
干式螺杆压缩机故障判断与振动分析
2023-10-26 11:35高元涛杨嘉宇颜成建管柯鸣陈鲜莉
设备管理与维修 2023年17期
高元涛,杨嘉宇,颜成建,管柯鸣,陈鲜莉
(浙江鼎盛石化工程有限公司,浙江舟山 316000)
0 引言
由于齿轮传动的特点,干式螺杆压缩机的阴、阳螺杆在运行过程中是连续不接触的,因此其对介质空气要求不高且能很好地满足气源恒定压力的需求,同时具有螺杆磨损量小、设备运行周期长的特点。目前在造粒装置中,干式螺杆式压缩机被广泛应用于空气压缩,以提供粒料颗粒输送动力。
Aerzen VML-95 型干式螺杆压缩机是某石化聚烯烃装置中常见的一种设备,通过大量比对其在维护过程中状态监测得到的频谱波形特征,结合设备检修经验,分析不同频谱波形特征下对应设备的故障原因,预先做好设备维护提高设备管理。
1 Aerzen VML-95 型干式螺杆压缩机结构特点
Aerzen VML-95 型干式螺杆压缩机属于双螺杆压缩机,整体上有3 根转子(图1)。它由电机驱动,电机转子通过弹性柱销联轴器与设备输入轴连接传动,输入轴上带有增速齿轮,与阳螺杆上的增速齿配合形成一组增速齿轮组(该增速齿轮组实现传动)。除了一组增速齿轮组外,阳螺杆上还另带有一个同步齿轮,该同步齿轮与阴螺杆上的同步齿轮形成同步齿轮组,实现阴、阳螺杆的同步转动啮合(图2)。

图1 转子螺杆

图2 增速齿轮组及同步齿轮组
转子部件方面,输入轴上有4 个滚动轴承、1 个增速齿轮、1 个半联轴器和1 个12叶片风扇,阳转子上有5 个滚动轴承、1 个增速齿轮和1 个同步齿轮,阴转子上有4 个滚动轴承和1 个同步齿轮(图3)。在设备正常运转过程中,上述各部件各自承载着属于自己的任务和特性,不同零部件的故障将增大设备运转时产生的振动。

图3 12 叶片风扇
2 压缩机常见故障
在现场长周期的运行过程中,除使用专用的频谱检测仪器进行振动检测外,Aerzen VML-95 型螺杆压缩机本体其他参数异常从而判断设备故障的情况也时有发生,常见故障主要有以下5 类。
2.1 设备工艺参数异常
空气压缩机的作用就是提供连续的压缩空气,压缩空气的流量与压力则由设备本身设计工况决定,是机械设备的输出参数。当压缩机所提供介质的流量与压力发生异常时,这种故障很容易判断出来。对于此类故障,首先是检查其入口过滤器、出入口管线,排查工艺介质空气是否能正常进入设备并能被顺利排出;其次对转子进行盘车诊断,确保转子转动无误,螺杆正常啮合;最后则是检查螺杆的端面间隙,端面间隙影响的是吸气端面和排气端面泄漏通道,会在一定程度上影响设备的工艺参数。
2.2 机械局部过热或存在异响
转动设备在正常运行过程中,由于各部件之间的承载、摩擦,都存在一定程度的温升现象,发出连续正常摩擦的声音,设备在设计时也会考虑到此类部件,相对应的设计润滑降温措施,已确保此类部件能长周期运行。但是由于该类部件不正常的运行或因外界因素造成损伤时,其部件运行时的温升和发出的声音也将发生异常,同时转子由于外界因素干扰转动部分发生摩擦现象时,摩擦部位也会发出异响。
此类故障发生频次不高,一般发生在部件损伤较为严重的时候。针对此类故障,一般采用设备解体检修的解决手段,在针对性地处理损伤部件的同时,预防性检查设备其他部件,以确保设备检修后正常运行。
2.3 机械润滑油变质、缺失导致磨损增加
对于设备的传动机构和承载机构,针对于Aerzen VML-95型螺杆压缩机也就是其增速齿轮组、同步齿轮组及各转子的轴承,为确保上述部件的正常运行,设备采用润滑油进行润滑,保证其磨损量及运行温度在设计要求范围内,确保部件长周期运行。当润滑油自身属性发生变化、无法满足润滑要求时,轴承与齿轮的磨损量将增大,其使用寿命也大大缩短,所以润滑油是否变质及其是否满足润滑条件是轴承齿轮正常运行的重要参数之一。润滑油是否变质及其是否满足润滑条件,一直作为设备日常维护的重点之一,但此类故障发生时需要根据当前磨损量来判断是否需要对轴承和齿轮进行检修,最后也需要重新补充合格的设计量的润滑油。
2.4 机械部件的裂纹损伤
部件的老化、磨损、变形、断裂会随着时间而发生,从而部件产生裂纹损伤,这种损伤一般在早期并不影响设备的正常运行,也无法在设备运行过程中发现、但是随着损伤的加剧,该类故障也会随着其他故障特征出现从而影响设备的正常运行。针对此类故障,在设备解体检修时可使用超声波、着色等手段进行检测,在其未影响到设备正常运行之前检测出来并加以解决。
2.5 机械设备振动异常
振动状态参数是设备日常维护中非常重要的数据,能直接反应设备的运行状态。一般来说设备正常运行时都会产生振动,在规定范围内的振动参数是正常的,且振动参数往往随着周边环境的变化、工艺工况的变化而发生波动。但当设备某部位某方向的振动数值发生异常增大时,往往说明设备部件的运行规律发生变化,早期故障开始出现,随着时间的推移该类现场将不断加剧,最后故障特征逐步明显。因此,分析机械振动自身属性的特征变化,能够在故障早期发现故障原因,针对性的进行诊断和检修可以大大提高设备的检修效率,降低检修成本。
3 振动频谱特征对应故障原因
设备通频振动是各个频谱振动分量相互迭加后的总振动,经过傅里叶级数变换分解分解后,将分解为多组离散的频率成分,而每种特定的典型故障都对应着不同频率成分的典型变换,针对每种特定频率进行分析,找到设备具体故障原因。
3.1 转子不平衡
不平衡是转子系统最为简单的振动起因,也是最常见最主要的故障表现。因转子不平衡所产生的离心力在转子每旋转一圈都会作用一次,因此转子不平衡所对应的频谱与设备转速有关,一般认定为转子的转动工频、1 倍频(图4)。

图4 转子不平衡故障频谱特征图
3.2 转子不对中
驱动机和转动设备的连接依靠联轴器进行,两个转子之间的相对位置调整成为转子找正,转子状态共有4 种情况——完全对中、平行偏移不对中、角度偏移不对中和综合不对中。转子平行偏移不对中时,转子旋转一圈径向力的方向会发生4 次改变,从而产生两次振动,产生较大的2×工频;转子角度偏移不对中时,因弯曲力矩的改变旋转一圈会发生一次振动,产生1×工频;另外,转子之间相对距离的过近过远也会产生转子发生振动,常见的故障频率为3×工频。
所以对于转子的对中状态,一般情况为综合不对中,转子之间的距离也可能存在问题,所以针对转子不对中所形成的故障特征,一般以2×频为主,常伴有1×频和3×频(图5)。

图5 转子不对中故障频谱特征图
3.3 转子松动、摩擦
设备转子作为组合部件,各个部件都需要进行连接和配合,一旦连接和配合发生松动,都会造成剧烈振动,且转子的松动常常会导致转子与定子之间发生相对摩擦,从而加剧转子振动。
松动和摩擦所造成的振动往往会破坏转子转动所产生的简谐波形,因此时域波形会存在削波,整倍的离散频率无法完成表示设备的通频振动,所以该类故障特征常伴有半倍分频,高次频表现更为明显(图6)。

图6 转子松动、摩擦故障频谱特征图
3.4 轴承故障
轴承作为转子的支撑部件,其自身的状态与设备整体性能息息相关。作为滚动轴承,其基本组成分为轴承外圈、轴承内圈、滚动体及保持架,不同的部件承载着不同的作用,每个部件的损坏都有着自身特有的故障特征。
滚动轴承的故障频率常出现在以下4 个频率及倍频出:BPFI(内圈缺陷频率)、BPFO(外圈缺陷频率)、BSF(滚珠缺陷频率)、FTF(保持架缺陷频率)。其中BPFO 约为0.4 倍转速频率与滚动体数量的乘积,BPFI 约为0.6 倍转速频率与滚动体数量的乘积,BSF 约为0.18 倍到0.23 倍转速频率与滚动体数量的乘积,FTF 约为0.4 倍转速频率。不同轴承型号对应的轴承故障频谱是不同的,所以针对轴承故障分析需结合该设备的轴承型号(图7)。

图7 轴承故障频谱特征
3.5 齿轮故障
齿轮组作为转子与转子之间传动的部件,其本身具有一定的载荷作用和定位作用,在转子旋转过程中齿轮不断啮合,因啮合不良而引起振动也是非常常见的。
齿轮故障产生的齿轮啮合频率和齿轮齿数及设备转速有关,齿轮啮合频率数值为齿轮齿数与转速频率的乘积,通常啮合频率两边带有边频,且随着故障的加剧,边频的数量也会增多(图8)。

图8 齿轮故障频谱特征
4 Aerzen VML-95 型干式螺杆压缩机振动频谱特征分析
Aerzen VML-95 型干式螺杆压缩机运行振动参数的上升,对应不用部件的损伤其频谱波形特征应是不相同的,现就各振动频谱特征进行专项分析。
4.1 以50 Hz 为工频的频谱特征
设备本体由电机进行驱动,电机转速为2980 r/min,设备输入轴与电机转子通过弹性注销联轴器进行连接,意味着设备输入轴转速为2980 r/min,输入轴转子工频为50 Hz。
对出现以50 Hz 为工频的振动频谱特征,可针对性地对输入轴的各个转动部件进行分析,如输入轴转子动不平衡、输入轴转子不对中及联轴器损坏等故障特征(图9)。

图9 以50 Hz 为工频的频谱特征图
4.2 以130 Hz、97.5 Hz 为工频的频谱特征
输入轴与阳螺杆通过增速齿轮组进行传动,其增速传动比为2.6:1,则阳螺杆的工频为130 Hz,阴螺杆的工频为97.5 Hz,但因阴阳螺杆为中心对称结构,阳转子螺杆为3 组螺旋,阴转子螺杆为4 组螺旋,所以390 Hz 为转子啮合频率。
对于出现以130 Hz、97.5 Hz 为工频的振动频谱特征,可针对性地对阴阳螺杆的各个转动部件进行分析,如阴阳螺杆动不平衡、同步齿轮故障、阴阳螺杆啮合间隙端面间隙出现变化等(图10)。
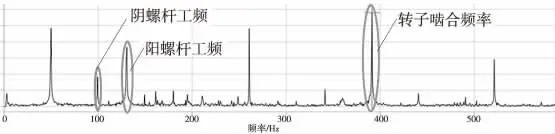
图10 螺杆工频及转子啮合频率的频谱特征图
4.3 轴承故障频率特征
图11、表1 为压缩机转子各部位的轴承型号及其在转子上的相应位置。

表1 各部位的轴承型号明细

图11 各部位的轴承分布情况
对上述轴承的轴承故障频率进行汇总,可针对性地对转子故障轴承进行故障原因分析和更换作业(表2)。表2 中轴承故障频率皆为SKF 轴承,其中n 为转速(单位为r/min)。

表2 转子各部位轴承故障频率
4.4 其他频谱特征
除上述以外的频谱波形出现频次不高,一般多为高振动的杂乱波形,且伴随着半倍转子工频及边频等,出现在阴阳螺杆摩擦咬合故障,所以对于除上述频谱波形以外的特征,怀疑为内部转子出现松动摩擦现象。
5 结论
本文根据Aerzen VML-95 型干式螺杆压缩机结构特点、故障原因分析及振动故障特征频谱分析,建立了振动分析与故障判断典型案例,以此为参考用于干式螺杆压缩机日常维护过程中的在线监测与故障判断。每一台设备的现场在线监测和故障判断必须与设备本身结构特点相结合,有针对性的分析能够大大提高设备故障判断的准确性,也能在故障发生前提前发现隐患、消除隐患。
猜你喜欢
空间科学学报(2021年6期)2021-03-09
测控技术(2018年7期)2018-12-09
橡塑技术与装备(2018年20期)2018-10-20
制造技术与机床(2018年9期)2018-09-19
橡塑技术与装备(2018年10期)2018-05-18
海外华文教育(2017年6期)2017-08-07
水电站机电技术(2016年1期)2016-02-28
机电信息(2014年29期)2014-02-27
机电信息(2014年26期)2014-02-27
电子设计工程(2014年19期)2014-02-27
