
巧用开窗套铣筒快速打捞落井电泵机组
2023-10-24 10:03李凯
石化技术 2023年10期
李凯
中海石油(中国)有限公司湛江分公司 广东 湛江 524057
目前海上油田大部分油井采用电潜泵进行泵抽生产,比如南海西部油田共有采油井410口,其中电泵井占比超过90%。井下电泵机组主要由电机、保护器、油气分离器(吸入口)、电泵、泵挂构成[1](见图1),各部分之间通过螺栓连接,电泵机组总长度一般在20~30m,使用在海上7”和9-5/”生产套管内的电泵机组主要有387、456和540三个系列。随着电泵井生产的进行,部分井在生产或井下作业过程中会出现电泵落井复杂情况,造成电泵落井的原因主要有3个方面:①是井下油气中含有硫化氢、二氧化碳等腐蚀性气体,导致电泵机组腐蚀断裂而落井;②是油井出砂,电泵在生产过程中,携带地层砂的井液冲蚀电泵内部,尤其泵挂位置,导致电泵机组结构和强度变化和落井;③是电泵机组各部分之间连接螺栓质量存在缺陷,或电泵在井下运转过程中震动过大导致连接部位疲劳损伤,进而导致电泵落井。由于电泵机组没有合适的打捞内腔,只能采用外捞方式,所以针对电泵机组落井,常规的打捞思路是采用钻杆,下入可退式打捞筒进行打捞,当鱼顶存在其他落物时,还需要先处理鱼顶再进行打捞;当然,有时电泵从泵挂位置或电泵机组两部分连接位置脱开落井,鱼顶也比较干净,满足外捞条件,一般打捞都比较简单,但是,如果现场没有打捞工具和钻具,需要从陆地动员到海上,耗时较长,而采用开窗套铣筒则可以实现快速高效打捞,节省作业工期和费用。
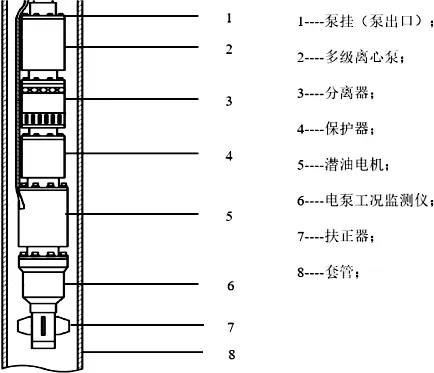
图1 电潜泵示意图
1 开窗套铣筒的结构及打捞原理
1.1 开窗套铣筒结构
开窗套铣筒就是在套铣作业所使用的套铣筒筒体上切割开窗,每个窗口切割出3条梯形或矩形割缝(包括顶边和两腰),再用合适的工具敲击梯形上半部,使窗舌向筒体内伸,依靠窗舌挂住落鱼实现对落井机组的打捞,结构上主要由上接头和筒体两部分组成。上接头上部用来连接钻具,常用扣型为310或410,上接头下部连接套铣筒,常用扣型为FJWP。常用的套铣筒主要有5-3/4”和8-1/8”两种尺寸,5-3/4”套铣筒可在7”套管和9-5/8”套管内使用,而8-1/8”套铣筒则只能在9-5/8”及尺寸更大的套管内使用。
开窗套铣筒的选择和设计加工,需要根据井下落鱼的尺寸、质量、鱼顶状态等因素来定,一般遵循以下原则:
(1)7”套管内落井的387系列和456系列机组,可以采用5-3/4”开窗套铣筒进行打捞;
(2)9-5/8”套管内落井的387系列和456系列机组可以根据情况采用5-3/4”开窗套铣筒或8-1/8”套铣筒进行打捞,而9-5/8”套管内落井的540系列机组则采用8-1/8”套铣筒进行打捞;
若鱼顶位置井斜较大,鱼顶贴边,为了方便落鱼引入,可以在开窗套铣筒底部加工引鞋或内倒角。
一般情况下,根据落井电泵机组质量、落鱼抓捞部位离鱼顶的长度以及所选择的套铣筒尺寸,可在套铣筒筒体上设计2~3组开窗,每组开窗可以设计2~4个窗舌,开窗越多,则越容易抓捞,但鱼顶进入套铣筒内腔窗舌位置则越难,现场使用是根据落鱼情况而定。
1.2 开窗套铣筒打捞原理
开窗套铣筒是根据电泵机组结构特点而设计的,其主要原理是依靠窗舌的弹性及强度,卡住电泵机组“脖子”位置,实现对落鱼机组的打捞(如图2所示),其操作步骤为:

图2 开窗套铣筒打捞过程示意图
(1)根据落鱼的参数,选择合适的套铣筒,并对套铣筒进行开窗加工;
(2)连接下入打捞管柱,下至鱼顶前3~5m,测管柱上提及下放悬重;
(3)缓慢下放管柱至遇阻,根据深度判断落鱼是否进入开窗套铣筒,若落鱼未引入,则尝试上下活动或正转钻具,直至落鱼引入;判断落鱼引入后,则逐级施加钻压,使落鱼继续进入套铣筒内腔,直至窗舌经过打捞部位;
(4)上提管柱,若悬重增加明显,则判断已捞住落鱼;若悬重变化不明显,则尝试下放管柱至再次遇阻位置,若遇阻点明显变深,则基本能判断已捞住落鱼;
(5)起钻,检查打捞情况。
2 案例分析
2.1 作业背景
WZ6-10-A6H井是一口采油井,生产层位为W3Ⅶ下油组,该井电泵机组故障无法正常生产,同时储层存在污染导致产能低,需要修井检泵。
10月11日,开始WZ6-10-A6H井检泵作业,起管柱发现井下电泵机组从上节电泵底部螺栓连接位置脱开,脱开位置以下电泵机组全部落井,电缆全部出井,没有电泵手铐,分析鱼顶比较干净。
由于原计划A6H井进行检泵修井作业,没有准备钻杆和打捞工具,从陆地动员钻具和打捞工具到海上平台,最快也需要3~4天;为了能够尽快捞出落井电泵机组,现场只能协调周边修井作业点资源进行作业。
2.2 打捞过程
由于落井电泵机组处于9-5/8”套管内,理论鱼顶深度3450.56m,鱼顶位置井斜为75°,落鱼最上部分为387系列电泵,现场实际测量电泵泵体外径为96mm,鱼顶位置电泵防倒块外径为100mm,两节电泵之间脖子位置内径为60mm,落井机组总长为31.27m,空气中质量约1.5t。根据落实到的数据,现场打捞过程如下:
(1)方案确定
由于周边平台没有能马上使用的钻杆,只有5-3/4”套铣筒、配套上接头以及上部可以连接3-1/2”油管的变扣,根据出井情况判断落井机组为“活鱼”且鱼顶干净的可能性较大,故现场决定使用油管下入开窗套铣筒进行打捞作业。
(2)工具加工
①5-3/4”套铣筒外径146mm,内径128mm,长度9m,由于落井机组长达31.27m,质量达1.5t,为了确保能够抓捞落鱼,在捞筒本体上设计3组开窗,每组开窗设计3个窗舌(在筒体上周向均匀分布,如图3所示),相邻2组开窗之间距离0.5m,开窗尺寸:顶边长3cm、底边长4cm、高5cm;最底部一组开窗距离套铣筒底0.5m。

图3 开窗套铣筒加工
②将每组开窗窗舌向套铣筒内部敲击,最底部一组开窗窗舌向内垂直内伸25mm,第2组开窗窗舌向内垂直内伸27mm,第3组开窗窗舌向内垂直内伸28mm;即最底下3个窗舌构成的内径为82mm,中间3个窗舌构成的内径为78mm,最上部3个窗舌构成的内径为76mm。
③考虑到预定位置井斜很大,落井机组会贴低边,在开窗套铣筒底部打磨加工内倒角,以便落鱼引入。
(3)打捞过程
①组合下入打捞钻具:5-3/4"开窗套铣筒+上接头+变扣(311*3-1/2"EUE B)+3-1/2"EUE油管,下至3445m,管柱称重↑42T↓32t。
②缓慢下放管柱至3450.52m遇阻,逐级施加钻压4t,悬重恢复正常;继续下放管柱至3451m再次遇阻,逐级施加钻压至5.5t,悬重恢复正常;继续下放管柱至3451.5m再次遇阻,逐级施加钻压至7.5t,悬重恢复正常,继续下放管柱至3459.3m遇阻。
③缓慢上提管柱,42.5~43t,重新下放管柱,复探遇阻点变深,判断捞住落鱼。
④起出打捞管柱,检查成功捞出落井电泵机组。
(4)小结
本次打捞作业,由于现场没有打捞工具和钻杆,采用了3-1/2”油管+5-3/4”开窗套铣筒打捞的方式,从方案确定,到工具连接入井,耗时仅12h,且一次性将落井电泵机组全部捞出,相比临时动员打捞工具和钻杆,节约作业时间4天,节约作业费用约40万元,取得了非常好的效果,同时也让作业井能提前4天复产。
3 结束语
(1)对于落井电泵机组,若鱼顶比较干净,没有过多的电缆,同时判断落鱼为“活鱼”的情况下,采用开窗套铣筒,连接现场已有油管或钻杆,可以实现快速、高效打捞。
(2)开窗套铣筒的选择、设计和加工,要充分结合鱼顶深度、落鱼外径、打捞位置、井斜、重量等相关参数;同时,为了方便落鱼引入,可以在开窗套铣筒底部加工引鞋或内倒角。
(3)如果落井机组上部存在较多电缆或其他落物,则需要将鱼顶处理干净后再进行打捞。
(4)若落鱼在井下有被卡的可能,则建议采用钻杆+合适的可退式打捞筒进行打捞。
猜你喜欢
作文新天地(小学版)(2022年8期)2022-05-30
云南化工(2021年8期)2021-12-21
科学与财富(2021年35期)2021-05-10
中国煤层气(2021年5期)2021-03-02
防爆电机(2020年3期)2020-11-06
重型机械(2020年2期)2020-07-24
中国特种设备安全(2019年1期)2019-03-13
电子制作(2018年12期)2018-08-01
作文周刊·小学一年级版(2017年37期)2017-11-11
女子世界(2017年9期)2017-09-08
