
船用薄板机器人激光复合焊接工艺数据库设计
2023-10-30 09:12:42骆晓萌宁海燕韦乃琨成宇韬郑菊艳郭苏琪
造船技术 2023年5期
石 琎, 骆晓萌, 宁海燕, 韦乃琨,3, 成宇韬,杨 帅, 郑菊艳, 郭苏琪
(1.上海船舶工艺研究所,上海 200032;2.船舶智能制造国家工程研究中心,上海 200032;3.上海交通大学 机械与动力工程学院,上海 200240;4.中国船舶集团有限公司,上海 200011)
0 引 言
船用薄板在豪华邮船和水面船舶的甲板、壁板、平台、上层建筑结构等部位大量应用[1]。国内主流船厂普遍采用埋弧焊和半自动气体保护焊两类比较成熟的焊接方法完成船用薄板焊接,但这两类传统焊接方法导致薄板焊接变形大、效率低、焊接质量控制难度高等问题,不能满足大量薄板制造的精度和周期要求[2-3]。激光复合焊接速度快、效率高、灵活性好、热输入小、熔透能力强,焊缝深宽比最高可达10∶1以上,对于14 mm以下厚度的薄板结构,焊接边缘通常采用I字形或小角度坡口,在焊接时工件无须翻身进行封底焊接,仅需要单道焊接即可获得良好的单面焊双面成型焊接接头[4-7]。对于可透过石英玻璃的光纤激光和钇铝石榴石激光(Yttrium Aluminum Garnet laser,YAG laser)而言,可与焊接机器人配合实现柔性焊接,大幅提高激光焊接的灵活性和空间适应性,并减少焊工的人为因素对焊接质量的影响[8-9]。焊接工艺数据库是缩短机器人激光复合焊接工艺设计周期、提高产品质量和降低生产成本的重要应用手段[10]。
针对船用薄板机器人激光复合焊接过程的工艺参数复杂性、多因素性和焊接工艺数据未能高效合理化管理等问题,分析焊接工艺数据管理的具体需求,设计并开发适合船厂和研究机构需求的船用薄板机器人激光复合焊接工艺数据库。
1 船用薄板机器人焊接业务分析
薄板平面分段流水线由钢板进料门架、板列出料门架、钢板夹紧门架、铣边单元、激光复合焊接单元和操作控制系统组成。拼板和纵骨激光复合焊接工位是薄板平面分段流水线的重要组成部分,采用激光填丝焊、激光复合焊、激光复合焊打底+熔化极活性气体(Metal Active Gas,MAG)保护焊/熔化极惰性气体(Metal Inert Gas,MIG)保护焊的焊接方式。船用薄板机器人激光复合焊接工艺流程如图1所示。船厂的焊接研究室根据生产设计提出的加工需求,结合以往的数据累积开展初步的工艺方案设计并形成预焊接工艺规程(Preliminary Welding Procedure Specification,PWPS)。根据PWPS开展工艺评定,通过现场生产加工人员的生产经验对初步工艺方案进行调节,在工艺方案优化后确定合理的焊接工艺参数范围,提交船级社认证,进行现场工艺试验和理化分析并形成焊接工艺评定报告(Welding Procedure Qualification Report,WPQR)。在工艺评定通过后,生成焊接工艺规程(Welding Procedure Specification,WPS),最终生产加工部门根据WPS规定的工艺参数完成订单任务。

图1 船用薄板机器人激光复合焊接工艺流程
针对船厂相关工艺数据记录情况开展调研,发现船厂焊接工艺试验数据以人工表格记录管理为主,缺少专业的工艺数据管理软件,不利于数据累积和数据挖掘;针对激光复合新型焊接工艺开发与验证,缺乏前期累积,依赖国外专家提供的工艺参数进行微调,不具备自主可控能力,需要进行大量的工艺试验;工艺试验中的质量与工艺参数之间缺乏完整的关联关系,工艺参数推理缺少科学依据,重复大量的基础工作,耗费时间多。在焊接作业过程中所运用的工艺知识和工艺经验存储于工艺人员脑中,没有以统一化规范性的形式呈现。有必要将船用薄板机器人激光复合焊接工艺数据引入计算机系统构建数据库,支持焊接作业过程中的信息存储和读取,并辅助工艺方案推理与验证。
船用薄板机器人激光复合焊接工艺数据库开发流程如图2所示,其中,E-R(Entity-Relationship)为实体-联系。具体分析数据库的数据信息和系统功能,依据具体需求逐步开展概念设计、逻辑设计和物理设计,即完成概要设计。系统详细设计应采用模块化理念,明确数据库各部分的具体表达功能和相互之间的关系模型。在完成数据库构建的理论工作后,选择最佳的软件开发环境和编程语言,对数据库各部分进行代码编程和调试验证。在完成所有模块构建后,需要对数据库整体进行测试,排查可能的系统错误并修复,完善数据逻辑功能,经不断优化完成数据库开发。
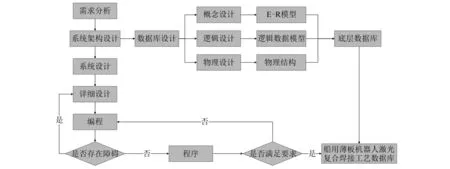
图2 船用薄板机器人激光复合焊接工艺数据库开发流程
2 数据库总体设计
数据库总体设计如图3所示,面向船舶制造的焊接工艺设计、焊接工艺评定和焊接生产加工等3个场景提供知识共享。

图3 数据库总体设计
(1)焊接工艺设计场景:主要面向焊接研究室的工艺设计人员,基于生产设计方案提出的焊接需求,进行设计方案新建,结合数据库的工艺定义、工艺设计、标准系统查询、实例检索推理和数值模拟验证等功能,制定初步方案。
(2)焊接工艺评定场景:主要面向焊接研究室的工艺评定人员,基于工艺设计制定的初步方案,结合数据库的工艺试验、工艺评定反馈、标准系统查询、实例检索推理和数值模拟验证等功能,记录和优化工艺试验过程,生成WPQR质量记录,确定工艺优化方案,经船级社评定,输出WPS。
(3)焊接生产加工场景:主要面向加工车间的生产加工人员,基于新生成或已有的WPS,结合数据库的工艺规程导入、工艺参数转化、工艺参数发布(为手工焊参数查询、自动焊参数导入、机器人焊接在线/离线编程提供数据支撑)、生产工艺反馈和质量追溯等功能进行生产加工,最终完成订单。
3 数据库功能模块设计
结合应用场景的需求,数据库分为7个功能模块,如图4所示。
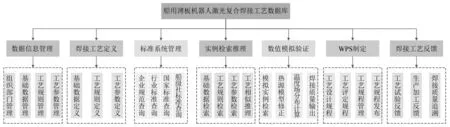
图4 薄板拼板激光复合焊接工艺数据库功能模块
(1)数据信息管理:构建数据库,提供数据基础。
(2)焊接工艺定义:根据生产设计制定的工艺要求,分析焊接工艺信息构成,对母材材质、板厚和焊接材料等基础数据,焊接方法、接头型式和坡口型式等工艺规则,激光功率、电弧电压、焊接速度和焊枪姿态等焊接工艺参数,进行数字化、固化和标准化定义,为数据库提供基础支持。
(3)标准系统查询:通过对比数据库中的标准库,分析并缩小合理工艺参数的数据范围。
(4)实例检索推理:针对焊接需求,查询相应的焊接实例;若无一致,则判断是否符合相似参数推理的流程;若焊接需求与实例之间的差别在可接受范围内,则进行相似参数推理,最终输出工艺参数推理报告。
(5)数值模拟验证:在相似焊接实例偏差较大、无法满足工艺设计要求时,通过数值模拟验证,得出符合焊接标准的模拟工艺参数,为工艺评定和生产设计提供参考工艺参数。
(6)WPS制定:基于标准系统查询、实例检索推理和数值模拟验证等综合得出的工艺参数,制定WPS,发布相关工艺参数,为现场焊接作业提供操作辅助。
(7)焊接工艺反馈:输入焊接质量,进行工艺评定,形成工艺反馈,并实现焊接质量追溯。
4 结 语
针对船厂焊接研究室工艺设计、工艺评定和车间生产加工人员等对焊接工艺参数的设计与使用需求,设计船用薄板机器人激光复合焊接工艺数据,可实现焊接工艺数据的安全与高效管理。数据库的数据来源复杂,在实际应用中应对这些数据进行严格的审查和验证,并应结合实际情况,根据各家船厂焊接设备和标准规范,不断更新数据库结构和软件功能设计,保证系统功能可满足不同客户需求。
猜你喜欢
舰船科学技术(2022年22期)2022-12-13 03:36:14
山东冶金(2022年1期)2022-04-19 13:40:40
鸭绿江(2021年17期)2021-10-13 07:05:48
数学物理学报(2021年3期)2021-07-19 06:02:36
重型机械(2020年2期)2020-07-24 08:16:12
船舶标准化工程师(2020年1期)2020-06-12 09:16:36
人大建设(2019年7期)2019-11-18 05:39:46
柴油机设计与制造(2018年3期)2018-10-13 01:45:06
兰台世界(2017年9期)2017-06-01 12:20:02
焊接(2016年5期)2016-02-27 13:04:42
