电流辅助微成形技术研究进展
2023-10-25 03:14包建兴丁朝刚单德彬
材料科学与工艺 2023年5期
徐 杰,包建兴,2,丁朝刚,单德彬,郭 斌
(1.微系统与微结构制造教育部重点实验室(哈尔滨工业大学),哈尔滨 150080;2.西安稀有金属材料研究院有限公司,西安 710016)
塑性微成形是一种采用塑性变形方法成形微型构件的微纳制造技术,所成形构件的尺寸或特征尺寸在亚毫米或微米量级,属于介观尺度范畴,已成为世界各国竞相发展的新兴高技术产业[1-2]。然而,随着微小复杂结构特征尺寸不断减小,尺度范围不断扩大,材料种类日益增多,单纯依靠模具施加载荷的微成形技术难以进行,成形尺度极限无法突破,成形件尺寸精度和表面质量不可控,严重制约了塑性微成形技术的工程应用,迫切需要发展塑性微成形新原理、新方法、新工艺和新装备。
电流辅助微成形技术是将电流直接作用于坯料,是材料在力场、温度场、电场等多物理场作用下的塑性变形过程[3-5]。该技术对于降低复杂构件制造难度、提高成形精度、优化材料微观组织、提升构件综合力学性能、改善表面质量、提高生产效率和降低制造成本等方面都有显著的效果,并且在微小特征尺寸下电流更容易集中,电致塑性效应更加明显,特别适合应用到镁合金、高温合金、钛合金等难变形金属材料微成形技术中。因此,探究电流辅助微成形过程中电致塑性效应与尺度效应的耦合作用机制,明确电流对材料微观组织和力学性能的影响规律,对发展微型零件电流辅助微成形新工艺具有重要的应用价值。
本文将在电致塑性效应理论分析的基础上,对电流辅助微成形变形行为、组织演变规律及工艺进行综述。
1 电致塑性效应理论
电致塑性效应(Electro Plasticity Effect,EPE)描述了金属材料塑性变形过程中施加电流时受到焦耳热效应、非热电致塑性效应、磁压缩效应、集肤效应等的耦合作用,表现为金属塑性变形抗力的降低。1963年,前苏联科学家Troitskii在研究电子束照射Zn单晶时发现电流在金属内部定向运动能够改变位错运动的迁移率,并首次提出了电致塑性效应[6]。自20世纪60年代以来,学者们对电致塑性现象进行了积极研究,然而,对支配这种现象物理机制的研究仍然缺乏,对金属电致塑性行为的定量描述也非常有限。现在一般认为电致塑性效应是由多种物理机制共同控制。图1概述了影响材料力学响应的非热效应、焦耳热效应和一些次生效应[7]。
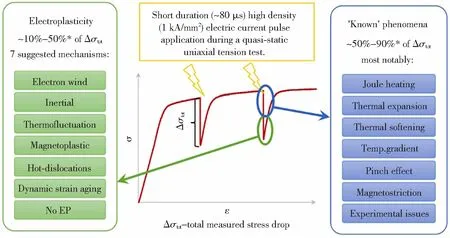
图1 典型电致塑性拉伸应力-应变曲线[7]
1.1 非热电致塑性效应
电致塑性效应发现后不久,Kravchenko[8]提出了一个理论框架来解释这一现象,其认为电子的定向运动对金属材料晶格中的位错施加了一个电子风力。随后,Klimov等[9]给出了单位长度位错所受电子风力的计算公式,即
(1)
式中:n为漂移电子的密度;m*为电子有效质量;b为柏氏矢量;ve为电子漂移速度;vd为位错滑移速度;vF为电子费米速度;e为电子电量;J为电流密度。该式中电子风力与电子漂移速度ve和位错滑移速度vd之差呈正比,即当漂移电子速度大于位错滑移速度时电子风力才会对塑性变形起促进作用。
之后在对电子风模型的总结中,Conrad[10]给出了电子风力的简化表达式
Few=αewbpfne(ve-vd)
(2)
式中:αew为一个0.25~1之间取值的系数;pf为费米动量。同时,作者对包括纯铁在内的多种材料电流辅助变形中电子风力贡献进行了非常详细的概述和计算。
直到20世纪90年代后期,电子风理论才被学术界广泛接受,其提供了与电致塑性变形相关诸多方面的内在解释,但未能明确地量化这些现象,同时将该理论用来解释材料应力应变行为时也存在争议。在后来的研究中,电子风机制被认为对金属电致塑性变形的影响微不足道。
近年来,随着材料表征技术的突破,Zhang等[11]通过原位透射电镜观察到电流作用下高温合金中位错会先湮灭然后再生,直接证明了电子风力的存在。Zhao等[12]研究了Ti-Al合金电致塑性效应,发现脉冲电流可以显著改变缺陷的构型,从局域平面滑移到均匀的波状滑移,显微结构的这种急剧转变在提高材料的延展性方面产生了有益的效果,研究同时指出宏观电致塑性行为源于缺陷级微结构重构,不能用简单的焦耳热来合理解释,如图2所示。

图2 Ti-Al合金室温和脉冲电流拉伸变形试样TEM照片[12]:(a)、(b) 室温拉伸;(c)、(d) 脉冲电流拉伸
1.2 焦耳热效应
电流通过金属材料时会产生焦耳热,在绝热条件下,焦耳热导致的材料温升可以表示为[13]
(3)
式中:ΔT为材料温升;ρe为材料电阻率;It为瞬时电流;t为时间;c为材料比热容;A为试样截面积;ρ为材料密度。
式(3)可以用来计算绝热条件下试样的焦耳热温度,但在实际情况中,试样的焦耳热温度还需要考虑两方面的情况:其一,由于试样与周围环境的热传导、热对流及热辐射的影响,试样的焦耳热温升和热量损失会达到动态平衡,即加热材料会保持一个热平衡状态;其二,由于金属材料并非完美晶体,其内部的位错、晶界、空穴等晶体缺陷处的局部电阻率大于周围区域,从而使这些位置的状态发生改变,电流通过这些位置时可能产生了瞬时局部高温,如图3所示。另外,焦耳热温度空间分布在微型试样和大尺寸试样中也有所不同。在微型试样中,由于试样厚度方向尺寸小,试样中心到表面的温度梯度较小。
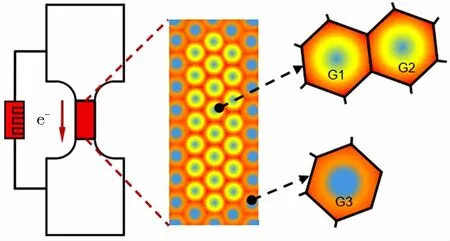
图3 电流辅助微尺度试样局部焦耳热温度分布示意图
焦耳热的温度效应不仅仅局限于引起宏观温度的不均匀,还会在介观尺度上引起局部焦耳热[14-16]。Fan等[17]发现直流电流拉伸下黄铜的流动应力随着晶粒尺寸的减小而减小,间接证明了局部焦耳热的存在。其它一些电流辅助成形实验中同样观察到材料的流动应力随着位错密度或溶质浓度的增加而减小的现象[18]。
焦耳热软化效应是电流辅助成形中最为熟知和重要的电致塑性效应,对于焦耳热软化效应引起材料流动应力的下降可以通过热激活理论来解释。Wang等[19]通过建立AZ31镁合金电流辅助微拉伸过程的偏移系数半经验方程,对5种金属材料的电流辅助软化行为进行了有效预测。
此外,焦耳热诱导的热膨胀对应力降也有显著贡献[20],其计算如下
(4)
式中:α为热膨胀系数;Δθ(x,t)为与时间和位置相关的温度增量。
1.3 次生效应
既然存在介观尺度焦耳热效应,这使学者们很容易想到在介观尺度上电流和电势等电参数分布也并不均匀。Fleig等[21]利用有限元方法分析了晶粒结构对非均匀电流和电势分布的影响,结果表明,电势在晶界处会形成锯齿状。Zhao等[22]通过元胞自动机进行了更复杂情况下的仿真,构建了纳米晶材料中电流-电势的跨尺度模型,发现与电流流向垂直的晶粒周围电流密度很高,在晶粒交叉的三角位置电流会形成汇集,而晶粒的内部为较低的电流密度带,如图4所示。
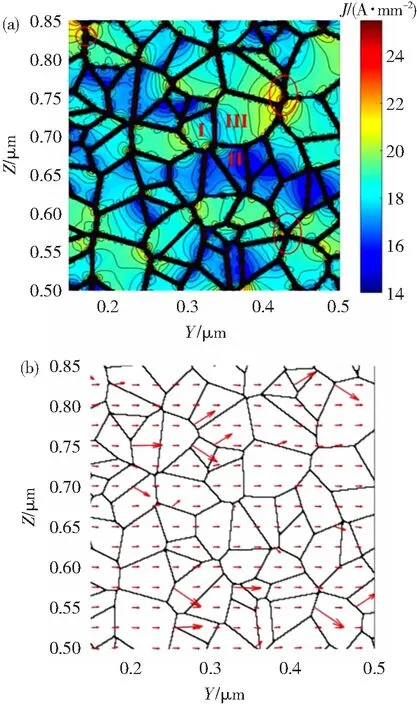
图4 微观尺度下电流密度分布和电流流向[22]:(a) 电流密度分布;(b) 电流流向
除了上述效应,高密度电流也会对塑性成形缺陷及裂纹空洞等产生复杂的激励、抑制和愈合作用[23-29]。Yang等[27]研究了脉冲电流处理对TWIP钢微观缺陷的影响规律,如图5所示,结果表明,与普通退火相比,脉冲电流可以更容易的消除微观空洞,电流的选择性加热和焦耳热形成的热压应力是空洞愈合的主要机制,空洞愈合的同时也会提高材料的抗拉强度和延伸率。Yu等[28]研究了脉冲电流修复SUS304不锈钢裂纹的工艺,结果表明,经脉冲电流修复后裂纹处形成了明显的连续愈合区域,他们认为电流的绕流效应和焦耳热效应是裂纹愈合的主要原因。Ren等[29]对预应变TC4钛合金脉冲电流处理微裂纹愈合过程中的弹塑性变形特征进行了分析。结果发现,电流处理过程中不均匀的温度分布和热压应力使微裂纹周围的塑性变形不均匀,塑性变形较大的区域在微裂纹周围形成厚壁椭球形环,导致材料沿微裂纹表面法向延伸,从而促进微裂纹愈合,并基于此提出了微裂纹愈合变形环塑性流动模型。
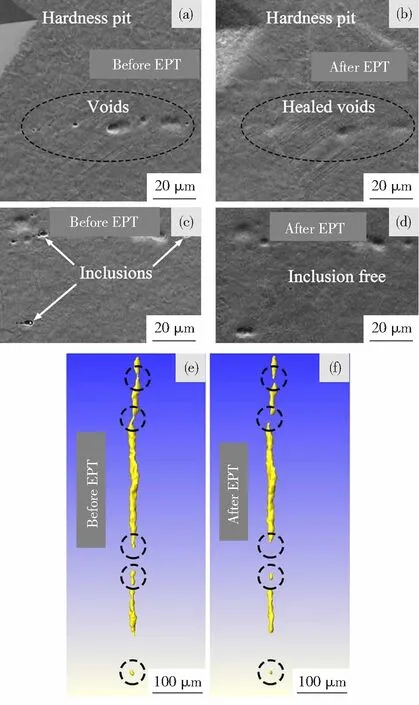
图5 TWIP钢脉冲电流处理前后的微观形貌[27]:(a)~(d) 不同位置扫描电镜照片;(e)、(f) 三维X射线断层扫描
总之,电流辅助变形过程中,在焦耳热不引起温度显著升高的情况下,材料延伸率显著增加,证明了非热电致塑性效应的存在。然而,对支配这种现象的物理机制目前学术界仍然没有达成统一,对金属电致塑性行为的定量描述也非常有限,还需要更多的实验研究来揭示其形成机制。
2 电流对材料变形行为的影响
2.1 成形性
金属材料的力学性能可以通过在变形过程中简单地施加电流来改变,按照电流施加方式,学者对直流和脉冲电流下金属材料的流动行为开展了大量研究[30-36]。Roth等[30-31]研究显示,在直流电下材料流动应力会显著降低,实验结果表明,拉伸变形时连续电流会降低金属的延伸率,但压缩变形下连续电流可显著提高材料的成形极限。Magargee等[36]的结果表明,在直流电流拉伸下热效应对纯钛薄板的电致塑性行为发挥着重要作用。金属材料在连续电流下延伸率的减小可以解释为,在拉伸作用下,试样的横截面积不断减小,从而导致单位面积电流密度不断增大,增大的电流密度会使试样出现过热,最终导致试样过早失效,也就是说连续电流下金属拉伸延伸率的下降对板材成形过程具有显著的不利影响。
为了克服直流电拉伸变形延伸率减小的缺点,学者们对脉冲电流下材料的流动行为开展了研究。Roh等[37]研究显示,根据脉冲电流参数的不同,所选铝合金在低电流参数下成形性会显著提高,如图6所示。
此外,Roth等[38]将脉冲电流施加到5754铝合金拉伸变形过程中,获得了接近标距长度400%的延伸率。Kim等[39]发现脉冲电流可以诱导材料出现软化效应,并能大幅度提高材料延伸率。此外,Bao等[40]采用实验和有限元仿真研究了TC4钛合金电流辅助微剪切压缩变形行为,发现魏氏组织流动曲线显示出了应变软化现象,而等轴组织表现为明显应变硬化现象。
2.2 应力降
电流辅助成形中焦耳热效应和非热效应耦合在一起,通过热电解偶实验可以将焦耳热软化变形和非热电致塑性变形进行分离研究。Troitskii等[41]使用液氮冷却使样品的表面温度几乎可以保持不变,研究了材料变形过程中不同阶段施加电流对应力降的影响,发现弹性阶段施加电流材料无明显应力降,而塑性阶段施加电流时应力降明显,肯定了电流非热效应的存在。Liu等[42]采用强制空气冷却使试样温升保持在150 K左右,然而即使在冷却过程中忽略温升的情况下,发现试样内的温度梯度仍然存在,因此,强制冷却的方法并不能完全消除与温度相关的应力-应变行为。
Okazaki等[43-45]在Troitskii的研究基础上,在金属丝单向拉伸系列实验中发现焦耳热效应导致的应力降占总应力降的50%~70%,而电子风机制对应力降的影响相对较小。Wang等[46]建立了AZ31镁合金电流辅助拉伸流动应力模型,揭示了电致塑性效应的主机制是焦耳热软化,连续电流作用下焦耳热效应贡献了大于 90%的应力降。
除了上述电流效应对材料应力降的影响以外,应变速率和扩散溶质原子对电流辅助成形中材料的应力降也有一定影响。扩散溶质原子对滑移位错的动态钉扎和解钉扎行为称为“动态应变时效”(Dynamic Strain Aging,DSA)。Sprecher等[47]最早将DSA概念引入,解释了FCC镍和HCP钛电流辅助变形行为的不同。Cao等[48]基于非均匀热膨胀、塑性热软化和动态应变时效建立了单脉冲电流拉伸下材料流动本构模型,其使用 DSA来弥补了实验结果和热膨胀/软化计算之间的差距,并认为DSA 贡献与电流非热效应相关联。
2.3 塑性流动模型
电流作用下材料的力学行为已有了较为广泛和深入的研究,但是为了定量描述电致塑性效应的影响,电流下材料塑性流动模型的建立是必需的。一方面,仅依赖于焦耳热效应即成功地描述了电流作用下材料的变形行为。Cao等[49]采用仅依赖温度的修正Hollomon和J-C材料流动应力本构模型对电流辅助成形过程的变形行为进行了预测,其中修正的J-C模型与实验结果十分接近,具体本构关系如下
(5)

随后,Cao等[50]利用一个与温度有关的硬化模型准确预测了材料在连续电流条件下的屈服强度,由于该模型并未考虑非热电致塑性效应,因此作者认为屈服强度的降低是由于连续电流加载条件下产生的焦耳热效应所致,非热电致塑性效应影响较小,可以忽略。
另一方面,对电流辅助成形过程中电流诱导非热效应进行了建模。Salandro等[51]通过将电流非热效应系数ξ引入到材料流动应力本构关系中,建立了兼顾焦耳热效应和非热效应的热-机耦合模型,成功地预测了电流辅助成形材料流动行为,其本构方程如下式所示
Pe=Pheat+Pdef=η(1-ξ)VI+ηξVI
(6)
式中:Pe为电流总功率;Pheat为电流热效应功率;Pdef为电流非热效应功率;η为效率;V为电压;I为电流。
Li等[52]在高应变率本构模型中引入速率依赖的电塑性模型和弹性热膨胀模型,建立了铝合金电流负载动态变形半唯象模型,并将该模型应用到电磁涡流成形过程,结果表明模型具有较好的预测精度。Kim等[53]通过考虑热退火和电流诱导退火的析出强化,提出了基于位错密度模型和沉淀硬化模型的修正本构模型,根据实验观察到的微观结构特征,对各参数进行了现象学描述,较好地预测了Al-Mg-Si合金电流辅助拉伸锯齿形流动行为。Meng等[54]建立了考虑晶粒尺度效应和电致塑性效应的位错密度模型,对高温合金超薄板电流辅助微成形过程的流动行为进行了预测,如图7所示。此外,Bao等[55]通过引入尺度因子和电流密度来量化试样尺寸和电流对摩擦系数的影响,建立了电流辅助微成形过程局部焦耳热摩擦尺度效应量化模型,模型预测值与实验值吻合较好。
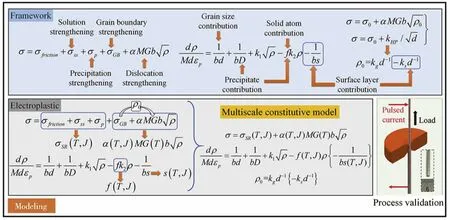
图7 考虑尺寸变化的电流辅助变形本构模型[54]
3 电流对材料微观结构的影响
当电流通入金属材料时,由于焦耳热效应,材料会经历一个瞬时升温过程,同时高密度电流与金属原子交互作用产生电迁移、电子风等物理效应,电流对金属材料原子扩散、位错及织构演化、再结晶、相变过程等的影响规律与传统热成形过程并不相同。国内外学者针对电流对材料微观结构的影响开展了大量研究,以期揭示电致塑性效应的微观作用机理。
3.1 回复与再结晶
Delville等[56]发现电流处理可以降低NiTi合金线材加工硬化产生的位错并减轻了材料基体中的高应变能。Islam等[57]研究了电流密度对纳米晶锆薄膜的影响,相对于普通退火,电流处理试样晶粒长大至少一个数量级,分子动力学模拟结果证实电流处理过程中电子风力和焦耳热会作用于特殊目标晶界,比单纯高温退火产生了更多的晶界迁移。Park等[58]对冷轧AZ31镁合金带材进行了电流处理实验,如图8所示,发现电流处理促进了亚晶粒的结合,并通过再结晶形成新的无应变等轴晶粒,预变形产生的高密度位错是诱发电流处理再结晶的动力。此外,在Cu[59]、Pb[60]、Al[61-62]、Ti[63-64]、高温合金[65]等材料电流处理诱导的再结晶和晶粒细化研究中同样发现电流处理可以加速再结晶过程,降低再结晶温度,证明了电迁移的非热效应。

图8 冷轧AZ31镁合金电流处理前后EBSD反极图和再结晶分数[58]:(a) 原始态;(b) 脉冲电流处理1 800 s;(c) 退火处理19 200 s;(d) 再结晶分数
总的来说,电流辅助成形瞬时高密度电流可以加速原子扩散并促进位错运动,使材料在低于理论再结晶温度时发生再结晶,并且在随后的长大过程中,由于冷却速度过快,晶粒来不及长大,使材料具有更加细小的微观组织。再结晶与回复过程类似,都可以消除加工硬化产生的位错塞积并减轻材料中的高应变能,导致材料抗拉强度、硬度和电阻率降低,而延伸率则随着加工硬化的减弱而增加。值得一提的是,热轧合金经电流处理后抗拉强度和延伸率会同时提高,这是晶粒细化的结果[66]。
3.2 相变
电流处理也可以促进材料的相转变过程。Wang等[67]发现向Ti-Al合金通入脉冲电流后在组织中得到了纳米级的板条TiAl3,其认为脉冲电流促进了Al原子的扩散,随后局部原子聚集导致TiAl3的析出,如图9所示。Zhang等[68]开展了TC4钛合金脉冲电流处理实验,结果表明,合金中α-Ti会通过切变的形式转变为新的纳米级层状β-Ti马氏体,与材料中其它组织相比,新形成的层状β-Ti具有更高的硬度。脉冲电流处理还可诱导冷轧22MnB5硼钢带中铁素体向纳米晶奥氏体转变[69],诱发冷轧NiTi合金带中马氏体向奥氏体转变[70],加速冷拉拔ZA27锌合金线材相变[71]。Jeong等[72]研究发现,施加脉冲电流时明显的焦耳热效应也可加速挤压态AZ91镁合金中Mg17Al12相的分解。
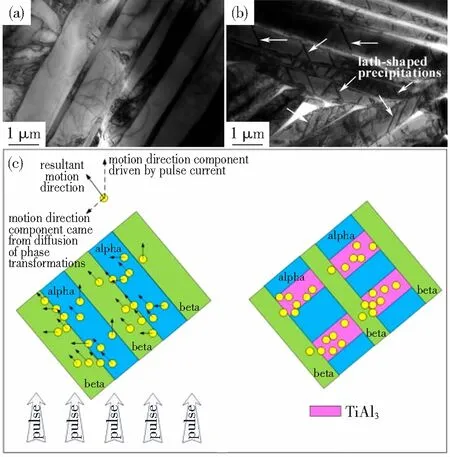
图9 脉冲电流诱导的Ti-Al合金相变[67]:(a) 脉冲电流处理前TEM照片;(b) 脉冲电流处理后TEM照片;(c) TiAl3相变形成机制
电流处理引起金属的相变是由于体系的相稳定性发生了变化,相变形成的纳米颗粒和纳米晶结构进一步提高了材料拉伸强度和硬度,但通常会降低材料延伸率和电阻率。此外,一些研究发现,电流的存在可以降低材料初始相变温度并缩短材料相变完成时间,从而有效促进了相变过程[73-75]。对这些电流非热效应的常见解释是,电迁移和电子风引起的电子散射会对原子、空位和位错施加作用力,从而加速了其运动。
4 电流辅助微成形工艺
目前,非硅微细加工方法主要有 LIGA、准 LIGA、刻蚀、电火花、切削和激光加工等微细加工方法。这些微细加工技术能够加工出尺寸非常小的结构和构件,但在加工效率、可加工材料和构件种类等方面存在不同程度的不足。而塑性微成形技术继承了传统塑性成形的优点,具有成形效率高、成本低、工艺简单以及成形构件性能好和精度高等特点,是低成本批量制造各种微结构和微型构件的重要加工方法之一。
值得注意的是,上述塑性微成形工艺主要针对变形能力较强的软材料,而对于一些高强难变形材料,如镁合金、钛合金、高温合金等,由于微型零件尺寸很小,模具型腔特征尺寸非常小,导致材料在微成形过程中产生了明显的尺度效应,在微成形模具制造技术的限制下,传统依靠在模具上施加高载荷的微成形工艺将不再可行。此外,若采用加热辅助的方式来降低难变形材料的变形抗力,微成形过程中成形温度高、表面氧化严重,同时对微成形模具材料、润滑剂施加以及成形工艺提出了苛刻要求。近年来,研究者针对高强度难加工材料开展了大量的电流辅助微成形工艺研究,包括电流辅助微弯曲、微辊压、微拉拔、微冲孔、微压印等。大部分实验结果显示,高密度电流会显著改善材料塑性流动,降低复杂构件制造难度、提高成形精度、优化材料微观组织、抑制裂纹孔洞、改善表面质量、提升构件综合力学性能、提高生产效率和降低制造成本等。
国外的学者对电流辅助微成形工艺进行相关研究,Green等[76]研究了脉冲电流对铝合金薄带弯曲回弹的影响,发现当电流密度超过120 A/mm2时,回弹完全消除。Egea等[77]在308L不锈钢电流辅助拉丝工艺中发现材料的成形性提高了11.9%,相对能量效率提高了7.6%。Ng等[78]对铝和钛合金进行了常规微辊压和电流辅助微辊压工艺对比研究,如图10所示。
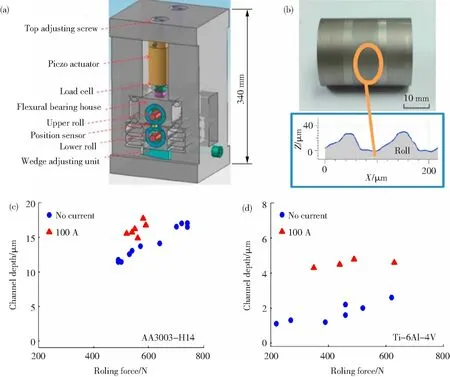
图10 钛合金电流辅助微辊压工艺[78]:(a) 台式电流辅助微辊压机;(b) 预变形轧辊及其齿廓;(c) 铝合金微辊压通道深度;(d) 钛合金微辊压通道深度
结果发现,电流辅助微辊压可以使两种材料获得更深的沟道,同时,研究结果还表明,由于钛的电阻率较高,电流辅助微辊压对钛的影响比铝更显著。Ross等[30]对Ti-6Al-4V进行了电流辅助镦粗研究,结果表明,从普通镦粗、等温镦粗到电流辅助镦粗,材料的极限应变逐渐变大,电流密度大于19.4 A/mm2时,材料在镦粗时不会出现裂纹。因此,电流辅助镦粗使金属获得了更大的轴向应变,极大地改善了材料的可镦性,提高了材料的成形极限。Lee等[79]研究了AZ31B镁合金板脉冲电流辅助V型弯,与传统的室温V型弯曲实验相比,电流的引入有助于减少回弹,且回弹减小的幅度随着电流密度的增加而提高,这表明施加脉冲电流是减少镁合金成形回弹的有效方法。
国内的学者也对电流辅助微成形工艺进行相关研究,Mai等[80]将电致塑性应用在不锈钢薄板微流道模压成形工艺中,发现高密度脉冲电流能够改善阵列微流道的成形性能。Li等[81]在Al-Zn-Mg合金的热挤压过程中引入了脉冲电流,对比发现脉冲电流使挤压合金的延伸率显著提高,极限抗拉强度略有降低,再结晶率和晶粒尺寸均有提高,另外脉冲电流还提高了材料的硬度和抗晶间腐蚀能力。Zhao等[82]通过电辅助U型弯曲试验分析了电参数对Ti-6Al-4V薄板回弹的影响,研究发现,与室温相比,30%占空比脉冲电流可使U型弯曲试件的劈裂角残余高度增加约50%,回弹减少13%,如图11所示。王博等[83]进行了脉冲电流辅助拉深工艺,解决了SiCp/2024Al复合材料板材难成形的问题。成形过程中,当脉冲电流密度为21.7 A/mm2,坯料温度约为400 ℃时,工件表面质量更高,无划伤褶皱和裂纹,厚度均匀,精度达到了±0.2 mm。Tang等[84]将脉冲电流应用到铝合金板材冲压工艺中,实验表明脉冲电流对降低冲裁负荷、提高极限拉伸载荷、消除冲切边缘裂纹和孔洞以及改善冲裁型材的表面质量有显著作用。此外,Tang等[85]提出了一种脉冲电流辅助氩气加压纯钛管填充成形工艺,通过调节脉冲电流参数将相对负载调整到0.057 7左右,成功成形出膨胀率为60%的钛管。
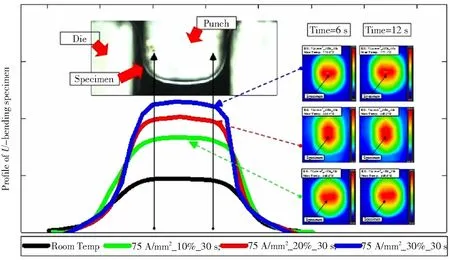
图11 钛合金电流辅助微弯曲件剖面轮廓[82]
在微成形中,由于试样几何尺寸减小,使得材料晶粒减少,晶界在材料中的占比增大。因此,在大尺寸试样变形中不需要考虑的晶界与晶内差异,在微成形中就显得非常重要。Wang等[16]进行了AZ31镁合金电流辅助微成形尺度效应研究,发现电流辅助下的Hall-Petch斜率与恒温下的斜率有明显的不同,试样的屈服应力随着晶粒尺寸的减小而增大,说明电流辅助下晶界软化效果强于晶内,材料内部的电加热效率是不均匀的,其根据简化的晶内和晶界组成的复合材料,并根据局部焦耳热加热模型建立了电流辅助下的修正Hall-Petch公式。另外,Wang等[86]综合利用硅光刻技术及大块非晶材料的热塑性成形技术在Zr基非晶材料上制备了10 μm鲨鱼皮仿生微结构,然后在电流辅助微压印装置上将该仿生微结构复制到镁合金表面,结果表明,当电流密度为13 A/mm2且焦耳热温度低于非晶模具的玻璃化转变温度时,可微压印出最小特征值约为2 μm,深宽比高达1.4的鲨鱼皮阵列微结构。此外,包建兴等[87]提出了钛合金微齿轮结构电流辅助微成形工艺,研究了浮动成形和分流孔直径对微齿轮电流辅助成形载荷和流动行为的影响规律,成形出了模数0.2,齿数24,分度圆直径4.8 mm微齿轮样件,如图12所示。

图12 钛合金微齿轮电流辅助中空分流微成形工艺[87]:(a) 典型样件;(b) 激光共聚焦测量轮廓;(c) 金相显微组织;(d) 齿端面维氏硬度
在应用方面,近年来日本、欧洲等国外企业研制出钛合金、不锈钢双极板,取代了传统的石墨双极板。双极板作为燃料电池的核心部件之一,对精度要求极高,一般在厚度小于0.1 mm的标准极板上(300 mm × 400 mm),分布着密密麻麻的流道,微结构特征尺寸在亚毫米或微米量级,成形精度在微米至纳米量级,工艺难度极大。采用电流辅助微压印工艺,利用电流的电致塑性效应,提高金属薄板的成形性,可将压印深度增大约41%,并降低成形后的残余应力,大幅提高产品的成形精度[80],为我国新能源汽车关键核心部件制造提供了新工艺。
电流辅助微成形作为一种新型、高效、清洁的材料成形工艺,在突破高强难变形材料制造瓶颈方面有巨大潜力。尽管目前在难变形金属材料微型构件成形领域取得了一些研究成果,但工业化应用方面仍然面临着诸多难题。电流辅助微成形模具对材料、绝缘和电流施加与控制等要求较高,需要经历反复实验来验证设计,当前仿照传统微型模具设计的思路还不能令人满意。此外,电流辅助微成形设备庞杂,大多数还处于实验室阶段,尚不能真正应用于实际生产,因此有必要对其进一步系统研究。
5 展 望
在航空航天、武器装备以及海洋等领域对比强度高、抗腐蚀性好、高低温性能优异的轻质高强微小复杂构件的持续需求下,利用电流辅助微成形技术突破微成形尺度极限和扩大可加工材料的范围,实现难变形材料微小复杂构件跨尺度、高精准可控制造,成为了微成形技术发展新生长点和突破点。然而,电流辅助微成形技术极其复杂,使得成形机理和工艺的研究极具挑战,目前电流辅助微成形技术在以下几方面还有待进一步的深入研究。
1)电致塑性效应研究已经取得了大量成果,但是对非热效应的影响机制仍然缺乏更多的实验验证,同时电流非热效应对材料流动行为的影响仍存在争议,各种观点只能解释部分实验现象,且实验的设计对结果影响很大,因此需要研究更多的材料,以明确电致塑性中各效应的影响机制。
2)电流辅助微成形过程是一个在外加电场与微成形应力场、温度场等多场耦合作用下塑性变形过程,包含微成形介观尺度效应、电场与材料相互作用的宏观热效应和微观结构效应,常规的宏观尺度多场耦合分析方法难以实现微成形尺度效应和电致塑性效应复杂耦合作用建模,因此电流辅助作用下材料的跨尺度力学模型还有待进一步完善。
3)电流辅助微成形装置庞杂,电流的精确施加与控制十分困难,特别是微型工件的变形及移动等过程增加了电流稳定加载及控制的难度,迫切需要设计合适的电流辅助微成形装置以保证电极与微型工件良好的接触,从而突破难变形材料微成形尺度极限。实现复杂微型构件高精度和高性能制造,是当前面临的较大技术挑战。
猜你喜欢
上海建材(2022年3期)2022-11-04
功能材料(2021年6期)2021-07-13
语文世界(小学版)(2020年11期)2020-01-08
中学生数理化·教与学(2018年6期)2018-07-04
电镀与环保(2016年2期)2017-01-20
语文世界(小学版)(2016年3期)2016-04-11
西南军医(2016年1期)2016-01-23
电源技术(2015年5期)2015-08-22
初中生学习·低(2014年4期)2014-04-29
湖北大学学报(自然科学版)(2014年6期)2014-03-20