
核用SiC陶瓷基复合材料制备与连接研究现状
2023-11-04 02:34李桃花周博芳张红霞侯俊良满武士谢昊东
电焊机 2023年10期
李桃花, 周博芳, 张红霞, 侯俊良, 满武士, 谢昊东
湖北汽车工业学院 材料科学与工程学院,湖北 十堰 442002
0 引言
在当今日益紧张的能源形势下,开发新能源以替代传统化石燃料是中国能源发展的必然要求。目前由于核能具有清洁、高效、可持续等优点而正在大规模地被开发和使用。在2011 年日本福岛核电站因用于包壳材料的锆合金在高温下与灼热的水蒸气发生反应而造成氢爆事故后,开发事故耐受性能更好的核燃料成为核工业研究的重点。主要通过提高包层材料在高温环境下的性能以及替换性能更好的元件来提高燃料的内在安全性,以期核燃料系统在正常运行下能很好地保持其性能且严重事故下的抵抗时间增长[1]。
碳化硅(SiC)陶瓷基复合材料是一种应用前景比较广阔的陶瓷结构材料,因其具有高温下高硬度、高强度、热膨胀系数较小、耐磨及耐蚀等一系列优异的性能而有望成为核反应堆包层材料[2]。然而,将其用作核燃料包壳材料存在两大难题亟待解决:首先是制备出高纯度、高结晶度的SiC陶瓷基复合材料;其次是连接成体积大、形状复杂部件的接头(满足严峻的核反应堆使用环境)的连接技术。尽管在SiC陶瓷材料的制备和连接方面国内外都做了大量的研究,但在核工业领域中应用的研究并不多[3-4]。因此,本文讨论了作为核燃料包壳材料的SiC 陶瓷基复合材料的制备工艺、连接工艺以及相关性能等的研究现状。
1 SiC陶瓷基复合材料的制备
核用SiC 陶瓷基复合材料需要具备高致密度、高热导率,良好的化学相容性和辐照稳定性等优良性能。目前其制备工艺主要有化学气相渗透工艺(Chemical Vapor Infiltration,CVI)、先驱体浸渍裂解工艺(Polymer Infiltration and Pyrolysis,PIP)和纳米渗透瞬态共晶工艺(Nano Infiltration and Transient Eutectic,NITE)三种。
1.1 化学气相渗透工艺(CVI)
CVI 工艺可以制备出缺陷少、耐辐照性好且纯晶态的SiC基体(β-SiC),该工艺制备的SiC基体密度为2.5~2.7 g/cm3、抗拉强度为209~468 MPa,是制备SiC 陶瓷基复合材料较好的工艺[5-6]。但会存在致密度不均匀和结构疏松的问题,从而使室温下导热性为10 W/(m·K)以及10%~15%的高孔隙率[7]。采用CVI工艺制备的SiC陶瓷基复合材料在一定条件下的辐照后检测其结构和性能的变化,从而判断其能否用于核反应堆。Ozawa等人[8]发现中子辐照对CVI-SiC 基复合材料的拉伸强度和抗裂伸长率均无明显变化。Katoh等人[9]发现,在220~1 080 ℃、0.8~5.3 dpa剂量的中子辐照条件下CVI-SiC基复合材料的热扩散性和导热性明显降低,拉伸强度未发生显著的变化。Perez-Bergquis等人[10]发现,在300~800 ℃、大于70 dpa剂量的中子辐照的条件下CVISiC 复合材料界面有裂纹产生,从而降低其力学性能和导热性能。此外,CVI-SiC 材料在耐腐蚀性方面的研究较少,可通过提高复合材料的致密度、结晶度和纯度来提高在核应用环境下的耐蚀性。Terrani等人[11]发现CVI-SiC陶瓷基复合材料的表面涂有致密的CVD涂层能够阻碍复合材料的内部进水,该涂层提高了复合材料的耐腐蚀性。
1.2 先驱体浸渍裂解工艺(PIP)
传统的PIP 工艺使用聚碳硅烷(PCS)作为先驱体制备的SiC 陶瓷基复合材料的孔隙率为10%~20%,需要通过用四甲基四乙烯基环硅氧烷合成的新型先驱体(LPVCS)、改变工艺(如裂解温度和压力)的方式进行优化[12]。通过比较PCS 和LPVCS两种先驱体制备的复合材料的微观形貌,可以发现LPVCS所制得的内部孔洞缺陷明显变少,使其力学性能得到提高[13]。Kotani等人[14]在PIP工艺中通过添加致孔剂使密度从2.2 g/cm3变为3.2 g/cm3,拉伸强度达300 MPa。Nannetti 等人[15]采用改良后的工艺制备复合材料,经1 700 ℃热处理后其结晶度得以提高,热导率达30 W/(m·K)。Katoh 等[16]发现PIP 工艺制备的SiC/SiC 复合材料在600 ℃,10 dpa Si/He双重离子辐照的条件下进行高温裂解,其结构稳定并表现出良好的抗辐照性。另外,美国能源部通过PIP 工艺制备了用于轻水反应堆的SiC 陶瓷基复合材料,目前正在进行高温性能、抗辐照性和抗腐蚀性等的测试[17]。
1.3 纳米渗透瞬态共晶工艺(NITE)
通过NITE 工艺制备SiC 陶瓷基复合材料的密度为2.8~3.0 g/cm3,孔隙率为3%~6%,热导率为17~29 W/(m·K)(25 ℃)[18]。研究表明,NITE-SiC基复合材料具有高致密度、高结晶度、高热导率和化学稳定性等优点,与CVI 工艺制备的复合材料相比,该工艺制得的材料孔隙更少、结构更致密,最终复合材料的热导率更高[19]。Kohyama 等人[20]评估了用NITE 工艺制备的不同结构类型SiC 基复合材料在核应用中的性能,目前复合材料的性能可以满足核应用的要求。Koyanagi等人[21]发现NITE-SiC基复合材料的力学性能在830 ℃、5.9 dpa 中子辐照条件下的影响较小,但层间剪切强度下降了30%。Shimoda 等[22]研究了改良的NITE 工艺制备的SiC复合材料在1 500 ℃时具有优异的拉伸强度,热导率高于20 W/(m·K)。Hinoki 等人[23]在高温蒸汽下对SiC基复合材料包壳管进行腐蚀测试,在1 200 ℃下NITE-SiC基复合材料的耐腐蚀的性能更差。
CVI、PIP 和NITE 三种工艺制备的SiC 基复合材料性能对比分析如表1所示。在经过不同条件的辐照后,发现复合材料越纯,其致密性和结晶度也就越高,由此形成的缺陷就越少,抗辐照能力就越强。改进传统制备工艺使复合材料的性能指标达到核电的使用要求是亟待解决的重要问题。
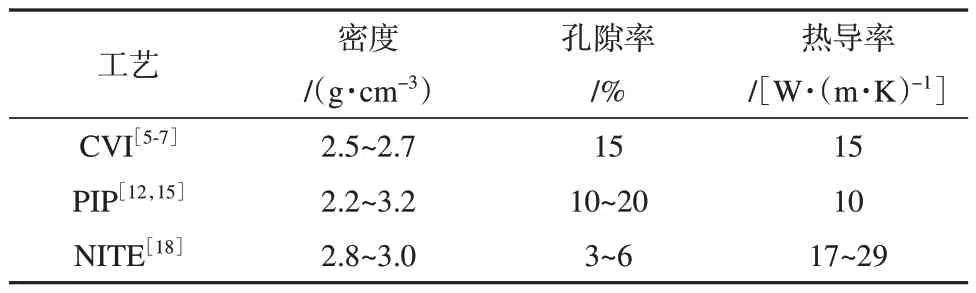
表1 三种工艺制备SiC基复合材料的对比Table 1 Comparison of SiC/SiC composites prepared by three different processes
2 SiC陶瓷基复合材料的连接
尽管国内外研究人员对SiC陶瓷基复合材料的连接工艺进行了大量的研究,但由于核反应堆恶劣的工作环境对连接接头的性能要求很高,一些成熟的连接工艺很难用于核应用SiC 陶瓷材料的连接。因此需研究用于核的新连接工艺,如钎焊、陶瓷先驱体连接、纳米浸渍瞬时液相连接以及玻璃陶瓷连接等方法[24-27]。
2.1 钎焊
陶瓷材料的钎焊分直接钎焊和间接钎焊,最常用的是采用活性钎料或涂层的方法来提高钎料在陶瓷表面的润湿性,但核用SiC 陶瓷的钎焊研究相对较少。在TiSi2钎料中加入SiC 颗粒进行钎焊连接,尽管Ti3SiC2和TiC 都有较高熔点对接头高温性能是有利的,但钎料与陶瓷间的热膨胀系数差异大,以及TiSi2的高脆性导致接头出现许多裂纹,同时Ti-Si 相在中子辐照下容易发生非晶化,很难满足实际要求[20]。因此,四川大学课题组[28-29]结合Zr合金在核燃料外壳材料的成熟应用,基于SiC 陶瓷材料在核领域的特殊应用环境和钎焊接头的相关性能,研究了Zr-Cu 钎料与SiC 陶瓷钎焊接头的界面产物主要由ZrC和Zr2Si组成,目前这两种产物常作为核燃料元件的涂层材料,在核反应堆中具有良好的性能[30]。目前钎焊研究主要集中在开发新的高温钎料上,以期提高接头的工作温度。Herderick等人[31]在1 200 ℃真空条件下用Al-Si 钎料实现了SiC陶瓷的连接,接头表现出良好的耐高温、耐水热腐蚀和耐辐照性能。秦漆[32]用Zr-24Ni 钎料钎焊SiC陶瓷和Zr合金,在1 060 ℃、保温15 min条件下接头剪切强度为110 MPa,Zr-Ni化合物具有良好的耐辐照性,创新性地将SiC陶瓷和Zr合金的优点结合起来实现SiC/Zr 合金接头。间接钎焊的研究比较少,陈祖斌[33]通过Ar离子轰击开发了一种新的表面活化SiC 陶瓷钎焊方法,表面活化钎焊SiC 陶瓷接头界面微观结构和抗剪强度比直接钎焊提高了73%,其接头界面组织和抗剪性能也得到很大的改善,有望在核领域中得到应用。
2.2 陶瓷先驱体连接
目前正在开发用于核用SiC陶瓷基复合材料的涂层和连接材料。王小宙等人[34]合成了一种新型液体前体聚合物(V-PMS),室温下粘度为125 Pas的V-PMS具有优异的热性能和粘接强度,在1 000 ℃时SiC 陶瓷的连接接头的剪切强度为34.5 MPa,制备的V-PMS 成为一种具有较广阔应用前景的连接材料。Henager Jr.等人[35]在1 400 ℃、30 MPa 条件下采用Si/TiC 粉末反应生成Ti3SiC2/SiC 作为粘结剂,接头抗剪强度达到50 MPa,高于SiC/SiC复合材料的抗剪强度,解决了复合材料的接头强度问题。Jeong等人[36]采用聚碳硅烷实现了SiC陶瓷的连接,测得四点弯曲的抗弯强度为120 MPa。陶瓷先驱体在裂解过程中产生大量的气体并发生严重的体积收缩,在接头内部产生孔洞缺陷,使力学性能降低。目前致密度问题大多是通过用第二相填充来控制,但由于第二相和基体的热性能存在差异,导致SiC陶瓷的连接在长期辐照下存在稳定性问题[37]。通过使用先驱体方法连接SiC 陶瓷,先驱体的有机聚合物在低温下裂解为非晶态陶瓷,使其相和结构与基体材料相接近,最终得到具有物理和化学相容性高的接头组织。同时,先驱体裂解产物直接与母材进行化学键结合,其接头的热应力小,连接件的耐高温性能好,但在高温下先驱体裂解的产率较低,导致接头强度低。因此,要实现先驱体法连接SiC陶瓷材料就需进一步研究先驱体聚合物的制备。
2.3 纳米浸渍瞬时液相连接
目前的研究表明,纳米浸渍瞬时液相连接SiC陶瓷的接头处生成高纯度、高致密度的SiC陶瓷,使接头表现出较好的力学性能,不存在热应力问题且在一定剂量的中子辐射后稳定性良好,也不会出现粒子辐照生成非SiC相时因伸缩率不同而产生的横向裂纹问题。Parisha 等人[38]使用SiC-Al2O3-Y2O3作为连接材料,通过纳米浸渍瞬时液相连接SiC 陶瓷,在1 850 ℃、10 MPa工艺参数下获得的接头剪切强度可达150~172 MPa。Jung等[39]将SiC粉末颗粒和SiO2-Al2O3-Y2O3添加剂的混合物放在两SiC 母材中间构成“三明治”结构,在1 800 ℃、10 MPa工艺下得到的连接接头的剪切强度可达249 MPa。Katoh 等人[40]以SiC-Al2O3-Y2O3为连接材料,在1 850 ℃、10 MPa 条件下进行连接,其接头的剪切强度高达320 MPa。Kim 等人[41]以SiC-Al2O3-Y2O3-MgO为连接材料,在1 850 ℃、20 MPa下进行连接,接头抗弯强度达到343 MPa。该方法需要高温高压使其很难应用于大型及复杂的SiC 零部件,需要进一步改进工艺。
2.4 玻璃陶瓷连接
目前,国际上关于玻璃陶瓷连接的研究主要由都灵理工大学、京都大学以及橡树岭国家实验室进行。玻璃陶瓷连接属于非SiC 基接头的连接,Ferraris 教授的研究小组早在1998 年就研究了在核反应堆中用CaO和Al2O3作为连接材料的可行性以及将玻璃陶瓷钎料用于SiC 陶瓷的连接,研究发现CaO和Al2O3这些材料在核辐射下有很好的稳定性,在低温条件下形成的接头具有良好的密封性,且工艺简单、成本较低[42-43]。该研究小组用润湿性较好的CaO-Al2O3玻璃陶瓷作为连接的中间层材料,在高温1 480 ℃保温1 h 且不施加任何压力的情况下实现了SiC 陶瓷的连接,接头的室温剪切强度最高可达47 MPa,经过一定剂量的辐射后其强度稳定[44]。为了提高玻璃陶瓷连接的效率,Herrmann等人[45]利用激光束对SiO2-Al2O3-Y2O3(SAY)玻璃陶瓷进行快速局部激光加热实现SiC 陶瓷的连接,发现在1 200 ℃下连接的接头有较好的致密性和连接特性。Ferraris[46]等采用SAY焊料连接SiC/SiC复合材料,并比较了高温中子辐照前后接头的微观组织和强度的差异,发现接头明显变黑但物相没有发生变化,剪切强度从122 MPa降到118 MPa,表明性能的降低并不明显。玻璃陶瓷中的结晶相和非结晶相在强辐照下的稳定性仍需要研究,因为根据辐照条件,两相的辐照行为会完全相反,它们之间可能产生气孔或完全分开从而降低接头的强度。此外,超过一定温度时材料容易分解。
3 展望
SiC陶瓷基复合材料具有优异的高温性能和核性能而有望成为第四代核反应堆包壳材料,在未来核领域中的应用前景十分广阔,国际上对其制备和连接也开展了大量的研究工作。核反应堆中恶劣的工作环境对SiC陶瓷基复合材料的制备和连接提出了很高的要求。在制备方面,NITE工艺具有好的发展前景,同时传统的CVI、PIP 等工艺也在不断的改进,目前制备高纯度、高结晶度、高致密度、抗辐照等是研究复合材料的重点。在连接方面,目前不断优化改进一些比较成熟的连接工艺以期用在核领域中,新的连接方法正在研究中,如玻璃陶瓷连接、NITE制备方法加以创新和改进继而运用到其连接中,为SiC 陶瓷基复合材料连接的进步提供了巨大的推动力。关于SiC陶瓷基复合材料的制备以及可靠连接的研究将在核工业的未来发展中发挥着非常重要的作用。
猜你喜欢
少先队活动(2022年10期)2022-12-09
小哥白尼(趣味科学)(2022年7期)2022-09-20
肿瘤预防与治疗(2020年1期)2020-03-07
制造技术与机床(2017年3期)2017-06-23
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2015年10期)2015-07-18
