
柱型灯PP灯罩粉化性能研究
2023-10-18 02:35秦强强
日用电器 2023年8期
陈 泉 何 洋 赵 波 秦强强 赵 刚 韩 波
(公牛集团股份有限公司 慈溪 315300)
引言
聚丙烯(PP)材料具有密度小、成本低、易加工回收、无毒环保、耐酸碱等优点[1,2],被广泛应用于灯具照明行业。而PP材料在灯具照明行业应用面临的最大问题是材料的老化粉化,因PP分子结构中的叔碳原子对氧化较为敏感,受热、光作用极易与空气中的氧发生氧化反应,生成活性游离基,使PP大分子发生断裂并引发后续降解,最终使 PP老化失效,发生脆化、粉化[3]。灯具在长期点亮照明时,受到热与光的双重老化,其粉化寿命会快速缩短,这也是灯具产品需重点突破解决的一个难题。
由于PP材料表面能低、结晶度高、晶粒网络结构较致密,在加工过程中易形成弱边界层[4],从而导致其表面粘结性能差[5],在进行表面粘胶时易会出现粘合失效的问题。通常采用表面处理的方式来提高极性,从而改善PP与粘合剂的粘合作用。目前等离子体技术在灯具塑料零部件表面的改性应用越来越广泛,经等离子处理后的PP表面粗糙度增加[6,7]、极性基团含量增加[8]、表面能提高[9],与粘合剂之间的粘结得到明显改善。本文柱型灯PP灯罩的粘合即采用等离子处理后打胶,粘合效果良好。而等离子处理材料表面粗糙度增加的同时会对材料有一定损伤,有可能会对PP材料的粉化寿命产生负面影响。因此,本文笔者围绕柱型灯PP灯罩的热氧老化、热与蓝光叠加老化以及等离子处理三个方面对PP的粉化开展了研究,将各因素对PP粉化的影响进行验证分析,并建立粉化寿命模拟公式,模拟推算灯具在实际使用环境下的材料粉化寿命。
1 实验部分
1.1 主要原材料
光扩散PP,SH0879-GN,上海日之升科技有限公司;
泡壳胶,9661W6,回天新材有限公司。
1.2 主要仪器设备及仪器
注塑机,MA1600Ⅱ,海天注塑机;
恒温平台,P-3625,精良和科技制造厂;
蓝光灯,8 W(蓝光辐照度:68.85 W.m-2)、16 W(蓝光辐照度:105 W.m-2)、24 W(蓝光辐照度:134 W.m-2)、32 W(蓝光辐照度:158.13 W.m-2),波长(400~500)nm,自制;
等离子表面处理机,TD-1000ZE,南京弘殷泰电子科技有限公司;
达因笔,达因值34、36、38、40、42 dynes.cm-1,德国arcotest公司;
智能扭力矩测试仪,FD210,杭州伏达光电技术有限公司;
高温试验箱,HD-103C,深圳宏之都科技有限公司;
差示扫描量热仪(DSC),DSC400,珀金埃尔默PerkinElmer;
扫描电子显微镜(SEM),JSM-IT200 InTouchScope,日本电子JEOL;
温度巡检仪,RK-8,美瑞克电子科技有限公司。
1.3 样品制备
将光扩散PP加入到注塑机中,在200 ℃条件下注塑成尺寸为75 mm*45 mm*1.5 mm样板和φ96 mm*H72 mm*D1.5 mm柱型灯灯罩。将注塑好的样板、灯罩在23 ℃,50 %湿度环境中放置48 h后进行测试。
将灯罩置于常压低温等离子体表面处理机,输入电压 220 V、输入气流 (0.05~0.15)MPa(通过空气压缩泵功率调整输入气流,上限为0.15 MPa)、工作距离 8 mm、等离子体火焰扫描速率 100 mm.s-1,空气压缩泵功率选择200 W、300 W、400 W进行等离子处理,再在处理位置处进行泡壳胶上胶(打胶厚度(15~20)μm),上胶后的灯罩与灯座粘接,组装成整灯进行测试。
1.4 测试与表征
PP热氧加速粉化寿命测试:将样板和灯罩平铺放置于两个高温试验箱,温度分别设置150 ℃、145 ℃、140 ℃、135 ℃、130 ℃,开启鼓风模式(风速:1~3 m.s-1),进行长期老化试验,每周点检2次,记录材料粉化时间。
PP热和蓝光叠加老化粉化寿命测试:将样板置于150 ℃恒温平台,同时在样板正上方20 cm处分别进行8 W(蓝光辐照度:68.85 W.m-2)、16 W(蓝光辐照度:105 W.m-2)、24 W(蓝光辐照度:134 W.m-2)、32 W(蓝光辐照度:158.13 W.m-2)的自制蓝光灯垂直照射,每天点检1次,记录材料粉化时间。
PP 样板表面形貌表征:将不同等离子处理的PP样板置于扫描电子显微镜观察表面形貌。
PP 灯罩表面能测试:采用不同表面能(34、36、38、40、42 dynes.cm-1)的达因笔对灯罩等离子处理位置进行画线,观察在2 s内测试材料的表面润湿情况,如果湿润,则表明所选的达因笔小于测试表面能,更换数值更大的笔进行测试,直至测试结果在2 s内收缩成球状了,记录表面能值。
灯罩扭力矩测试:将柱型灯安装至智能扭力矩测试仪,匀速旋转PP灯罩,记录扭力值。
PP 等离子处理OIT测试:在室温下放置试验及参比样坩埚,开始升温之前,通氮气5 min,气流速度(50±5)mL.min-1,在氮气气氛中以每分钟10 ℃的速率从室温开始升温至230 ℃,在该温度下恒定3 min,气体切换成氧气,继续很稳,直至放热显著变化点出现后2 min终止试验,等温OIT点的标定是以通氧前的一段平稳的曲线与试样氧化后的一段平稳的曲线的交点(切线分析法),两点的时间差即为OIT值。
柱型灯整灯高温粉化寿命测试:将不同等离子处理后的灯罩打胶组装成30 W柱型灯,23 ℃,50 %湿度环境中放置48 h后置于高温试验箱,温度设置150 ℃,开启鼓风模式(风速:1~3 m.s-1),平铺放置,不可叠加,进行长期老化试验,每周点检2次,记录灯罩粉化时间。
灯罩温升测试:在PP灯罩待测点处布控好热电偶,将柱型形放置于25 ℃防风罩中点亮,输入电压为220 V,开启温度巡检仪观察升温情况,当温度曲线恒定在且5 min中内波动值在±1 ℃范围,记录温升测试结果。
2 结果与讨论
2.1 温度对PP粉化寿命的影响
阿伦尼乌斯公式延伸图线外推法是推算温度对PP粉化寿命影响的相对可靠方法[10],在高温试验箱进行PP的高温粉化试验,通过长期跟踪得到对应的粉化寿命,如表1所示。

表1 不同温度的PP粉化寿命
使用阿伦尼乌斯公式描述温度与粉化速率的关系:
式中:
K—反应速率常数;
A—指数因素;
E—活化能(在老化温度范围内为常数),J.mol-1;
R—摩尔气体常数,8.314 J.mol-1.K-1;
T—热力学温度,K。
将(1)进行数学变换合并常数项可得:
式中:
a、b—变换公式得到的一个常数;
ti—为不同的时间(即粉化寿命),h;
Ti—不同的老化温度,K。
将表1中数据代入公式(2)进行线性拟合,结果如图1所示。
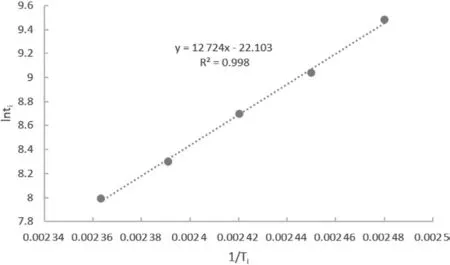
图1 温度-粉化寿命曲线
从图1曲线可以看出,温度越高PP的粉化速度越快。通过得到的温度—粉化寿命曲线公式,可计算该PP材料在不同温度对应下的热氧粉化寿命值。
2.2 温度加蓝光对PP粉化寿命的影响
根据2.1可以推算不同温度下PP灯罩的粉化寿命,但柱型灯在实际点亮中除了温度还受到蓝光辐照作用,为模拟推算出蓝光对粉化寿命的影响,用不同蓝光辐照度的蓝光灯进行照射,借用指数函数进行寿命拟合,如公式(3)所示
式中:
Li—蓝光粉化寿命,h;
C、D—指数常量,
Xi—蓝光辐照度,W.m-2。
将(3)进行数学变换合并常数项可得:
式中:
c、D—变换公式得到的常数,
Li—不同的时间(即粉化寿命),h;
Xi—蓝光辐照度,W.m-2。
将PP样板置于150 ℃加热平台用不同辐照度的蓝光灯进行照射,得到热和蓝光叠加老化的粉化寿命,结果如表2所示。

表2 150 ℃不同蓝光辐照的PP粉化寿命
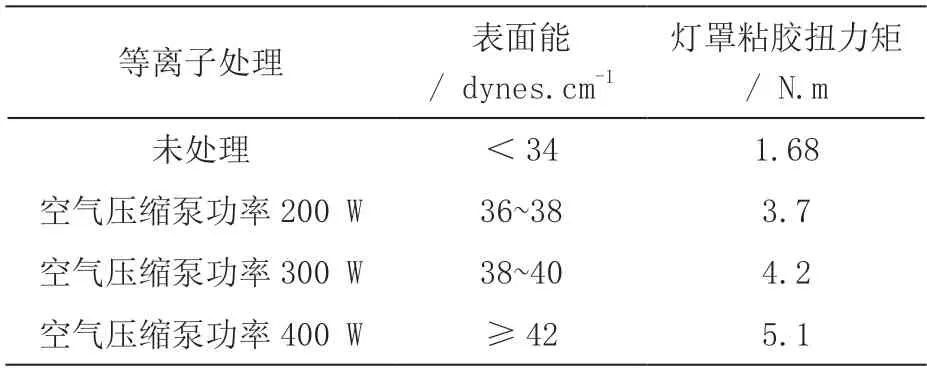
表3 不同等离子处理的表面能及扭力矩
将表2中不同蓝光辐照度对应的粉化寿命,代入公式(3)进行计算,并绘制蓝光度照度对应粉化寿命曲线,如图2所示;

图2 150 ℃蓝光辐照度对应PP粉化寿命曲线
已知30 W柱型灯的蓝光辐照度为46.59 W.m-2,代入图2公式可计算得到,其150 ℃的蓝光辐照粉化寿命值为950 h,与无蓝光寿命2 952 h比,得到蓝光加速系数Ra1为3.11。
2.3 等离子处理对PP性能的影响
PP灯罩组装整灯时需等离子处理来增加其表面能提升与灯体的粘合力,要求粘胶后灯罩扭力需满足≥3.5 N.m,而等离子处理对PP粉化性能是否有影响需要进一步研究。
2.3.1 等离子处理对PP表面形貌的影响
以不同空气压缩泵功率的等离子体气流作用于PP样板表面,各样板表面形貌如图3所示。未经处理的 PP 样板表面较为平整,缺陷来自于模具表面,等离子处理后样板表面损伤粗糙度增强,图3(b)可以看到表面轻微的粗糙度和损伤,由图3(c)、图3(d)可以看出,随着空气压缩泵功率的增加,样板的表面粗糙度和损伤程度呈现明显增强趋势。

图3 等离子体处理 PP 样板表面形貌SEM照片
将不同等离子处理的PP灯罩用达因笔(34、36、38、40、42 dynes.cm-1)进行表面能测试,未处理的样品表面能低于34 dynes.cm-1,灯罩粘胶扭力不满足要求;而经等离子处理后,样品的表面能得到明显提升,且随着等离子空气压缩泵功率的增加而提高,表面粗糙程度增强,PP灯罩与胶水的粘合力也相应提升,表现为灯罩扭力矩逐渐增加。
2.3.2 等离子处理对PP氧化诱导值(OIT)的影响
将不同等离子处理的PP灯罩样品用差示扫描热仪(DSC)进行OIT氧化诱导值测试,如图4所示。发现未处理样的OIT氧化诱导时间最久,随着等离子空气压缩泵功率的增加,OIT氧化诱导时间逐渐缩短,主要原因空气压缩泵功率增加时等离子作用于PP表面的强度增加,表层刻蚀部分PP分子链有可能被破坏,内部抗氧剂在等离子作用中有被部分消耗,从而表现为抗氧化能力减弱,OIT氧化诱导值逐渐减小;氧化诱导值的缩短、抗氧化能力的减弱,会最终影响PP材料的粉化寿命。

图4 等离子处理对PP样板氧化诱导值的影响
2.3.3 等离子处理对PP灯罩高温粉化的影响
将不同等离子处理后的灯罩打胶组装成30 W柱型灯进行整灯150 ℃老化粉化试验,发现粉化最早出现于被等离子处理后的打胶粘接处,如图5所示。在此处最早出现粉化,也反应出等离子处理对PP的老化粉化有促进作用。
不同等离子处理对应的柱型灯整灯150 ℃热氧粉化寿命,如表4所示,粉化寿命随着等离子空气压缩泵的功率增加而缩短,这也证实等离子处理会使PP材料的抗氧化性能衰退,空气压缩泵的功率越大作用于PP表面后可能对PP分子链破坏越严重,抗氧剂消耗也越多,其老化加速因子系数也相应越大,因此在满足粘接扭力要求的同时,等离子压缩泵功率越小越好,本文验证的等离子空气压缩泵功率200 W时,灯罩粘接扭力满足要求,且粉化寿命缩短最少,等离子加速系数Ra2最小。
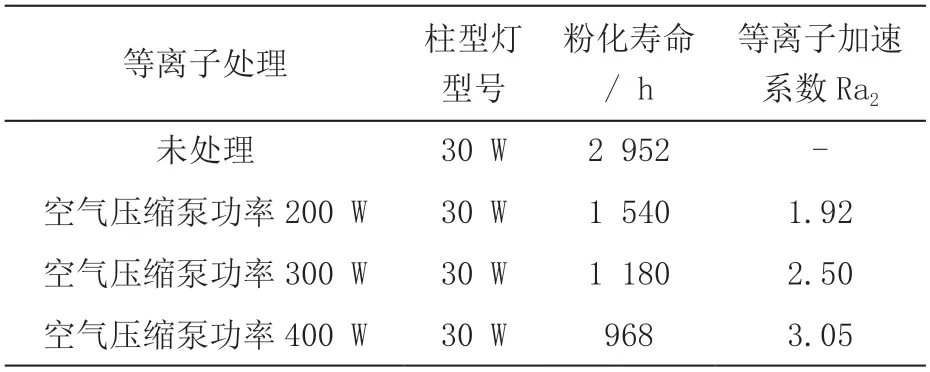
表4 不同等离子处理对应的柱型灯PP灯罩热氧粉化寿命
2.4 30 W柱型灯粉化寿命推算
利用2.1中得到PP热氧粉化的加速模型公式,2.2中得到30 W柱型灯蓝光加速系数Ra1=3.14,2.3得到等离子加速系数(空气压缩泵功率200 W最小)Ra2=1.92,结合温度巡检仪对正常点亮中的30 W柱型灯灯罩测试,得到实际使用时灯罩的最高温升为100 ℃,将该温度值代入PP热氧粉化的加速模型公式,计算等到热氧粉化寿命为146 533 h,在此基础上还需除去蓝光和等离子加速系数,最终推算出30 W柱型灯实际应用的粉化寿命为24 306 h,此寿命值远大于产品出厂设计的15 000 h要求。
3 结论
1)PP粉化寿命与制件所处温度有关,温度越高粉化时间越短,利用阿伦尼乌斯公式推导出PP热氧粉化加速模型,可计算不同温度对应的材料热氧粉化寿命;
2)PP粉化寿命与蓝光辐照度有关,辐照度越强粉化时间越短,可根据不同蓝光辐照度和粉化时间绘制出蓝光辐照度—粉化寿命曲线,计算不同蓝光度照度对应的粉化寿命和加速系数;
3)等离子处理会增加PP表面的粗糙度和表面能,其空气压缩泵功率越大,粉化时间越短,因此,在保证柱型灯罩粘胶扭力≥3.5 N.m时,等离子空气压缩泵功率应越小越好,减少等离子处理对PP灯罩寿命的影响,本文选用的等离子空气压缩泵功率为200 W,灯罩粘胶扭力3.7 N.m接近标准临界值,寿命相对较长,等离子加速系数1.92;
4)影响PP灯罩的粉化因素有热氧、蓝光、等离子处理工艺,可借助热氧粉化寿命模型、蓝光加速系数、等离子加速系数可估算出30 W柱型灯PP灯罩的实际粉化寿命为27 145 h符合产品寿命要求。
猜你喜欢
参花(下)(2022年1期)2022-01-15
大电机技术(2021年6期)2021-12-06
模具制造(2019年4期)2019-06-24
小读者(2019年24期)2019-01-10
三联生活周刊(2016年50期)2016-12-15
风能(2016年8期)2016-12-12
现代塑料加工应用(2016年4期)2016-09-20
中国塑料(2016年6期)2016-06-27
中国塑料(2015年7期)2015-10-14
电源技术(2015年7期)2015-08-22
