
好氧颗粒污泥技术创新与产业化分析
2023-10-24 06:36李志华李伟志贾燕茹文正红马启栋
工业水处理 2023年10期
李志华,李伟志,贾燕茹,文正红,马启栋,王 鑫
(1.西安建筑科技大学环境与市政工程学院,陕西西安 710055;2.西安市环境工程装备智能化技术重点实验室,陕西西安 710055;3.西安建筑科技大学西北水资源与环境生态教育部重点实验室,陕西西安 710055)
1 好氧颗粒污泥技术发展历程回顾
20 世纪70 年代末,荷兰瓦赫宁根大学在处理甜菜废水的升流式厌氧污泥床系统中试装置中发现了颗粒污泥〔1〕,这种颗粒污泥具有良好的沉降性能、密实的结构和高浓度的生物量,质量浓度高达30 kg/m3,是传统絮体污泥(约3 kg/m3)的10 倍〔2〕,同时具有较强的抗冲击负荷和有毒有害物质的能力。颗粒污泥的发现开启了厌氧处理的新时代。由于好氧工艺具有更高的去除效率,如何在好氧条件下形成颗粒污泥成为学者们努力的方向。早期学者借鉴厌氧颗粒污泥的研究思路,探索了好氧污泥反应器高径比等参数对形成颗粒污泥的影响。1991 年K. MISHIMA等〔3〕在升流式好氧污泥床中发现了好氧颗粒污泥,但由于纯氧曝气能耗过高且操作难度较大,好氧颗粒污泥技术此时并未得到快速发展。1994 年清华大学提出了好氧颗粒污泥反应器的设计、启动和运行方法及措施〔4〕。1997 年慕尼黑大学与代尔夫特理工大学组成的联合研究组发表了关于好氧颗粒污泥的研究成果〔5〕,指出在序批式活性污泥反应器中,通过控制沉降时间可以获得好氧颗粒污泥,并对好氧颗粒污泥的性能以及污泥颗粒化过程进行了探讨。1998 年西安建筑科技大学在低氧条件下也发现了好氧颗粒污泥〔6〕。由于好氧颗粒污泥可以在短时间内获得,基于控制沉淀时间的方法在很长一段时间成为培养好氧颗粒污泥的关键。2004 年第一次好氧颗粒污泥研讨会在德国慕尼黑举办〔7〕,这次会议对好氧颗粒污泥形成的基本理论达成了共识,好氧颗粒污泥作为一个明确的研究方向引起了学者们的关注。好氧颗粒污泥研究从宏观层面探讨颗粒化过程,优化运行参数以达到更好的颗粒化效果;从微观层面研究颗粒化机理,探究各类菌群以及化学成分在颗粒化过程中的作用〔8〕。
随着研究的深入,能否长期稳定运行成为影响好氧颗粒污泥技术发展的一个重要问题,选择慢速生长微生物、控制饱食/饥饿时间等生物因素成为关注的重点。在曝气前加设厌氧搅拌就是为了富集慢速生长微生物,提高颗粒的致密性和稳定性〔9〕;同时,选择慢速生长微生物还可以抑制丝状菌的生长,从而提高好氧颗粒污泥的稳定性〔10〕。随着对搅拌阶段认识的更加深入,研究人员认为在厌氧搅拌过程中应该先把易生物降解的溶解性有机物尽可能转化为微生物的胞内聚合物,避免其进入好氧阶段被降解〔11〕。逐步增加氨氮浓度和选择性排泥等方法也可以控制微生物慢速生长,从而提高反应器的运行稳定性〔12-13〕。较长的饥饿期使微生物长期处于生长速度较慢的内源呼吸阶段,从而产生具有较高完整性的密实污泥颗粒〔14〕,但饥饿期过长会引起丝状菌大量繁殖,进而导致系统崩溃〔15〕。因此,合理控制饱食/饥饿时间对好氧颗粒污泥的稳定性有重要作用。在稳定性控制中,也要注意粒径与密实度变化的同步性〔16〕,颗粒污泥在后期成长过程中容易出现粒径增大但密实度减小的情况,这也是导致颗粒污泥不稳定的重要因素。
2014 年中国科学技术大学俞汉青教授课题组的研究成果“废水处理系统中微生物聚集体的形成过程、作用机制及调控原理”荣获国家自然科学奖二等奖,表明我国对好氧颗粒污泥技术的理论研究已较为系统。同年笔者所在团队完成的“水与废水强化处理的造粒混凝技术研发及其在西北缺水地区的应用”荣获国家科技进步奖二等奖。颗粒污泥相关研究在同一时间取得两项国家级奖项,表明我国学者在颗粒污泥水处理技术方面已积累了大量的研究成果和经验。
尽管好氧颗粒污泥的稳定性问题尚未在实验室中得到普遍解决,但中试工作仍在有序推进〔17〕。图1 总结了国内外好氧颗粒污泥中试研究的情况,截至2022 年全球已累计有87 篇中试报道发布,其中我国占36%。自2003 年荷兰建造了首套好氧颗粒污泥中试系统〔18〕后,中试工作在不断推进。笔者团队也于2010 年发表了相关中试研究成果〔19〕。中试报道数量在2018 年后增速最快,且主要以国外学者发表的论文为主,说明我国中试技术发展滞后;同时段我国发表的中试报道也以英文文献为主,由于语言障碍和版权问题,工程师的信息获取受到了一定程度的限制。
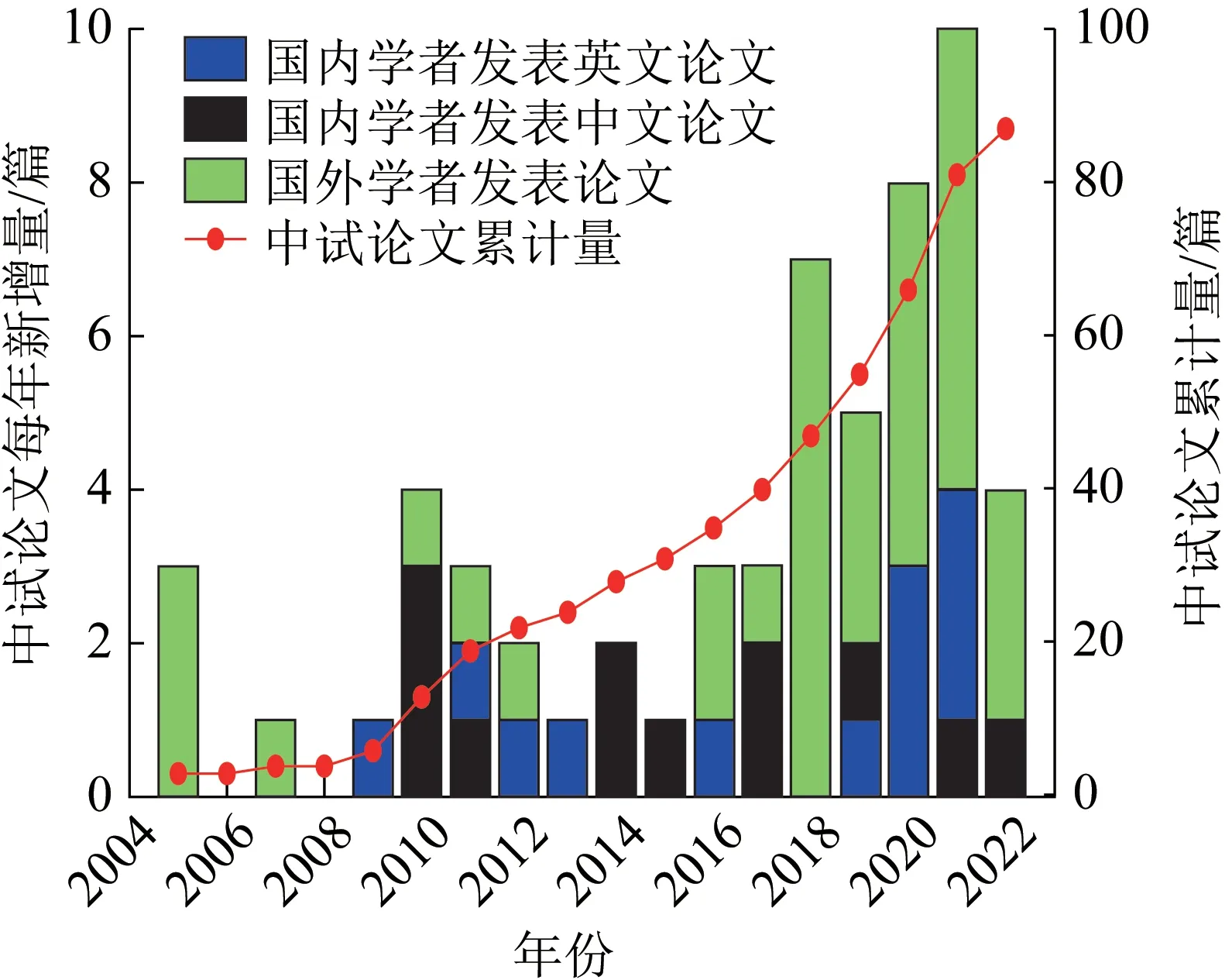
图1 国内外好氧颗粒污泥中试研究成果统计Fig. 1 Statistics of the worldwide publications on aerobic granular sludge technology pilot-scale trials
好氧颗粒污泥技术在大量实验室研究以及中试工作的基础上,已逐步进行工程化应用。2005 年,荷兰DHV 公司和代尔夫特理工大学合作推出Nereda®工艺,该工艺首先应用于工业废水处理,之后进一步扩大规模至生活污水处理;2011 年荷兰建成首座好氧颗粒污泥全规模市政污水处理厂,目前全球范围内已有50 多个项目应用该技术。2016 年瑞士的工程团队基于旋流分离器开发了另一种好氧颗粒污泥工艺——S::Select®,并应用在瑞士Glarnerland 污水处理厂,此后在欧美国家不断推广,目前该工艺已经应用于12 个污水处理厂。2010 年我国浙江盐仓污水处理厂扩建SBR 工艺,成功运行了好氧颗粒污泥系统〔20〕;2020 年龙游应用Nereda®技术的污水处理厂项目落地投产,同年首创股份研发的好氧颗粒污泥技术在南阳马蹬污水处理厂开展工程应用。
好氧颗粒污泥技术的工程应用已然是较为成熟的技术,然而我国仍处于大规模应用的初期,工程化应用进程缓慢。好氧颗粒污泥的前沿研究仍以外文报道为主,工程师难以及时获取最新的研究情况,同时缺乏足够的参考案例,相关经验积累较少,导致我国的好氧颗粒污泥技术较为落后。虽然我国已经开始进行好氧颗粒污泥技术的工程应用,但仍主要依托国外技术,利用国内技术力量开展产业化应用的进程与国外有较大差距。Nereda®技术可以在低强度废水中长期保持颗粒稳定性和污染物去除率;S::Select®技术依靠水力旋流器选择生物质,同时通过监测pH 和氧化还原电位来控制曝气和污泥龄,实现好氧颗粒污泥技术产业化应用的稳定性〔21〕。相比国外技术,造粒周期长和系统难以稳定仍是我国好氧颗粒污泥技术产业化的主要阻碍,技术壁垒的限制使我国的技术人员目前还难以全面掌握其中的核心参数和技术原理。此外,我国好氧颗粒污泥技术产业化路径尚不明确也是其产业化发展缓慢的一大原因。目前,国内对新技术的认识和接受还有待普及,因此笔者试图从技术创新的角度剖析,以期加快我国好氧颗粒污泥技术的产业化。
2 好氧颗粒污泥技术产业化路径分析
2.1 创新模式
技术创新可分为危机驱动和价值驱动。在新技术发展过程中,环境、健康等问题的出现导致新技术市场需求增加,从而加速推动新技术的创新应用及产业化进程,即为危机驱动发展模式;在某些情况下,基于节约成本、延长技术寿命等因素而推动的新技术发展应用,较少或并不依赖外部因素的需求变化,称为价值驱动发展模式〔22〕。与危机驱动相比,价值驱动发展模式由于不依靠外部因素,成功应用的风险较低,但该模式下的新技术有可替代性且推进的紧迫性不强,发展速度和产业化进程相对更慢。
从出水水质改善的角度,好氧颗粒污泥技术属于价值驱动。由于污水处理领域基于水质标准的提高而不断发展,许多水处理技术已经十分成熟,污水处理厂提标改造的技术选择也十分广泛;尽管好氧颗粒污泥技术在能耗和水质提升方面具有一定优势,但仍有很强的可替代性,导致技术创新发展缓慢。从节省占地的角度,好氧颗粒污泥技术属于危机驱动。城市化进程的加速使我国用地紧张的问题日益突出,空间限制使目前的污水处理厂难以增设新的处理单元以应对不断增加的污水排放量;与传统活性污泥工艺相比,好氧颗粒污泥工艺可以使污水处理厂的占地面积减少50%~75%,是实现污水处理厂原位功能升级的理想选择〔23〕。因此,定位于解决用地难题,特别是对现有污水处理厂的升级改造,是推动好氧颗粒污泥技术创新的重要驱动力。碳中和背景下以节能降碳为目标的可持续污水处理技术势在必行,资源、能源回收是必经之路,但相关工艺技术并不成熟,而好氧颗粒污泥技术在资源回收和能源回收方面具有广阔的应用前景〔24-25〕,其创新驱动模式属于危机驱动,将好氧颗粒污泥定位于资源与能源回收,可以更快推动技术创新。
2.2 创新扩散
新技术的创新是一个逐渐过渡的社会化过程。通过对历史上新技术的引入和推广情况进行分析,发现新技术应用的过程呈现S 形变化轨迹(图2)。1962 年出版的《创新扩散》中详细阐述了这个概念〔26〕,水行业的技术创新与应用也符合这一规律〔27〕。
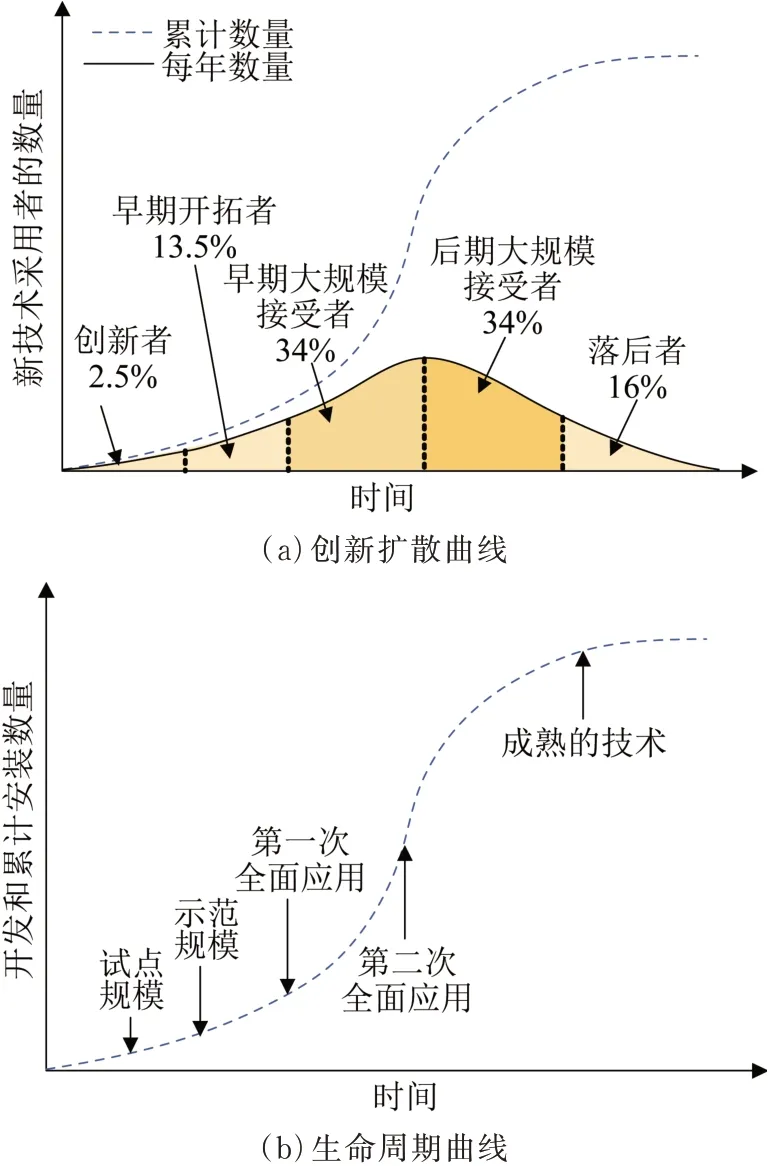
图2 技术创新过程曲线Fig. 2 Curves of technological innovation
如图2(a)所示,创新者阶段新技术采用者较少,创新扩散速度较慢;当进入早期开拓者阶段,新技术采用者达到一定数量后,创新扩散过程突然加快,并在早期大规模接受者阶段和后期大规模接受者阶段过渡期间达到最快(即每年新技术采用者数量曲线顶点处);之后扩散速度又逐渐放缓,进入落后者阶段代表市场接近饱和。大量证据表明水处理创新过程也遵循一个类似S 曲线的生命周期曲线〔27〕。如图2(b)所示,不同于创新扩散曲线着重于描述新技术的采用者,新工艺生命周期曲线的关注重点在于技术的状态,两种曲线趋势基本一致。因此,可根据S 曲线的两种模式分析好氧颗粒污泥技术的可用统计数据,确定扩散速度和技术发展阶段,进而找到影响扩散的因素,提出加速扩散的策略。
自1991 年以来,研究人员不断对好氧颗粒污泥技术进行研究,采用该技术的污水处理厂累计数量、相关论文被SCI 收录的数量以及相关专利数量〔28〕见图3。
由图3 可知,在不同成果指标下,好氧颗粒污泥技术的扩散速率都在逐年加快;但从创新扩散曲线来看,3 种统计数据均未出现拐点,即好氧颗粒污泥技术还处于S 曲线的前半段;从技术生命周期角度分析,好氧颗粒污泥技术已经应用于全球70 多个污水处理厂,已经度过示范规模阶段,但还未达到全面应用阶段。
通过分析好氧颗粒污泥技术市场影响等级,能够进一步预测该技术的产业化道路,判断指标为相关技术污水处理厂数量、使用国家/地区数量以及相关公司的年市值〔29〕。市场影响力最大的是产业级,其市值量化门槛为5 亿美元。典型的风险资本投资者往往寻求投资高影响等级的技术,从而获得丰厚的回报,以危机驱动模式为主的好氧颗粒污泥技术极具达到产业级市场影响力的潜力。好氧颗粒污泥技术自2013 年第一次全规模应用以来已过9 a,目前该工艺已应用于全球70 余座污水处理厂,覆盖20多个国家。图4 为好氧颗粒污泥技术市场影响等级判断图,目前好氧颗粒污泥技术处于推广级,正向应用级过渡。
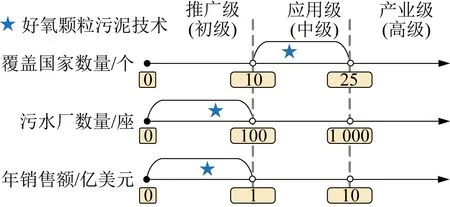
图4 好氧颗粒污泥技术市场影响等级判断图Fig. 4 Schematic diagram on the market impact evaluation of aerobic granular sludge technology
水处理行业能达到产业级影响力的技术见图5。从市场应用开始,达到产业级市场影响力需要约21 a 时间,其中推广级花费的时间约为11 a〔29〕,且产业级平均持续时间约为13 a,由此可预测好氧颗粒污泥技术将在2 a 后达到应用级,这与创新扩散曲线的推断基本一致。好氧颗粒污泥技术即将有重大突破,从而引起价值链中主流供应商的注意,进入大规模接受的前期。同时,好氧颗粒污泥技术将在2033年达到产业级,这也对应S 曲线增速最快的部分。我国2030 年将实现碳达峰,届时好氧颗粒污泥技术已经大规模应用,因此好氧颗粒污泥技术正紧跟国家政策,成为实现碳中和的一个重要工艺,进而不断加速产业化道路。
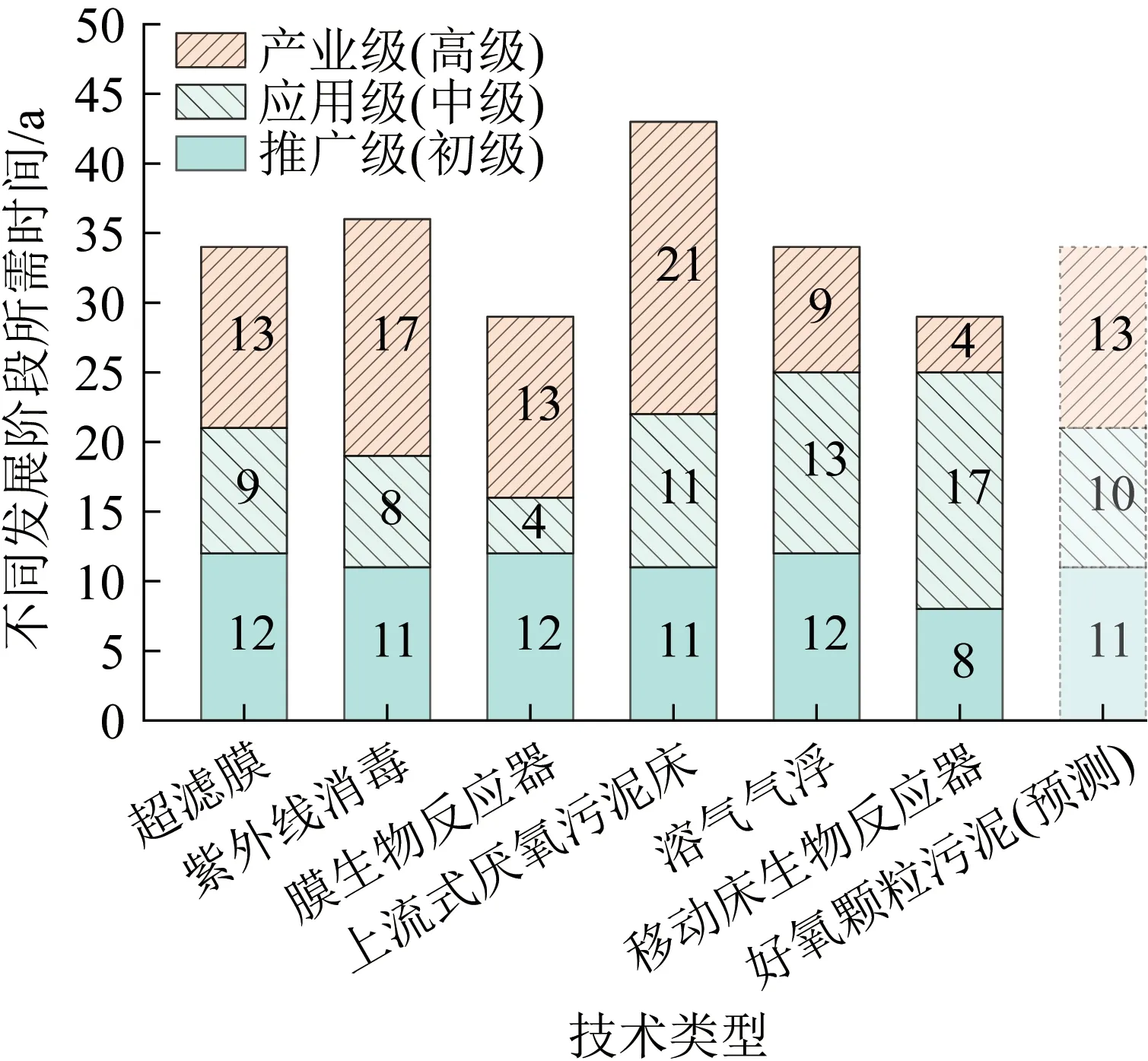
图5 典型的水处理技术市场影响等级进化时间统计Fig. 5 Time consumption statistics of market impact level evolution of the typic water treatment technologies
3 好氧颗粒污泥技术产业化进程加速策略
3.1 准确定位好氧颗粒污泥技术应用场景
一项技术从开始到成熟往往需要技术内部更新迭代,多代S 曲线不断叠加完成技术性能的进化图见图6。如果将好氧颗粒污泥技术定位于改善水质(如营养物的去除),则技术性能位于第一代S 曲线的末端,即现有工艺相当成熟,技术创新需求低,不利于创新;如果将好氧颗粒污泥技术定位到资源回收,则技术性能处于第二代曲线的起步阶段,即将进入快速增长期,从而加速创新。因此明确好氧颗粒污泥的定位对于技术创新至关重要。
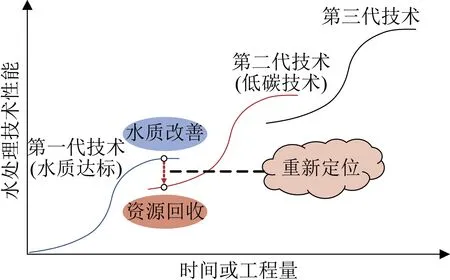
图6 水处理技术进化曲线Fig. 6 Evolution curve of the water treatment technology
为如期实现“双碳”目标,污水处理厂需要回收资源和能源。目前污水处理厂已经能实现能源自给,将有机物转化为甲烷,通过甲烷发电弥补曝气、泵站等的能量消耗;但能源自给不等于碳中和〔30〕,有机物仍会转化为CO2排放。好氧颗粒污泥技术具有资源回收的优势,可以将有机物转化为硅藻酸盐等高价值有机物〔31〕;好氧颗粒污泥技术还有很大的热回收潜力〔32〕,可通过回收生物产热,用于污水处理厂建筑供暖、污水冬季加热、污泥干化等,减少额外能量的消耗,促进碳中和〔30〕。
在水务部门,一项技术由创新者阶段发展到早期大规模接受者阶段,采用价值驱动通常需要经历14 a 左右;如果新技术由危机驱动,如立法、健康或环境问题等,时间线将是价值驱动的一半〔29〕。长期定位于水质改善的价值驱动模式是导致好氧颗粒污泥技术产业化发展缓慢的主要原因。现阶段我国需要准确定位好氧颗粒污泥技术的应用场景,在可持续发展和碳中和背景下,节能低碳的污水处理工艺的市场需求将进一步增加,因此把好氧颗粒污泥技术的发展重点倾斜至危机驱动创新模式,将有助于加速我国好氧颗粒污泥技术的产业化。
3.2 降低技术风险策略
水处理行业的新技术和创新总会涉及许多潜在风险,即使采用传统解决方案也会承担风险,因此创新的关键不是彻底消除风险而是管理风险,即通过风险概率评估,进行风险和机会分析,从而制定相应的策略以抓住机遇、降低风险。另外,新技术的引入和创新需要时间,因此要根据对未来需求的认识,制定相应的管理策略并实施规划,在保持现状的基础上加速创新。面对新技术和创新的管理经验缺乏,组合技术进化机制能够更好地推广,这是因为组合技术的威力在于其指数级增长速度,每个新技术和新解决方案都是一个组合,而每个现象的捕捉都会应用一个技术组合〔33〕。随着当前信息技术的发展,水处理行业的数字化时代已悄然降临,将智能化技术引入水处理行业,能够有效监控设备运行并预测性能,精确管理能耗同时减少人力,从而降低生产成本,因此数字化技术的进步有望降低好氧颗粒污泥技术的风险〔34〕。
政府对基础研究以及应用研究的资金资助是降低风险的又一重要因素。政府对基础研究的资助始于实验室应用研发阶段,这一初始资金不断推动新技术的研究和进步,这是由于在新技术发展早期并不产生经济效益,且存在风险,所以政府推动对新技术的发展至关重要。好氧颗粒污泥技术最初起源于荷兰的代尔夫特理工大学,在获得一定研究进展后,与工程咨询服务公司Royal Haskoning DHV 合作,并在荷兰水务研究基金以及荷兰6 个水委会的资助下,成功研发并推广了Nereda®技术,这一成功实践表明政府的支持能够有效加速新技术的推广与应用,同时证明这种独特的公私合作伙伴关系(PPP)有助于将新技术推广到更广阔的市场应用中。图7为我国对污水处理行业的投资情况。我国对污水处理行业的投资不断增加,已经结题的好氧颗粒污泥相关国家科研项目资助经费整体也呈上升趋势,表明我国对好氧颗粒污泥技术的基础研究支持力度很大。从技术发展趋势来看,好氧颗粒污泥技术正处于大规模应用的前期,但科技部关于好氧颗粒污泥技术的立项很少,难以支撑技术的产业化推广。因此,好氧颗粒污泥技术的产业化应用亟需研究机构和政府的共同行动〔35〕。

图7 我国对污水处理行业的投资情况统计Fig. 7 Statistics on the investment in wastewater treatment industry of China
3.3 加大人才培养与产业创新
创新者的推动作用在新技术的创新扩散过程中也极为重要,创新者主要来自高校。图8 为我国对水处理行业人才培养情况。我国水处理以及好氧颗粒污泥相关硕博论文发表数量逐年上升,表明我国日益重视水处理行业创新者的培养,好氧颗粒污泥产业化具有良好的人才基础。
尽管我国已经拥有大量理论成果且培养了一大批水处理行业人才,但因缺乏专业技术装备以及运行管理经验,好氧颗粒污泥技术产业化推进依旧缓慢。由于好氧颗粒污泥的进水、曝气甚至排泥均与传统活性污泥法有所不同,因此这些过程的专用设备研制将在很大程度上成为好氧颗粒污泥技术应用的核心产品。同时好氧颗粒污泥的运行管理与只关注水质的传统活性污泥法也有所不同,颗粒的粒径等物理特性与活性等微生物特性均是稳定运行的关键,因此其运行管理过程相对复杂,需要借助智能化手段完成复杂系统的稳定运行。笔者团队基于物联网以及多维呼吸图谱技术研发的看水狗®SWD、看水大臣®和智慧运行工作站WBM 三大核心智能设备,能够实时采集污泥图像、污泥SV、出水COD 等系统运行过程中的数据,发送至云端数据中心并对微生物运行状态进行评估,最终为用户推送简单易行且可靠的执行方案〔36〕。这些技术将有助于推动好氧颗粒污泥技术的产业化进程。
4 结论与建议
系统梳理了好氧颗粒污泥技术从出现至今的研究进展,并基于技术发展模式和创新扩散理论对好氧颗粒污泥技术产业化的影响因素进行了分析,主要得出以下结论与建议:
1)长期定位于水质改善的价值驱动是导致好氧颗粒污泥技术产业化发展缓慢的主要原因。在碳中和愿景下,应抓住新机遇,采用基于资源回收与省地特性的危机驱动模式加快好氧颗粒污泥技术的产业化进程,这也是今后技术创新的主要方向。
2)好氧颗粒污泥技术现阶段处于早期开拓的末期,即将进入大规模接受的前期,目前是企业参与产业化的良好时机。我国2030 年将实现碳达峰,届时好氧颗粒污泥技术已经大规模应用,预测好氧颗粒污泥技术正在紧跟国家政策,成为实现碳中和的一个重要工艺,进而不断加速产业化道路。
3)在技术发展高风险初期,国家相关产业化项目不足,阻碍了技术向下一阶段跃迁,建议国家加大颗粒污泥技术产业化项目的立项规模,同时将智能化技术引入水处理行业,这将有望降低好氧颗粒污泥的技术风险;国家还应加大产业转化研发力度,以推动技术创新;专业技术设备的研发和运行管理经验的积累也是加速好氧颗粒污泥技术产业化的重要手段。
猜你喜欢
建材发展导向(2022年24期)2022-12-22
娃娃乐园·综合智能(2022年12期)2022-11-24
纺织科学研究(2021年9期)2021-10-14
科学(2020年6期)2020-02-06
宝藏(2018年12期)2019-01-29
中国化肥信息(2019年4期)2019-01-17
智能城市(2018年8期)2018-07-06
中国资源综合利用(2017年4期)2018-01-22
知识经济·中国直销(2017年7期)2017-07-24
中国资源综合利用(2016年3期)2016-01-22
