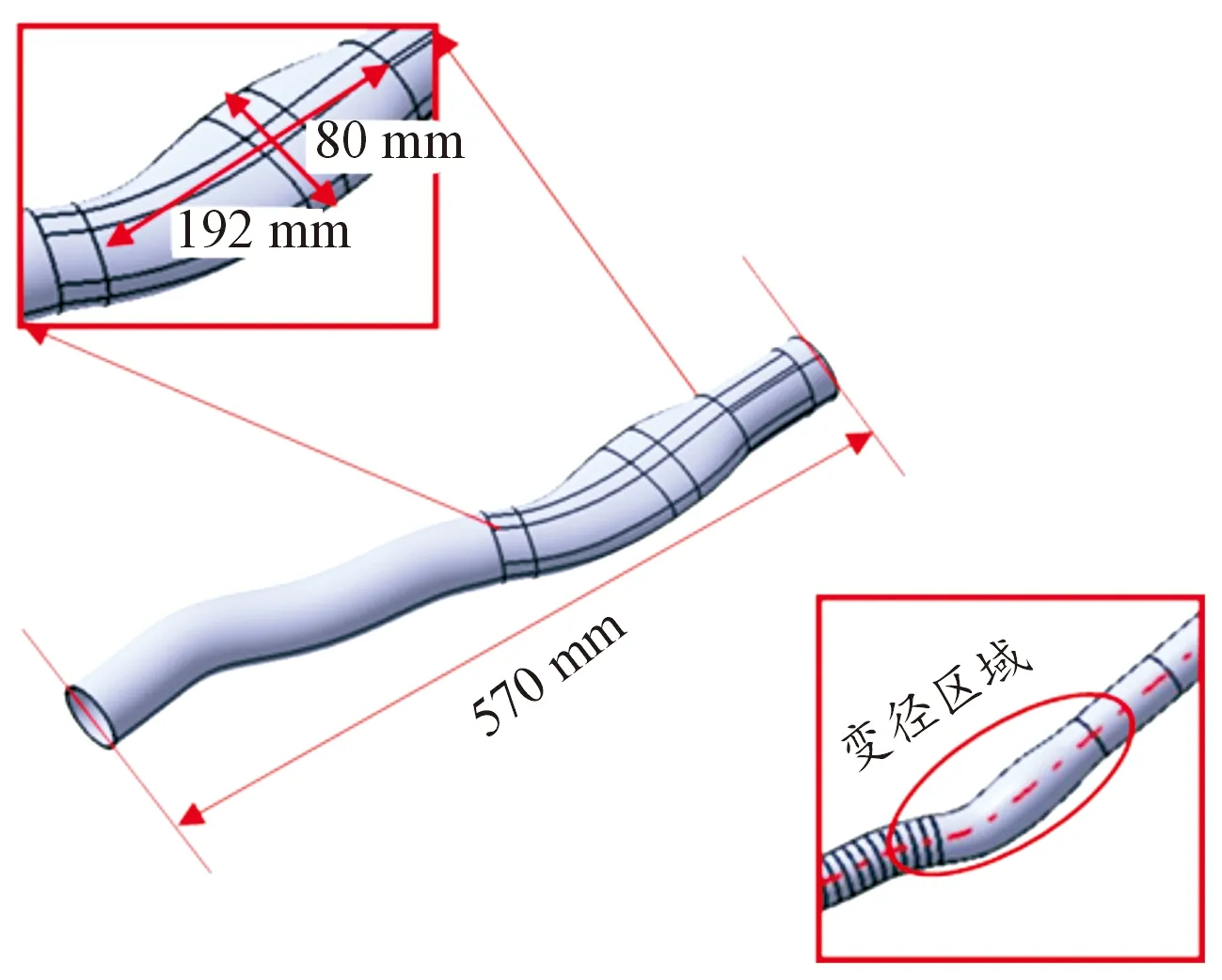
图3 某航空异形截面导管
通过对该导管零件外形特征进行分析,该零件具有以下特征:
1) 最大等效直径为60.96 mm;
2) 零件弯曲较多较复杂,难以一次成形获得理想的预制管坯形状;
3) 需要胀形工序(管端补料);但管件变径处距管端较远,管端补料较困难;
4) 零件局部具有扁管特征同时也是变径特征。
2 工艺方案设计及可行性分析
2.1 工艺方案设计
通过上述对该典型异形截面导管零件外形特征进行的分析,该零件具有弯曲特征,需要有弯曲的工序;该零件具有变径的特征,需要胀形工序;零件局部具有扁管特征,可以使用液压锻造工艺进行整形[13-14]。
根据上诉外形特征,利用直径为52 mm,厚度为1.5 mm的铝管作为原始管坯,经无内压预压弯成形、内高压压弯胀形和液压锻造整形3道成形工序对零件进行成形,如图4所示。
2.2 成形工艺可行性分析
使用有限元模拟软件ABAQUS对零件成形过程(无内压预压弯成形—内高压压弯胀形—液压锻造整形)进行模拟分析。材料参数由力学性能试验得到。模拟中设置管坯的网格大小为0.5 mm,上模及下模与管材的摩擦因数设置为0.08。建立的多道次工序成形有限元模型如图5所示。

图5 异形截面导管成形有限元模型
第一步无内压预压弯成形过程较为简单,模拟过程只需将管坯放入模具型腔内,上下模具进行合模使管材产生弯曲变形即可。图6为第一步无内压预压弯成形管材的等效塑性应变分布结果,从图6中可见管材在两处弯曲段应变最大,管坯成形后无明显缺陷,内侧没有起皱缺陷产生,在应变最大处测量得到管材成形后最小壁厚为1.48 mm,最大壁厚减薄率为1.3%。结果证明第一步工序设计合理,可进行下一步成形。
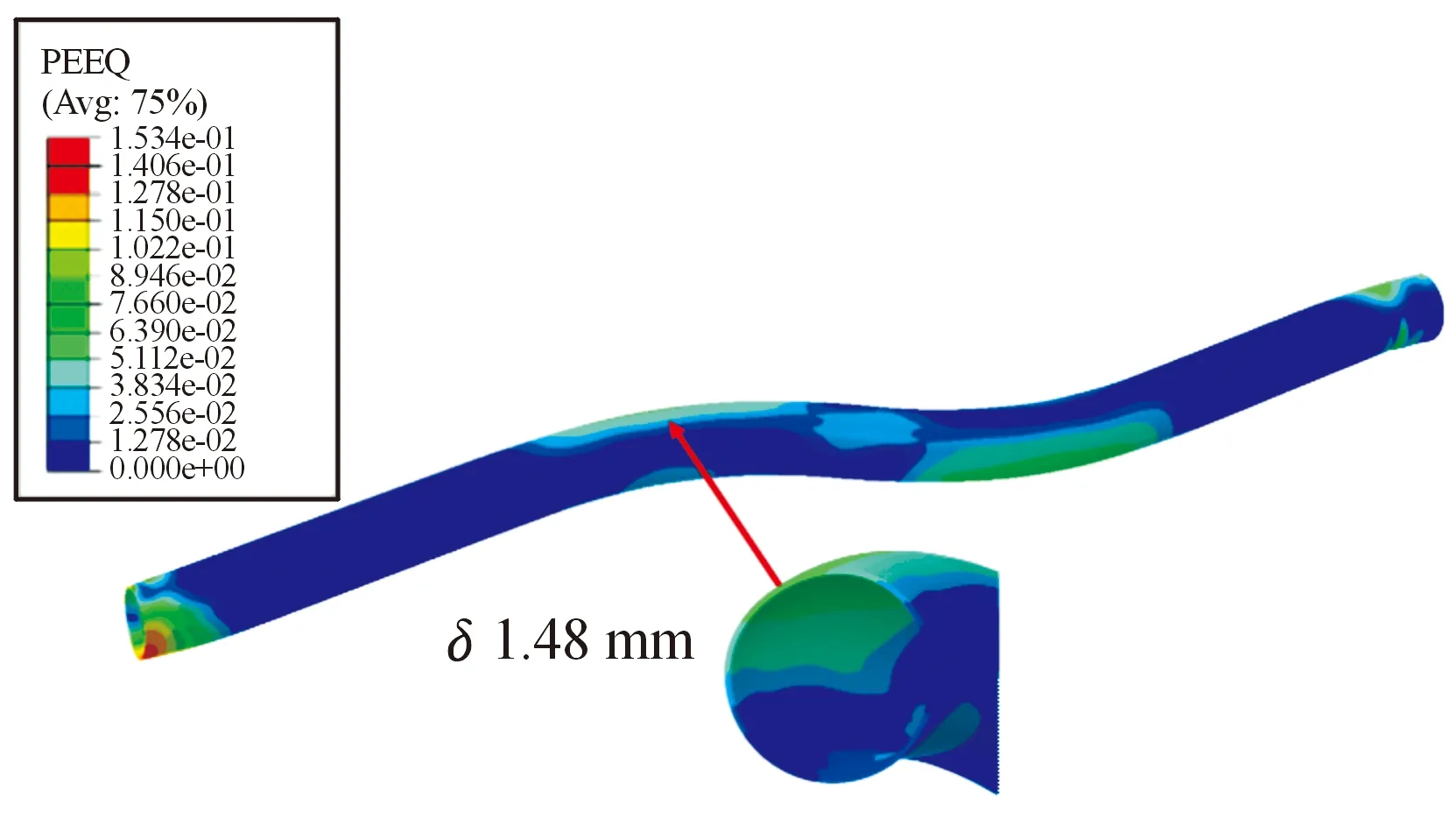
图6 无内压预压弯成形管材等效塑性应变模拟结果
第二步内高压压弯胀形在同一套模具中分两小步进行,第一小步为在3 MPa的内压力支撑下模具下压,进行压弯成形;由于第一小步中管材没有完全贴合模具,第二小步即增加高压使得管材弯曲贴合模具,两步成形贴模过程见图7。由于零件在内高压压弯胀形过程中,局部管径大于零件原始管坯材料,需要对零件进行侧推补料,避免零件在成形过程中开裂,因此需要对成形阶段侧推补料进行模拟,同时还需要配合合适的液压加载路径。
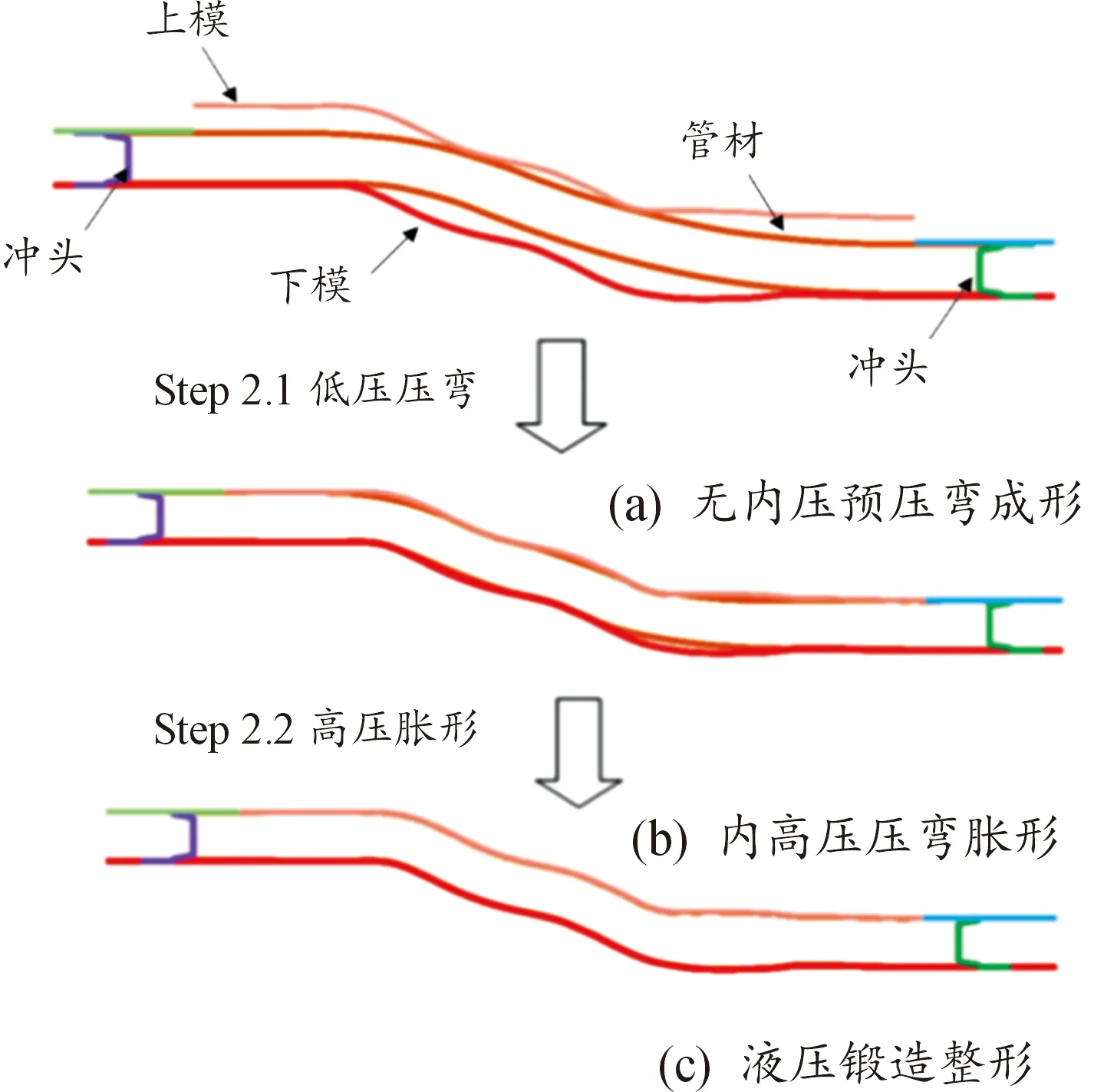
图7 内高压压弯胀形贴模过程
以获得较好的贴模效果为目标,通过模拟参数优化,得到了合适的导管胀形内压加载曲线,如图8所示,以及获得了侧推补料量。初步得到在零件胀形阶段的工艺参数:当导管内压达到50 MPa时,零件成形贴模,同时在成形过程中进行侧推补料,补料推进量为40 mm。采用第二步内高压压弯胀形的有限元仿真结果见图9,成形后最小壁厚为1.43 mm,最大壁厚减薄率为4.6%。从结果可以看出,第二步内高压压弯胀形成形效果也较好,证明第二步工序设计也合理。

图8 内高压压弯胀形内压加载曲线

图9 内高压压弯胀形管材等效塑性应变模拟结果
第三步为液压锻造整形,目的是成形零件局部具有扁管特征的部分。液压锻造的基本过程是先在模具内充入高压液体胀大至某一尺寸时,对上模施加径向压力完成合模过程,管材在内压和模具径向力的共同作用下获得最终形状,液压锻造被证明可以提高材料的成形性能[15]。因此,特别适合成形该异形截面导管的局部扁管特征。通过有限元模拟初步得到的工艺参数,成形步骤设置为:管内加载形成内压(3 MPa)—合模成形—管内加载至内压100 MPa进行整形。获得管材的塑性应变模拟结果如图10所示,从结果可以看出,整体成形效果较好,具有扁管特征位置成形效果也较好。

图10 液压锻造整形模拟结果
以上模拟结果验证了无内压预压弯成形—内高压压弯胀形—液压锻造整形的可行性,并对工艺参数进行了探索,为成形实验提供了指导。
3 异形截面导管内高压成形工艺验证
3.1 成形实验
通过上述典型异形截面导管零件的有限元分析结果可知,采用无内压支撑压弯—内压支撑压弯—内高压胀形—内压支撑合模成形可以实现导管的整体成形,依据模拟结果,设计相应的模具,模具如图11所示。

图11 异形截面导管成形模具设计
本文中基于THP63-2000A内高压成形设备进行工艺验证。第一步采用无内压支撑压弯成形,成形过程较为简单,将管坯放入模具型腔内,将管坯原材料一端作为基准与模具上的定位块进行贴合,采用20 t定压合模的方式进行合模成形,成形后的零件如图12所示。成形后的零件经过检查,未出现起皱等缺陷,且零件贴模较好。

图12 无内压预压弯成形管材
第二步基于有限元模拟初步得到的工艺参数,利用自主设计的成形工装,对零件进行成形工艺验证。成形步骤为:侧推形成密闭管腔—管内注水形成内压(3 MPa)—合模成形,零件成形时,管腔内部有足够的内压进行支撑,成形后零件不厚,不会因局部受力不均而产生起皱等缺陷,根据有限元模拟探索的工艺,后续根据图7进行增加内压同时侧推补料,基准端侧推量为40 mm。为保证管内密封,同时非基准端侧推量为10 mm,成形结束后侧推回退泄压,最后分模取件。通过这一步获得的零件如图13所示,从结果可以看出,这一步得到了较好的成形效果。

图13 内高压压弯胀形成形管材
第三步液压锻造整形成形步骤为:侧推形成密闭管腔—管内注水形成内压(3 MPa)—合模成形—形成内压100 MPa进行整形—侧推回退泄压—分模取件。
经过无内压预压弯成形、内高压压弯胀形和液压锻造整形3道成形工序成形后的零件无明显缺陷,经过成形后零件如图14所示。

图14 最终成形管材
3.2 成形质量
为检验零件成形后,材料壁厚减薄量是否符合导管制造技术规范,在零件上选取了7个测量点对导管壁厚进行了测量,如图15所示。同时在对应试验件测量点位置截取了管材成形仿真结果,并对每个位置测量出最小壁厚,见图16所示。从图16可看出在位置1处壁厚有局部增大的情况,并在位置3处出现了最小壁厚。选取成形后5个管材进行测量,每个测量位置最小壁厚测量值见表1,从表1可以看出,由于零件在成形过程中进行了侧推补料,因此零件局部壁厚有增大的情况;由于零件压扁处变形较大,因此零件在3号测量位置出现了最小壁厚,最小壁厚值为1.41 mm,较原材料1.5 mm的壁厚,减薄了6%,符合航空金属导管的制造规范要求,并且壁厚变化趋势与仿真结果一致。此外,零件最终成形完毕后,通过测量,零件与模具间最大间隙不超过0.36 mm,满足零件制造技术要求。

表1 零件壁厚测量值

图15 壁厚测量位置

图16 管材成形仿真结果最小壁厚测量
4 结论
通过对典型异形截面导管的内高压成形工艺分析,表明该类型导管可通过内高压成形技术进行整体成形,突破了传统工艺的限制,有效的减少了零件制造中的焊接工作。得到以下主要结论:
1) 通过优化内高压压弯胀形的内压加载曲线和侧推补料,变径管材零件贴模效果好,成形效果较优;
2) 液压锻造整形成形可用于异形截面导管的局部扁管的成形,有效减少零件成形工装成本;
3) 本文中提出的无内压预压弯成形、内高压压弯胀形和液压锻造整形3道成形工序可用于异形截面导管成形,可有效的减少零件焊缝,提高零件生产效率,为加工此类零件可以提供工艺参考。
猜你喜欢
课堂内外·小学版(智慧数学)(2024年11期)2024-12-07 00:00:00
课堂内外·小学版(智慧数学)(2024年10期)2024-11-11 00:00:00
机电元件(2022年1期)2022-03-08 01:50:14
军事文摘·科学少年(2020年3期)2020-03-26 05:44:18
决策探索(2019年19期)2019-10-21 09:16:38
石油化工建设(2018年1期)2018-07-10 09:49:50
汽车与安全(2017年6期)2017-07-25 09:57:08
医学研究杂志(2015年11期)2015-06-10 06:44:03
长江大学学报(自科版)(2014年4期)2014-03-20 13:20:38
中国医学科学院学报(2014年6期)2014-03-11 20:26:13
