非晶陶瓷涂层对耐高温液锌涂层耐腐蚀性能的影响
2023-10-25 06:43宋劲松田志鹏孙美慧秦艳芳
材料科学与工艺 2023年5期
宋劲松,田志鹏,杨 勇,孙美慧,秦艳芳,田 野
(1.河北石油职业技术大学,河北 承德 067000; 2.北方长龙新材料技术股份有限公司,西安 710100;3.河北工业大学 材料科学与工程学院,天津300132; 4.鞍钢北京研究院有限公司,北京 102211;5苏州科技大学 机械工程学院,江苏 苏州215009)
钢铁是国民生活中应用最为广泛的金属材料,然而钢铁材料的腐蚀失效每年都会造成巨大的损失,热镀锌技术是钢铁材料表层最为有效的防腐蚀手段之一。熔锌装备作为热镀锌工艺中最为核心装备,其加热效率及使用寿命直接决定着实际生产效率。镀锌工业发展至今,利用热喷涂技术在金属基体表面制备耐锌蚀涂层已成为提高加热效率、延长装备寿命最有效、成本最低的手段[1-3]。然而热喷涂制备的耐锌蚀涂层通常为层片状的堆积结构,在制备过程中不可避免的存在气孔和层间间隙等缺陷,在实际应用中熔融的液锌通过工作层中孔洞及层间间隙到达基体材料表面对基材腐蚀,最终导致涂层剥落而失去对基材的保护作用。目前常用的降低涂层孔隙率的方法有改善喷涂方法及工艺、热扩散重熔、利用喷涂材料自身形成自封闭涂层、封孔剂封孔等[4-7]。科研工作者用不同的封孔剂对等离子喷涂Al2O3+TiO2[8]、Cr2O3-8TiO2[9]涂层进行封孔,结果表明在目前研究中,苯酚和环氧封孔剂在增强热喷涂陶瓷涂层防腐蚀时比磷酸封孔剂效果要好,但是由于其耐热性较差,并且环保法规对有机挥发物质的限制,所以其应用范围受到了限制[10-13]。
本文采用等离子喷涂技术制备多级耐锌蚀涂层并使用非晶陶瓷涂层对耐锌蚀涂层进行处理,从而提高耐锌蚀涂层的使用寿命,并对其导热性能、热震性能等性能进行测试,研究非晶陶瓷涂层对耐高温液锌涂层耐腐蚀性能的影响。
1 实 验
选用45钢为基体材料,腐蚀工件为单头封闭的钢管,如图1所示,其尺寸为Φ16 mm×150 mm,热震试验工件尺寸为Φ20 mm×10 mm,制备耐锌蚀涂层前对工件进行喷砂处理以去除表层的锈、油污、氧化皮等杂质并使表面处于活化状态,随后利用等离子喷涂技术制备耐锌蚀涂层及非晶陶瓷涂层,工艺参数如表1所示。
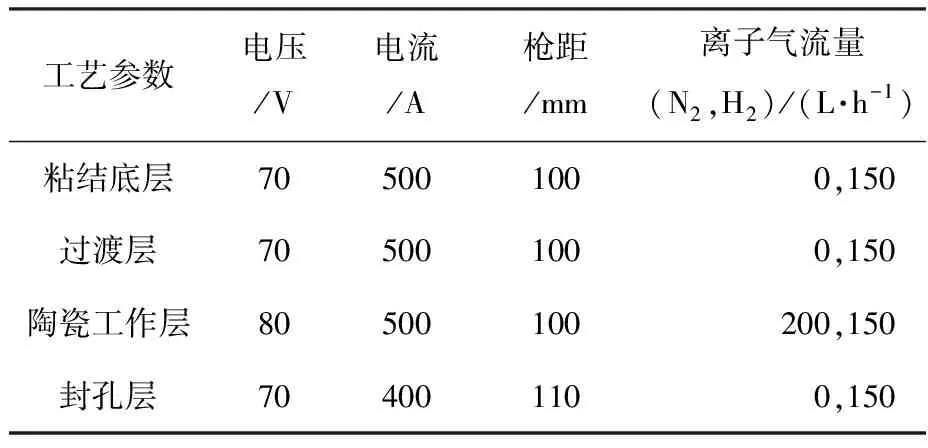
表1 等离子喷涂参数

图1 腐蚀试样示意图(单位:mm)
在基体与耐锌蚀涂层之间喷涂厚度约为100 μm的Fe/Al合金粉制备粘结底层以提高涂层的结合强度;中间过渡层(简称N)为Al-Fe2O3反应粉(粒度为-200~+300目)和金属陶瓷复合粉(Fe-Al合金/ZrO2粉)以不同比例混合制备的涂层,厚度约为150 μm;工作层为ZrO2陶瓷涂层,厚度约为150 μm。非晶陶瓷涂层材料按照表2配比,混合均匀后进行加热熔融,随后对水淬得到的陶瓷块进行研磨从而得到陶瓷粉,通过等离子喷涂技术对得到的陶瓷粉进行喷涂,得到厚度约为150 μm的封孔层。

表2 封孔层陶瓷粉成分(质量分数/%)
热震试验采用工业标准JIS8664—2004,将制备的复合涂层试样放入800 ℃的箱式加热炉中保温10 min,取出水冷至室温,如此反复多次,为减小试样边缘应力集中的影响,涂层脱落1/3视为涂层失效,则实验结束,并记录次数。通过HATACHI S-4800型扫描电子显微镜对涂层的显微结构进行观察。使用JEOL Rigaku 2500/PC、Smartlab X型(CuKα靶,40 kV/150 mA)X射线衍射分析仪对复合涂层进行物相分析。
2 结果与分析
2.1 复合涂层显微结构
由图2(a)非晶陶瓷涂层表面显微组织SEM照片可以看出,非晶陶瓷涂层表面组织致密,没有明显的缺陷。图2(b)为非晶陶瓷涂层及ZrO2工作层横截面微观形貌,由图可知,ZrO2工作层存在较多的气孔等明显组织缺陷,非晶陶瓷涂层中仅有少量十分细小的气孔等组织缺陷,且与ZrO2工作层结合良好,结合图3非晶陶瓷涂层物相分析可知,封孔层为非晶陶瓷。
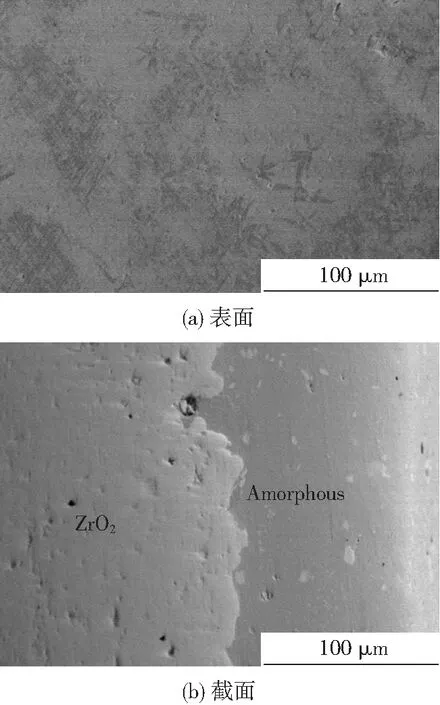
图2 非晶陶瓷涂层显微组织SEM照片

图3 封孔层XRD谱图
2.2 导热分析
图4为增加非晶陶瓷涂层(下文简写为A)前后时间与温度曲线,如图所示,当在基体表面制备FeAl/N/ZrO2涂层后,加热管的导热性相比于45钢有所下降,这是因为FeAl/N/ZrO2涂层中第一层为金属间化合物,第二层陶瓷材料含量较多,第三层为陶瓷材料,每层涂层的导热系数均小于45钢的导热系数,导致加热管的导热性能有所下降。同样道理,当涂层上覆盖有一定厚度非晶陶瓷涂层后,导热性能也会有所下降。
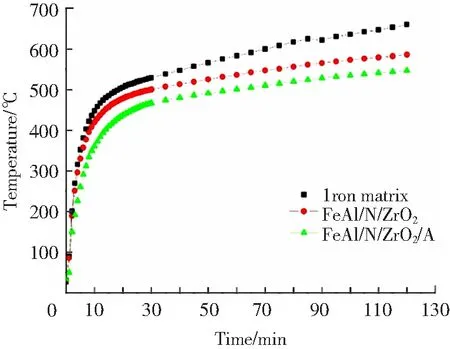
图4 增加非晶陶瓷涂层前后时间与温度曲线
图5为表面制备FeAl/N/ZrO2/A涂层加热管涂层外侧不同功率加热过程中温度与时间曲线,如图5所示,当使用1 kW的加热芯时,涂层外侧达到实验融锌温度660 ℃大约需要55 min;使用1.5 kW的加热芯时,涂层外侧达到660 ℃大约需要12 min;使用2 kW的加热芯时,涂层外侧达到660 ℃大约只需要8 min。依此规律,当加热功率继续增加时,涂层外侧达到660 ℃所需时间会更短,所以当加热芯功率很大时,可以忽略非晶陶瓷涂层对涂层导热性的影响。但是,考虑到加热管的表面负荷,功率也不能无限制的增大。

图5 表面制备FeAl/N/ZrO2/A涂层加热管的涂层外侧不同功率加热过程中温度与时间曲线
2.3 热震性能
在热镀锌工业生产中,尤其是在非连续热镀锌工艺中,内加热管会经受较大温度变化。这就要求内加热管涂层材料不仅要有优异的热学性能,而且还要有较高的高温力学性能、化学稳定性能、抗高温氧化性能。但是陶瓷材料对温度的突变有着极强的敏感性,且很容易发生热冲击断裂或热震损伤[14-15]。在复合涂层材料温度剧烈变化时,由于复合涂层各层物理性能差异会产生热应力,当热应力导致储存在材料中的应变能大于裂纹成核和扩展所新增的表面能时,裂纹形成并扩展,随着反复的加热冷却,裂纹继续扩展,强度急剧降底导致涂层局部发生剥落和崩裂。如图6所示,当在工作层表面制备非晶陶瓷涂层后复合涂层的热震性能是没有非晶陶瓷涂层时的6倍。由图7热震后涂层脱落区域组织及EDS分析可知,图7(b)中B、C两处的O元素的含量较高,这是由于复合涂层中存在的气孔、层间间隙等缺陷在高温环境中为氧气、水等腐蚀介质提供了扩散通道,导致复合涂层中气孔、层间间隙等位置首先被氧化而发生物质结构上的变化,引起裂纹的萌生及扩展,进一步破坏复合涂层的结合强度,最终导致涂层的开裂及剥落。结合图2可知,非晶陶瓷涂层仅有少量十分细小的气孔、层间间隙等缺陷,阻断了腐蚀介质入侵到涂层内部从而提高了复合涂层的热震性能。
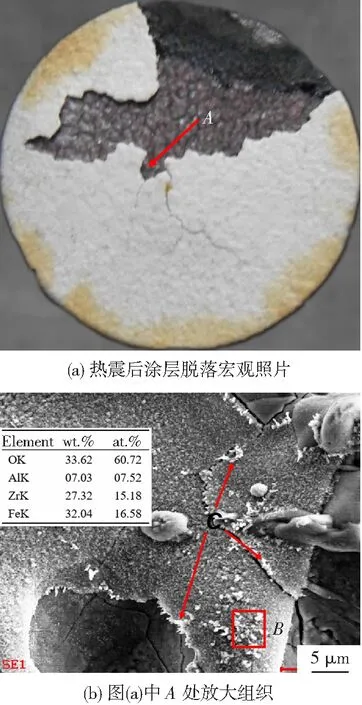
图7 热震后涂层脱落区域组织及EDS分析
2.4 涂层寿命及腐蚀机理分析
如图8所示,非晶陶瓷涂层的添加使加热管的寿命提升了2.2倍,结合图9腐蚀240 h非晶陶瓷涂层表面显微组织照片可知,经过了240 h的腐蚀之后,试样上没有黏着的锌存在,这是由于非晶陶瓷涂层的主要成分SiO2属于无机非金属材料的范畴,与熔融锌液不浸润。当腐蚀时间达到1 920 h时,非晶陶瓷涂层部分发生破坏,由非晶层破坏与未破坏界面处的线扫描可知(图10),涂层中存在Zn元素,说明涂层遭到破坏,Zn液已经侵入涂层。另外,涂层裂纹中Zn元素较高,说明Zn液是沿着裂纹深入到ZrO2工作层内部对其进行腐蚀破坏的。非晶层完好的工作层中也发现了含Zn元素较高的裂纹,这说明Zn液并非只沿着单一方向破坏涂层,而是同时沿着横向和纵向破坏涂层。Zn液的侵入也使涂层两个方向上的裂纹逐渐变宽延伸,这就导致破坏区域附近的工作层和非晶层体积膨胀、脱落,扩大了涂层的破坏区(如图11)。
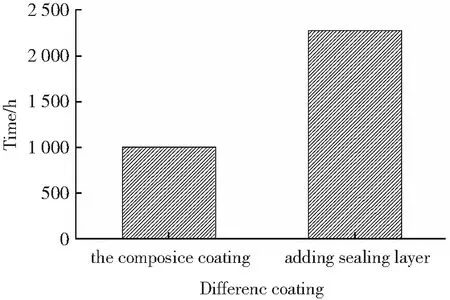
图8 增加非晶陶瓷涂层前后加热管寿命
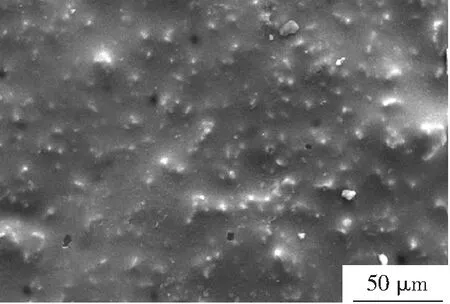
图9 腐蚀240 h非晶陶瓷涂层表面SEM图像
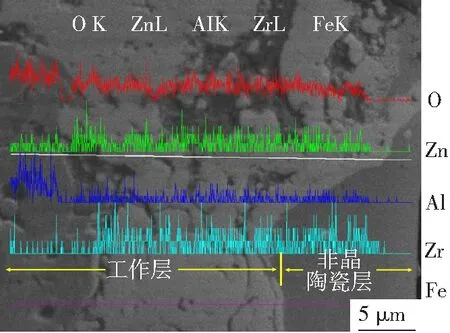
图10 腐蚀1 920 h非晶陶瓷涂层破坏与未破坏界面处的线扫描
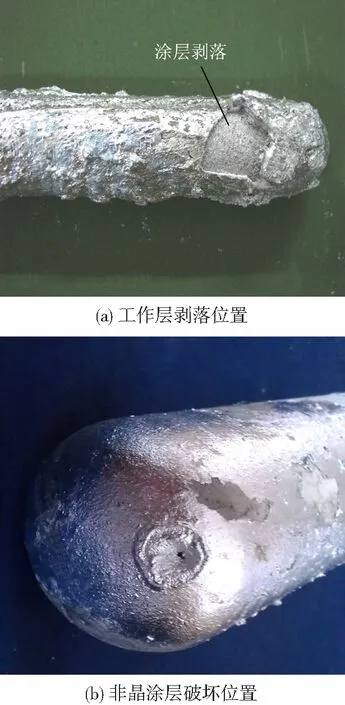
图11 工作层和非晶层破坏位置照片
虽然非晶陶瓷涂层与熔融锌液存在着不浸润,但耐锌蚀涂层仍然会被腐蚀,这是因为坩埚内的Zn液通过内加热管加热使其温度保持在660 ℃。但是,在此过程中,坩埚内Zn液温度并不是均匀的660 ℃。在垂直方向上,坩埚上方没有保温装置,因此Zn液温度除底部外也是从上到下逐渐升高;水平方向上,内加热管附近Zn液温度较高并逐渐向外降低。在此情况下,Zn液内部至上而下就存在温差,Zn液就会以自然对流方式运动,对非晶层会产生冲刷作用,长时间的冲刷就会使非晶层变薄。工作层表面有一定的凹凸区域,因此在工作层上面制备非晶层时,非晶层就会有薄有厚。非晶层这些较薄的区域,在Zn液的长时间冲刷作用下,非晶层会消失,导致工作层接触到Zn液。当涂层增加非晶陶瓷涂层后,可以避免工作层ZrO2与Zn液接触。虽然Zn液的运动可以冲刷非晶层,但这是一个缓慢的过程,因此非晶层可以大大提高涂层耐Zn蚀寿命。
3 结 论
1)利用等离子喷涂技术制备的非晶陶瓷涂层组织致密,仅有少量十分细小的气孔等组织缺陷,且与ZrO2工作层结合良好。
2)经过非晶陶瓷封控处理的耐锌蚀涂层热震性能及使用寿命均得到了明显的提升,其中热震性能提高了6倍,使用寿命提高了2.2倍。
猜你喜欢
World Journal of Diabetes(2019年7期)2019-07-23
上海建材(2018年4期)2018-11-13
四川轻化工大学学报(自然科学版)(2017年3期)2017-06-29
电镀与环保(2017年2期)2017-05-17
电源技术(2016年2期)2016-02-27
中国科技信息(2015年21期)2015-11-07
建筑材料学报(2014年3期)2014-03-11
燕山大学学报(2014年6期)2014-03-11
汽车与新动力(2014年4期)2014-02-27
汽车与新动力(2014年2期)2014-02-27