
“多功能、快定位、速换式”新型钳口研制初探
2023-11-03 12:33:08朱治国
广东教育·职教版 2023年10期
朱治国


在模具钳工或数控铣削实习教学中,工件形状千变万化,平口钳难以很好地满足装夹要求。普通平口钳的功能比较单一,装夹工件受到制约,普通钳口对工件的定位也不太方便,费时、费神、费力,效率低。基于对普通钳口的改良设计,改变其钳口形状、拓展其装夹功能、改善其定位方式,优化其装配结构。一款“多功能、快定位、速换型、新型钳口”应运而生。它能实现方形、圆形、斜面、棒料等多种工件的装夹,而且定位快速准确,钳口更换迅速方便。较好地解决了普通钳口功能单一、定位不准的问题。
一、项目研究的背景
中职学校的专业实习教学是重头戏,在模具钳工或数控铣削等实习教学中,实习工件形状千变万化。在学校实习工厂,不管是模具钳工还是数控铣工,常用夹具一般都是“平口钳”。教学使用中发现:通用夹具“平口钳难以很好满足装夹和工作要求。主要表现在以下方面:
首先,它的功能比較单一,装夹工件受到制约,通常只能装夹方形工件,碰到圆形工件、球形工件、斜(锥)面工件、棒料工件时,就不能或不便装夹。即使勉强能装夹,也装夹不牢固、定位不准确、存在安全隐患。
其次,平口钳即便是装夹方形工件,普通钳口对工件的定位也不太方便,高度方向需要另加平行垫铁,左右方向无法准确定位,需要现场调整,每更换一个工件,都要重新调整。技术难度高、工作效率低、劳动强度大、重复劳动多。特别是在大批量生产时,如能快速装夹并准确定位,就能大大提高生产效率,降低劳动强度,减少重复劳动。
再次,平口钳的钳口,通常采用内六角沉头螺栓穿过钳口的螺栓孔与钳身连接,在需要拆卸、清洗、调整或更换钳口时,需要将两颗螺栓全部旋出,才能拆下钳口来,很耗时间,影响工作效率。
总之,普通钳口功能单一、定位不准、拆卸麻烦,操作费时、费力、费神。于是,笔者萌发了对钳口改造的念头,希望设计一款多功能快定位速换型新钳口。
二、项目研究的思路及制作过程
1.增设平行台阶钳口及定位销钉,解决方形工件装夹及定位问题
针对平口钳夹持方形工件时,通常采用两块平行垫铁支承工件,以对工件实现高度方向定位的原理,并力求克服两平行垫铁高度不一致,使用及保管不方便等问题。笔者将平口钳的两块钳口(长方体)均铣削一个6mm×6mm的小台阶,有效解决了高度方向定位问题,由于省去了平行垫铁,所以,也解决了平行垫铁使用及保管不方便的问题。
针对平口钳夹持方形工件时,左右方向无法定位,调整费时费神效率低的问题,在一侧钳口6mm×6mm小台阶上适当位置钻孔,并压入一根Φ4 mm的淬硬销钉,以实现对工件左右方向的定位(如图1)。特别是在大批大量生产时,只需要将第一件的位置调整好,后续工件无需再调整,或为了保险起见,每隔10件或更多检验及微调一次。这样,就大大提高了效率,减少了重复劳动。
当方形工件较大、较重时,6mm×6mm小台阶无法保证装夹牢固性,不能保证安全时,可用钳口6mm×6mm小台阶下部的宽大平面夹持,继续保持原钳口的基本功能不受影响。
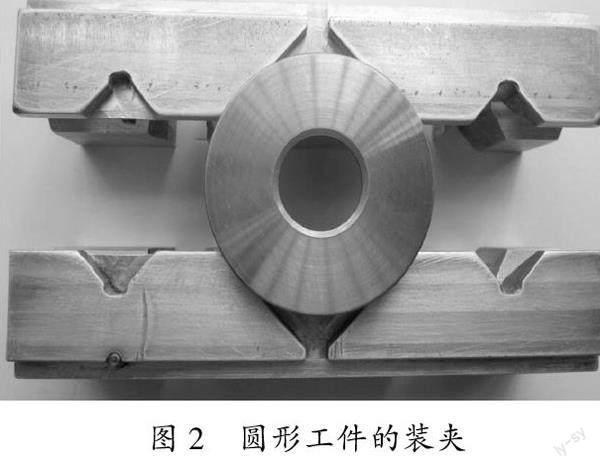
2.增设纵向V形台阶钳口,解决圆盘形工件装夹及定位问题
在普通平口钳上夹持圆盘类工件时,通常要配合V型块,但如果夹持部分比较短,V型块会歪斜,夹持不牢固、定位不准确、存在安全隐患。为了使平口钳的功能得以拓展,实现对圆盘形工件的装夹及定位,笔者在钳口上方铣削出50mm×90°×6mm的V形台阶钳口,以实现对圆盘类零件的平稳夹持和准确定位(如图2)。为了满足直径不同的工件需要,可根据钳口的长度,设置不同大小的V形钳口(如图3)。
3.增设横向V形通槽及定位销钉,解决圆形长棒料工件装夹问题
当工件是圆形长棒料,需要水平装夹时,可在钳口的一侧,铣削一条开口适度的90°水平V形通槽,以适应圆形长棒料零件的装夹和定位(如图4)。为了适应不同直径的棒料,防止锐口夹伤工件,可将V形通槽开口处倒圆角,为了实现轴向定位,可在V形通槽的适当位置,钻横向小孔,并压入一根Φ4mm的淬硬销钉,以实现对工件轴向定位。
4.增设球面凹形钳口,解决球形工件装夹及定位问题
在平口钳上装夹球形工件时,通常要配合专用球面夹具,或加木板支承,虽能勉强装夹,但定位极不方便,操作起来比较麻烦。为了进一步拓展平口钳的功能,实现对球面工件的装夹,可在钳口的侧面铣削出球面形凹坑(如图5),以实现对球面工件的夹持和准确定位。为了适应不同直径的球面工件,在钳口侧面合适位置加工出几个不同直径的球面凹坑。为了防止夹伤工件,可将球面凹坑的四周倒圆角,以适应一定范围内的不同直径球面工件的装夹。由于各球面凹坑的位置固定,所以球面工件的定位非常准确方便。
5.增设平底圆背镶条,解决斜(锥)面工件装夹问题
在平口钳上装夹斜面或锥形工件,一般是比较麻烦的,通常是寻找合适的斜锲垫块,以垫平工件再用平口钳夹持。为了解决这一问题,2007年笔者指导学生设计的万能角度组合钳口(如图6,曾获广东省青少年科技创新二等奖),原理是可行的,但作品粗糙笨重,不太好用。现将原作品改造微缩成平面圆背镶条——圆柱体铣出一个轴向平面(如图7),配合新型钳口上的V形槽,可实现斜面工件的装夹。由于镶条的圆弧形凸背可在V形槽内自由摆动角度,所以,可以适应不同斜度的斜面工件,或不同锥度的锥形工件。
6.改进钳口连接方式,解决钳口快速拆装问题
平口钳的钳口与钳身的链接,通常是采用内六角沉头螺栓穿过钳口通孔与钳身进行螺纹连接,当钳口不需要经常拆卸或更换时,是可取的,并无大碍。但我们改造后的新型钳口,左右两侧均有专用钳口。所以,在使用中必须经常拆卸和调换位置,若采用原有的螺栓穿孔连接方式,拆卸时必须将两根螺栓全部旋出,才能拆下钳口,这样很费时间,效率很低,而且,螺栓频繁的拧转,会加速内外螺纹的磨损,容易使螺纹失效。为了解决这一问题,受开口垫圈的启发,笔者将钳口上用于穿螺栓的孔改为通槽(如图8)。这样,在需要拆卸和调换钳口时,只需要将螺栓松开几圈,就可以将整个新型钳口拿下来,调转180°后插入,再将螺栓拧紧即可。拆卸或更换非常方便,节省了不少时间,提高了工作效率。
三、项目应用的方法和原理
1.工件的六点定位原理。
2.销钉定位原理。
3.平行垫铁等高定位原理。
4.V型块对圆形工件的对中定位原理。
5.球面凹坑对球形工件的对中定位原理。
6.平面圆背镶条对斜面工件的摆动定位原理。
7.开口通槽容易拆装的原理。
四、项目的主要贡献
1.设置平行台阶及定位销钉,解决了方形工件的快速装夹和准确定位问题。
2.设置纵向V形台阶钳口,解决了圆盘形工件快速装夹和准确定位问题。
3.设置横向V形通槽及定位销钉,解决了圆形长棒料快速装夹和准确定位问题。
4.设置球面凹形钳口,解决了球形工件快速装夹和准确定位问题。
5.设置平底圆背镶条,配合V形通槽解决了斜面工件的快速装夹和摆动定位问题。
6.设置开口通槽,解决了钳口与钳身之间的快速拆装和更换问题。
五、他人同类研究的情况调查
通过查阅文献资料、互联网络搜索、走访工厂企业、咨询行业专家等途径,详细了解该项的同类研究概况。企业通常使用平行垫铁对工件进行高度方向定位;V型块是企业应用很普遍的对中定位工具;定位销也是企业很成熟的定位元件;球面凹形夹具很少发现。开口垫圈在企业也有较多运用。但是,目前将上述各种特形钳口及开口通槽等结构,优化集成到同一夹具上,并形成“多功能、快定位、速换型新钳口”,本项目尚述首例。
六、项目使用情况和进一步完善的设想
该项目试制成功后,在我校机械工厂推广试用,经钳工和数控铣工实训室等师生使用,普遍反映非常好,裝夹速度快、定位较准、拆装方便。大家认为是一款很实用的新型夹具,不仅具备普通平口钳的基本功能,还拓展开发了许多新功能,且综合使用性能较好。但是,由于没有进行必要的热处理,所以,硬度和强度不够、磨损较快,制作较粗糙,精度较低。
针对该夹具硬度和强度不够,磨损较快、精度较低的问题。以后要选取硬度、耐磨性更好的材料,还要进行必要的热处理。
责任编辑 何丽华
猜你喜欢
中国铁路(2022年8期)2022-09-22 02:41:24
轻兵器(2022年3期)2022-03-21 08:37:28
一重技术(2021年5期)2022-01-18 05:41:56
重型机械(2020年4期)2020-06-29 03:02:58
传感器与微系统(2019年9期)2019-09-11 02:25:10
重型机械(2018年6期)2019-01-07 11:13:48
机械制造文摘(焊接分册)(2018年3期)2018-08-08 02:11:02
现代冶金(2018年1期)2018-04-08 06:08:12
大型铸锻件(2015年4期)2016-01-12 06:35:10
机电产品开发与创新(2014年6期)2014-03-11 16:42:50
