
基于PLC的化工过程液位自动化控制系统设计
2023-10-31 06:58范建宏
信息记录材料 2023年9期
范建宏,吴 豪
(中策橡胶集团股份有限公司 浙江 杭州 310020)
0 引言
在轮胎制造中,硫化工艺的液位控制是非常重要的。硫化是轮胎制造过程中的关键步骤,通过加热轮胎模具中的橡胶混合料,使其发生化学反应,形成具有所需硬度和弹性的轮胎胎面和侧面。在硫化过程中,液位控制对于确保产品质量和工艺稳定性至关重要[1-2]。传统的手动液位控制方法存在人为误差和效率低下的问题,需要不断的人工干预和调整。为了解决这些问题,自动控制技术应运而生,其中可编程逻辑控制器(programmable logic controller, PLC)作为一种灵活可靠的控制设备在化学工艺中得到广泛应用。尽管PLC在化学工艺控制中具有潜力,但目前还缺乏针对液位控制的全面研究和实施方案。在许多化学工艺中,液位控制的稳定性和准确性对于生产过程的成功运行至关重要。因此,开发一种基于PLC的液位自动控制系统,能够实现精准、可靠和灵活的液位控制,对于提高化学工艺的效率和安全性具有重要意义。
为了解决传统手动液位控制方法存在的问题,设计和实现一种基于PLC的化学工艺液位自动控制系统。通过该系统,可以实现液位的实时监测、精确控制和自动调整,提高生产过程的稳定性和效率。同时,本研究还将讨论该系统在化学工艺中的可行性和有效性,为工业界提供一种先进的液位控制解决方案。
1 液位控制的理论与方法
1.1 液位控制的重要性
液位控制在轮胎硫化过程中的重要性在于确保产品质量的一致性、工艺的稳定性、能源的高效利用和生产的安全性。合理的液位控制策略可以提高生产效率、降低成本,并确保轮胎硫化过程的质量和可持续发展。
传统手动液位控制方法通常依赖于操作员的经验和观察,但是人工操作容易受到主观因素的影响,导致液位控制的不准确性;手动调整液位需要大量人力和时间,限制了生产过程的效率和灵活性;针对快速变化的工艺条件,手动控制方法反应迟缓且难以应对复杂的反馈关系。
1.2 自动控制的基本原理
自动液位控制通过利用反馈控制原理,基于系统的实时反馈信息进行调整,以实现液位的精确控制。常用的自动控制理论包括比例—积分—微分控制(proportion integral differential, PID)、模糊控制和模型预测控制等。其中PID控制是最常用和经典的控制方法之一[3-4],其数学模型如式(1)所示:
(1)
式(1)中,u(t)为控制器输出,e(t)为液位误差,Kp、Ki、Kd分别为比例、积分和微分系数。PID控制通过调整这些系数,实现对液位控制系统的稳定性和响应速度的调节。
1.3 PLC的概述
PLC是一种专用的计算机控制设备,广泛应用于自动化控制领域。PLC具有高度可编程性、实时性和可靠性的特点,适用于各种复杂的工业过程控制[5-6]。在液位控制中,PLC可以实时获取液位传感器的测量数据,并通过控制算法计算出相应的控制信号,驱动执行器控制液面[7-8]。
2 基于PLC的液位控制系统设计
2.1 系统总体结构
如图1所示,该系统包括监控层、控制层和现场层。监控层由一些计算机组成,控制层使用PLC,现场层包括压力传感器、温度传感器、现场智能仪表、变送器、执行器等。监控层与控制层通过TCP/IP通信[9],控制层与现场层通过Profibus DP通信[10]。
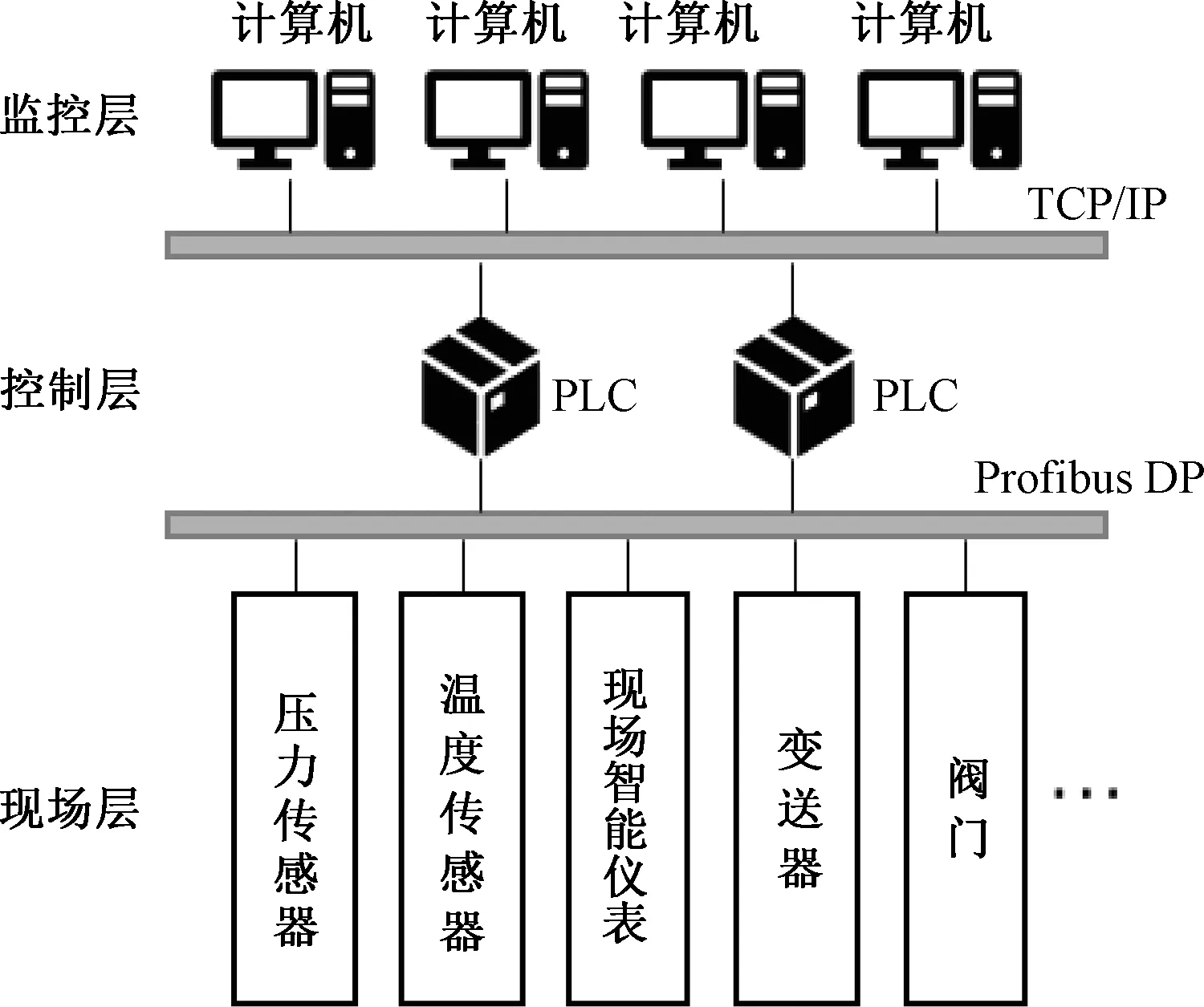
图1 系统总体设计图
监控层由计算机组成,用于实时监测和显示液位控制系统的运行状态和参数。监控层通过TCP/IP协议与PLC通信,获取PLC中液位控制系统的实时数据,包括设定液位、实际液位、控制信号等。监控层将采集到的数据显示在界面上,以便操作员实时了解液位控制的情况。同时,监控层还可以根据设定的报警条件,对液位异常情况进行报警提示,以保证系统的安全运行。
控制层采用PLC,负责实现液位控制算法的计算和控制信号的生成。根据监控层提供的设定液位和实际液位数据,控制层通过内部的控制算法计算出相应的控制信号,如阀门开度或泵的转速。控制层将计算得到的控制信号输出到执行器,通过调整执行器的状态,实现对液位的精确控制。
现场层包括压力传感器、温度传感器、现场智能仪表、变送器、执行器等设备,用于实时感知和调节化学工艺中的物理参数。现场层的压力传感器和温度传感器等设备负责实时采集液位控制过程中的物理参数,如液位高度、液体温度等。现场层通过Profibus DP协议与PLC通信,将采集到的传感器数据传输给PLC,供控制层进行液位控制计算和决策。执行器根据PLC发送的控制信号,控制阀门或泵等装置的状态,以调整液位高度。
监控层与控制层之间通过TCP/IP协议进行通信,实现实时数据的采集和显示,以及对液位异常情况的报警处理;控制层与现场层之间通过Profibus DP协议进行通信,实现控制信号的传输。
2.2 液位传感器选择
该系统采用差压式液位传感器来进行液位测量[11-13]。该类传感器是一种常用于液位测量的传感器,它通过测量液体所产生的压力差来确定液位高度,如图2所示。
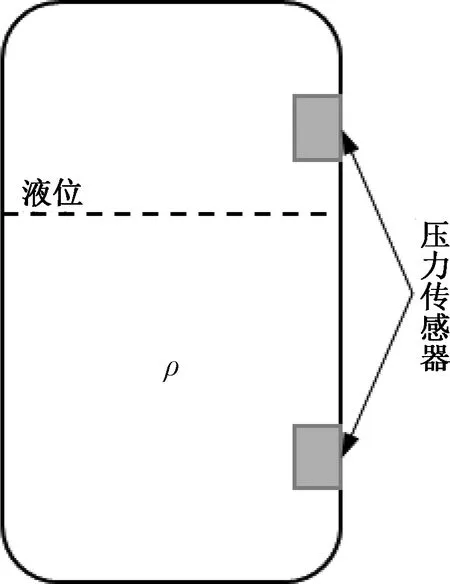
图2 液位压差传感器原理
其工作原理基于斯托克斯定律和浮力原理。差压式液位传感器包括2个连接在不同高度的测量装置,一般分别安装在液体容器的底部和顶部。液体的压力随着液位的变化而改变,传感器通过测量2个测量装置之间的压力差来确定液位高度。差压传感器可以通过公式(2)计算液位高度:
(2)
式(2)中,H表示液位高度,ΔP表示2个测量装置之间的压力差,ρ表示液体的密度,g表示重力加速度。
差压式液位传感器可以适用于不同液位高度的测量,具有较宽的测量范围、较高的测量精度,能够快速响应液位的变化,并且对温度、介质密度等因素的变化具有较强的抗干扰能力,能够稳定地测量液位。
2.3 PLC控制算法设计
假设液位传感器输出的液位测量值为Lmeasure,目标液位设定值为Lset,控制算法通过调节执行器的工作状态来实现液位的控制。
首先,计算液位偏差e,表示实际液位测量值与目标液位设定值之间的差异如式(3)所示:
e=Lset-Lmeasure
(3)
比例控制时,根据偏差e计算比例控制输出信号uP,该信号与偏差成正比,用于控制执行器的工作状态如式(4)所示:
uP=Kp·e
(4)
式(4)中,Kp是比例控制增益参数,用于调节控制系统的响应速度。
积分控制时,根据偏差的积分值计算积分控制输出信号uI,该信号与偏差的累积值成正比,用于消除偏差的积分效应和提高控制系统的稳定性如式(5)所示:
(5)
式(5)中,Ki是积分控制增益参数,用于调节控制系统对持续偏差的补偿能力。
将比例控制输出信号和积分控制输出信号相加,得到最终的控制信号ucontrol如式(6)所示:
ucontrol=uP+uI
(6)
根据控制信号ucontrol调节执行器的工作状态,以使液位逐渐接近目标液位设定值。通过不断地对比实际液位测量值与目标液位设定值,控制算法实时调整控制信号,使得液位在设定范围内稳定控制。
算法流程如图3所示,控制步骤如下:
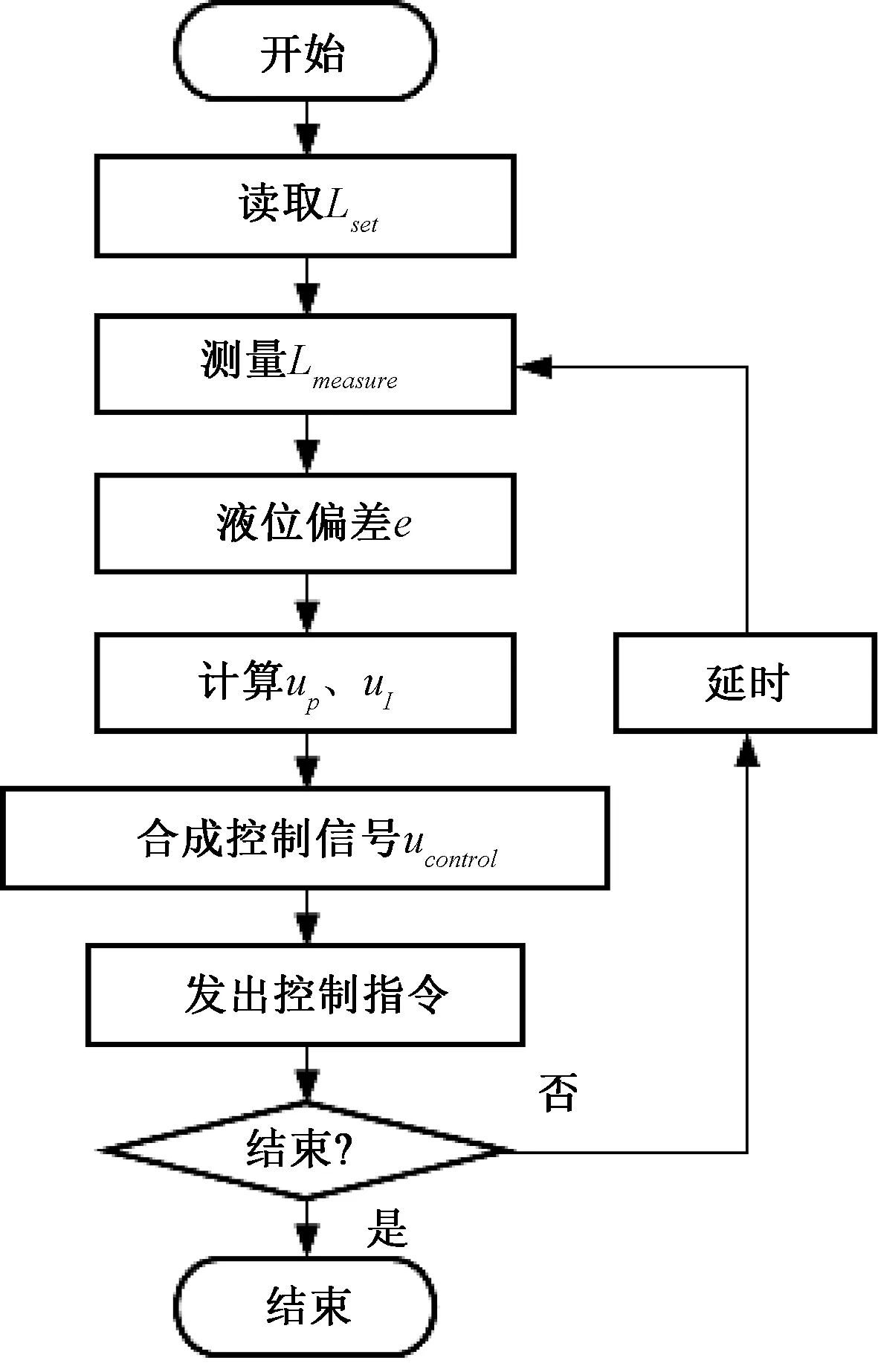
图3 程序控制流程图
(1)开始;
(2)读取目标液位设定值Lset;
(3)读取液位传感器输出的实际液位测量值Lmeasure;
(4)计算液位偏差e=Lset-Lmeasure;
(5)计算比例控制输出信号uP=Kp·e,其中Kp是比例控制增益参数;
(8)计算控制信号合成ucontrol=uP+uI;
(9)调节执行器的工作状态,以使液位逐渐接近目标液位设定值;
(10)延时一段时间,等待液位调节反应;
(11)返回步骤(3),循环执行液位测量和控制操作;
(12)结束。
3 分析与讨论
PLC自动控制液位系统具有较高的可靠性和稳定性,在液位控制方面具有明显的优势。但在实际应用过程中需要注意系统的维护和调整,以保证系统的性能和稳定性。
该系统基于PLC实现,使其具有高可靠性和稳定性;液位传感器采用差压式传感器,可以满足一般场景下的精度要求;通过控制阀门开度实现液位控制,具有较好的控制效果。相比传统的手动控制方式,该系统具有更高的自动化水平和稳定性;PLC控制算法也具有较好的可调性和可重复性,可广泛应用于化工、制药、食品等领域的液位控制。
但是,该系统也存在诸多缺点:
(1)系统实现需要一定的技术水平和成本投入。
(2)该系统对环境和工艺参数的变化比较敏感,需要进行定期维护和调整。
(3)PLC控制算法需要针对具体系统进行优化,否则控制效果会受到影响。
4 结语
综上所述,本文讨论了基于PLC的化工自动液位控制系统的设计方案,探索了在硫化过程中液位控制的应用。通过差压式液位传感器实时监测液位,PLC控制算法调节执行器工作状态,系统能够实现精确控制和稳定调节。该系统具有高可靠性、实时性和响应性能,并具备良好的扩展性和兼容性。分析表明了该系统在液位控制方面的优越性,为化工领域的液位控制提供了一种可行且有效的解决方案。因此,系统的维护和调整仍需特别关注,以保证系统的性能和稳定性。未来的工作可进一步优化控制算法和系统架构,提高系统的自动化水平和控制精度,以满足不同化工过程中的液位控制需求。
猜你喜欢
湖北农机化(2021年7期)2021-12-07
建材发展导向(2019年10期)2019-08-24
测控技术(2018年12期)2018-11-25
制造技术与机床(2017年9期)2017-11-27
课程教育研究(2017年25期)2017-08-02
饮食科学(2016年3期)2016-07-04
自动化学报(2016年8期)2016-04-16
自动化学报(2016年5期)2016-04-16
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17
