室温下纤维素在TEAOH/H2O中溶解与溶液性能的研究
2023-10-16 01:57吴奇龙王文聪
丝绸 2023年10期
吴奇龙, 王文聪
(江南大学 纺织科学与工程学院,江苏 无锡 214122)
纤维素是自然界中储量最为丰富的天然可再生高分子[1],其再生制品绿色环保,在纺织、化工、造纸等诸多领域广泛应用[2]。但由于纤维素分子内与分子间含有大量氢键,并且晶体结构非常致密,纤维素很难溶解在普通的溶剂中,也不能加热到熔融状态,目前开发纤维素溶剂体系是利用纤维素资源的重要途径[3]。
纤维素溶剂体系按照溶解温度可以分为高温、低温、常温溶剂体系。高温溶剂体系包括熔融无机盐水合物(80~130 ℃)、大部分离子液体(70~120 ℃)、N-甲基吗啉-N-氧化物(90~130 ℃)等,其中熔融无机盐水合物在熔融状态下才能溶解聚合度较低的纤维素[4]。大部分离子液体在高温环境中可以溶解聚合度高、固含量高的纤维素,但离子液体的价格较高,溶剂回收利用难以实现。N-甲基吗啉-N-氧化物(NMMO)是商业化最成功的溶剂体系,其再生纤维素纤维在干湿状态下力学性能均较高,但容易产生纤维原纤化[5],且溶剂成本较高。低温溶剂体系如碱/尿素/水(-12 ℃)、碱/硫脲/水体系(-5 ℃),溶剂成本低廉,但该类型的溶剂需要低温环境下溶解,溶解的纤维素聚合度与固含量偏低,溶液易于凝胶化,需要低温存储[6]。常温(25 ℃附近)溶剂体系中的部分低共熔溶剂(DES),如氯化锌、甲酸和水组成的水合金属盐等[7]、室温型离子液体如四丁基醋酸铵/二甲基亚砜体系[8]等在近室温温度下可以溶解纤维素,近室温环境中溶解的纤维素聚合度与固含量偏低,需要提高温度后溶解性才会大幅提升。
目前,季铵碱与季磷碱体系可实现室温下高效快捷地溶解纤维素、且溶解度较高。四丁基氢氧化铵(TBAH)和四丁基氢氧化磷(TBPH)水溶液在50%~60%溶剂质量分数下可室温快速(5 min)溶解固含量20%的未经前处理的微晶纤维素[9],而在溶剂中添加尿素、二甲基亚砜等溶剂组分,则能显著提升复合溶剂中溶解纤维素的能力[10-11]。季铵碱体系中溶解纤维素已成功制备了功能化纤维素材料,如开发纤维素纳米晶[12],纤维素纳米复合膜[13]、再生纤维素纤维[14]等材料。
基于季铵碱水溶液是有较大潜力的室温溶解纤维素溶剂体系,并且研究纤维素溶液体系的流变性能,对纤维素溶液可纺、成膜性均有重要意义。本文选择成本更为低廉的季铵碱TEAOH/H2O溶剂体系溶解纤维素,通过探究溶剂质量分数、温度、溶解时间因素对其溶解能力的影响,并进一步研究TEAOH/H2O体系中纤维素溶液的稳态流变性能与纤维素固含量、温度的关系。同时对再生膜的形貌结构与力学性能进行分析,为未来开发更加低廉环保、室温溶解的高效溶剂体系提供参考。
1 实 验
1.1 原材料与试剂
聚合度(DP)540的棉浆粕(山东英力实业有限公司)。质量分数25%的四乙基氢氧化铵水溶液(上海麦克林生化科技有限公司)、无水硫酸钠、酚酞、液体硅油、浓硫酸(国药集团化学试剂有限公司)均为分析纯,所用溶液使用去离子水配置。
1.2 仪器与设备
TB100型浊度计(上海般特仪器有限公司),RV3FLEX型旋转蒸发仪(德国艾卡公司),DM2700P偏光显微镜(德国徕卡公司),Physica MCR301旋转流变仪(奥地利安东帕公司),SU8100场发射扫描电子显微镜(日本日立株式会社),MIT-1TN型电子万能试验机(常州三丰仪器科技有限公司)。
1.3 实验流程
1.3.1 溶剂制备
利用旋转蒸发仪在50 ℃、-0.1 MPa下浓缩TEAOH/H2O溶液,以酚酞作为指示剂,通过酸碱滴定法确定质量分数,如下式所示。
(1)
式中:Vacid为滴定所用酸体积,L;Nacid为所用酸的当量摩尔浓度,mol/L;MTEAOH是TEAOH的摩尔质量,g/mol;mTEAOH是TEAOH的待测液质量,g。
1.3.2 纤维素溶液制备
将纤维素分散在不同质量分数、不同温度的TEAOH/H2O溶液中,磁力搅拌(800 r/min)不同时间后,制备得到固含量为3%的纤维素溶液,溶液置于离心机中以6 000 r/min速率脱泡5 min后测试表征,以探究相对最优溶解工艺。基于优选的溶解工艺制备6%~8%固含量的纤维素溶液,以用于后续再生膜的制备和流变性能测试。
1.3.3 再生纤维素膜制备
分别取6%、7%、8%固含量的纤维素溶液于平整玻璃板上,用线棒涂布器在玻璃板上刮制出均匀薄膜,迅速置于常温下10% H2SO4/20% Na2SO4凝固浴中凝固成型,洗脱溶剂后自然风干,得到不同固含量的再生纤维素膜。
2 测试与表征
2.1 浊度测试
利用TB100型浊度计进行纤维素溶液浊度测试,先用标准浊度液进行调零与校准,再用专用试样瓶进行测试。
2.2 偏光显微镜观察
利用DM2700P偏光显微镜观察纤维素溶液的溶解情况,取少量溶解好的纤维素溶液于载玻片上,通过偏光模式观察未溶解的纤维素。
2.3 流变测试
利用Physica MCR301旋转流变仪对纤维素溶液进行稳态流变测试。选择P25平板,设置间隙为1 mm。并用液体硅油进行一圈液封,以防止测试过程溶剂的挥发。旋转模式频率扫描是在连续形变下测试表观黏度和剪切速率之间的关系,剪切速率为0.01~200 s-1,温度设置为10、20、30、40、50 ℃。
2.4 扫描电镜测试
利用SU8100场发射扫描电子显微镜对再生膜表面、断面形貌进行表征,断面观察采用液氮对薄膜进行脆断,表面与断面喷金后观察。
2.5 力学性能测试
利用MIT-1TN型电子万能试验机测定再生膜的力学性能,测试前将再生膜在(25±2) ℃、相对湿度(65±2)%的环境中调湿24 h。试样大小40 mm×5 mm,初始夹具距离20 mm,拉伸速度10 mm/min,每种样品重复测试5次取平均值。
3 结果与分析
3.1 溶解工艺优化
3.1.1 搅拌时间对溶解的影响
图1显示了纤维素/TEAOH/H2O溶液浊度与溶解时间的关系。由图1可见,搅拌时间在0~10 min内,溶液浊度随着时间的增加均大幅度下降,10 min后增加搅拌时间对浊度均无明显变化,说明溶解10 min已经达到溶解极限。搅拌过程中,溶剂分子快速浸入无定形区和结晶区,纤维素分子内与分子间的氢键不断被打开,促进纤维素溶解在溶剂中。由于不同质量分数的TEAOH/H2O溶剂对纤维素分子内与分子间氢键破坏程度不同,导致少量纤维未能完全溶解在溶剂中,10 min后浊度值呈现不同。延长搅拌时间,不同质量分数的TEAOH/H2O溶剂中纤维素溶液浊度无明显变化,说明10 min是合适的溶解时间。
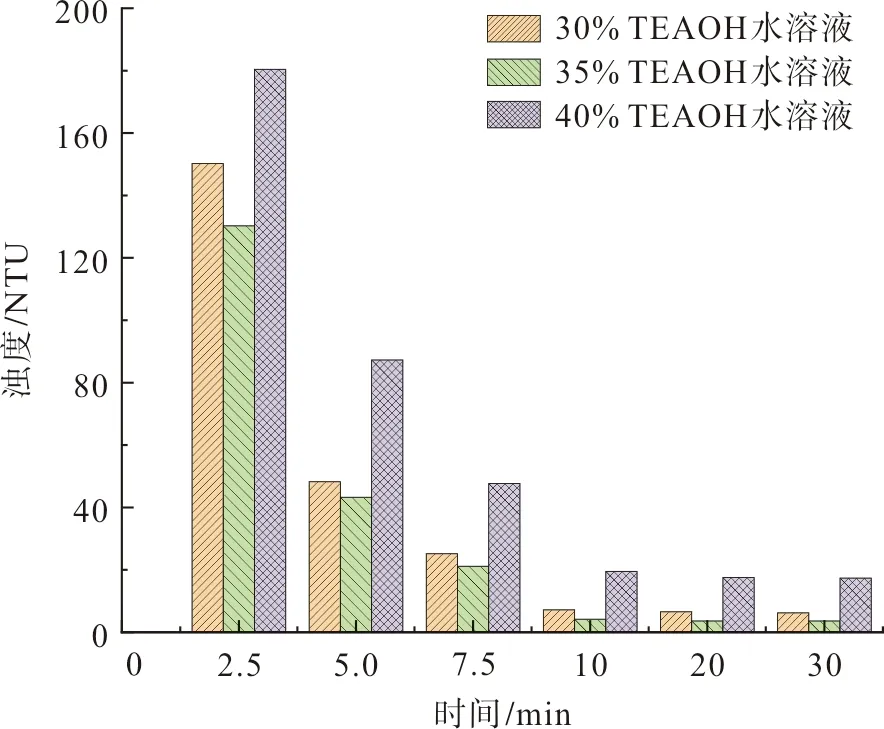
图1 纤维素/TEAOH/H2O溶液浊度与溶解时间的关系Fig.1 Turbidity of cellulose/TEAOH/H2O solutions as a function of dissolution time
3.1.2 温度对溶解的影响
图2显示了纤维素/TEAOH/H2O溶液浊度与溶解温度、溶剂质量分数的关系。整体而言,低温下不同质量分数TEAOH/H2O中纤维素溶液均实现良好溶解,随着溶解温度的提高,纤维素/TEAOH/H2O溶液浊度增加,溶解效果变差。降低温度后溶剂更易溶解纤维素,推测这是因为低温下TEAOH水合物结构趋近于稳定,溶剂逐步破坏纤维素分子内和分子间氢键,最终导致纤维素的溶解;而提高温度后溶剂溶解效果反而变差,是升温后由于构象效应促使聚合物链极性减小,通常以“浑浊”效应显现,抑制了溶解。Lindman等[15]发现极性更强的构象有助于促进纤维素与溶剂的相互作用。当溶剂在30%~35%内,温度的改变并未影响溶剂溶解纤维素的能力,可能是溶剂在30%~35%内,溶剂结构更为稳定,温度的改变对溶剂结构的破坏不明显。
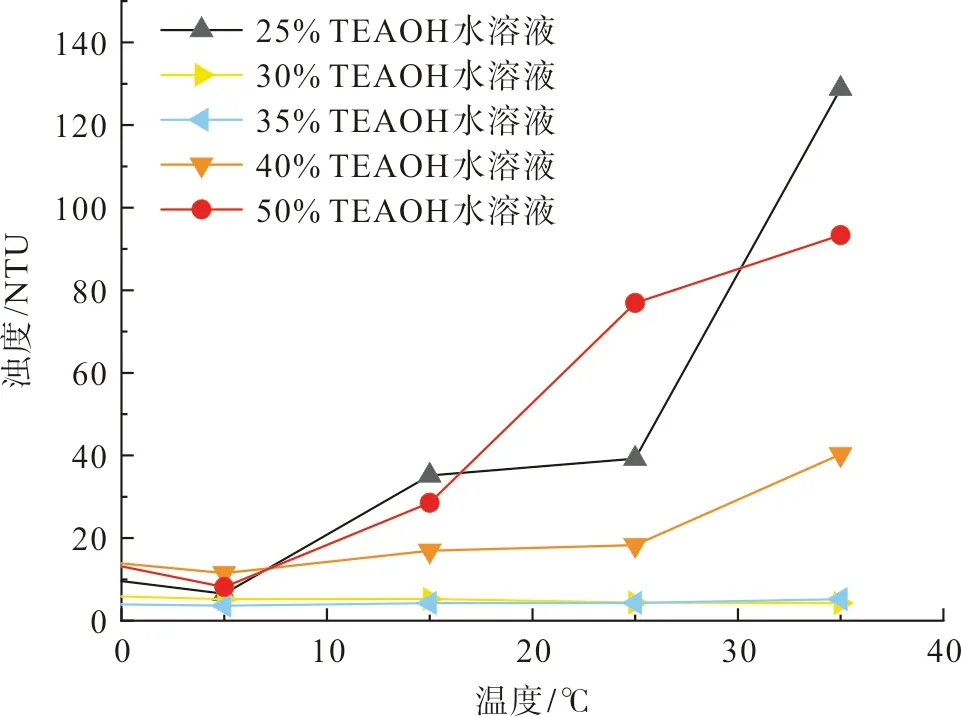
图2 纤维素/TEAOH/H2O溶液浊度与溶解温度、溶剂质量分数的关系Fig.2 Turbidity of cellulose/TEAOH/H2O solutions as a function of temperatures and concentrations
3.1.3 溶剂质量分数对溶解的影响
由图2与图3可见,25 ℃下不同质量分数溶剂溶解纤维素后溶液浊度不同,其中30%~35%溶剂所形成的纤维素溶液浊度最低,溶液最为清澈,具有最好的溶解纤维素能力。而在其他质量分数下,由于无法完全溶解纤维素,溶液浊度较高。分析原因是当TEAOH/H2O溶液质量分数低于30%时使得溶液极性相对较弱,无法有效破坏纤维素内部氢键,只能造成纤维素部分溶胀而无法溶解。当TEAOH/H2O溶液质量分数在30%~35%时,溶剂中阴阳离子的协同作用促进纤维素的溶解,OH-阴离子与纤维素上羟基结合,使得纤维分子链间的氢键逐渐断裂,TBA+阳离子与断裂的纤维素分子形成纤维素复合物,复合物间的静电斥力,进一步促进了纤维素的溶解[16]。当TEAOH/H2O溶液质量分数大于35%,溶液浊度值随着TEAOH/H2O质量分数的增加而增加,表明溶解能力随着溶液质量分数的提高而下降,分析原因是当溶剂质量分数过高,导致溶剂中所形成水合离子结构发生变化,难以破坏纤维素分子链间的氢键,降低了溶解纤维素的能力[17]。由此可见,TEAOH/H2O溶液质量分数过高与过低都会影响溶解纤维素的效果,TEAOH/H2O溶液质量分数是影响纤维素溶解的关键性因素。
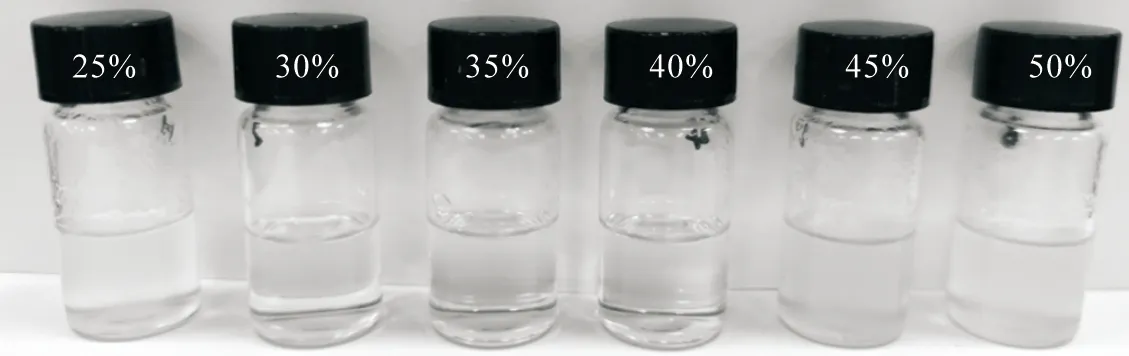
图3 不同溶剂质量分数纤维素/TEAOH/H2O溶液的照片Fig.3 Photo of cellulose dissolved at different concentrations of TEAOH/H2O solutions
3.1.4 固含量对溶解效果的影响
基于优选的溶解工艺制备(0.5%~10%)不同固含量的纤维素溶液。图4是室温下溶液浊度与纤维素固含量的关系(插入图片是浊度值对应偏光显微镜照片)。由图4可见,纤维素在低固含量下,浊度值随固含量的增加提升较小,这表明纤维素溶液可以良好溶解。当纤维素固含量大于8%后,纤维素中氢键数量增加,TEAOH/H2O溶液只能断裂一定数量的氢键,导致部分纤维素中氢键未被断裂,出现了部分未溶解纤维素,此时溶液的浊度迅速提升[18]。并且通过偏光显微镜也可发现视野中未溶解纤维素明显增多,这表明纤维素在质量分数为35% TEAOH/H2O中可溶解8%固含量的纤维素。
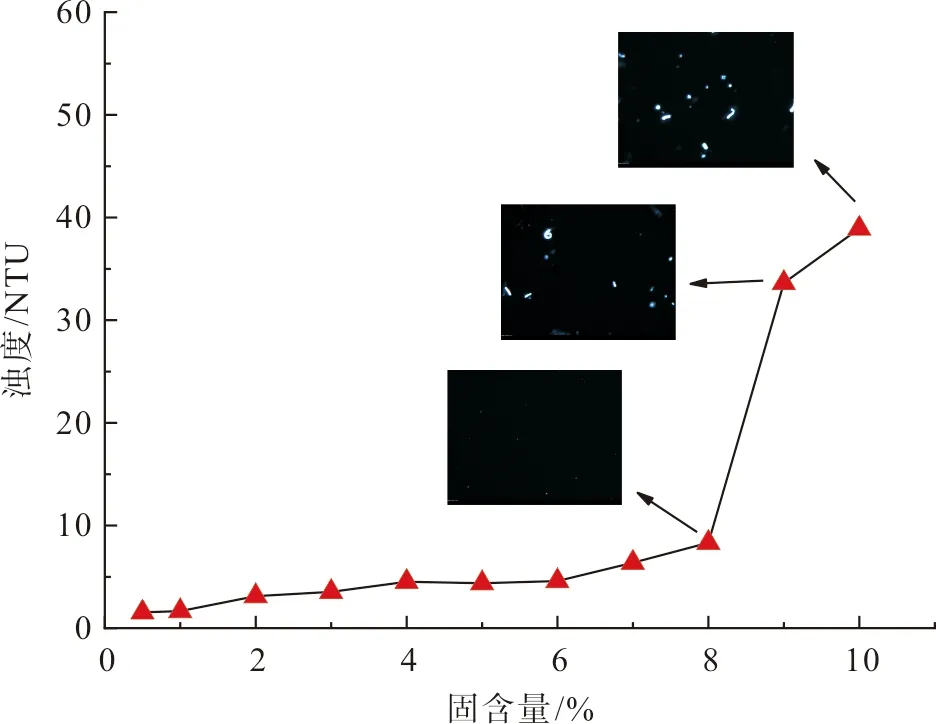
图4 溶液浊度与纤维素固含量的关系Fig.4 Turbidity of solutions as a function of cellulose concentrations
3.2 溶液流变性能表征
3.2.1 稳态流变曲线
图5是不同温度下不同固含量纤维素溶液的表观黏度随剪切速率变化的曲线。图5中纤维素溶液均呈现非牛顿流体的特点,即在低频区溶液的表观黏度基本保持稳定,超过一定的剪切速率,溶液的黏度随着剪切速率的增加而减小。造成这种典型切力变稀现象的主要原因是分子间作用力或氢键作用引起的纤维素大分子相互缠结,剪切应力会不断拆散缠结点,当缠结点拆除的速率高于重建的速率,使得缠结点浓度的下降,表观黏度也随之下降。在其他条件不变的情况下,随着温度的降低或者固含量的增加,溶液的表观黏度增加。温度降低,纤维素内部原有的分子链缠结点不易打开,缠结点浓度增加,使溶液黏度增加。固含量的增大,分子链相互接触和纠缠的几率提高,使溶液容易形成各处链段大致均匀的缠结网,致使表观黏度增大。表观黏度是衡量溶液体系流动性的一个指标,通过单一的表观黏度无法很好描述纤维素溶液的稳态流变差异,于是本文采用溶液的结构黏度指数、黏流活化能来对其进一步分析。
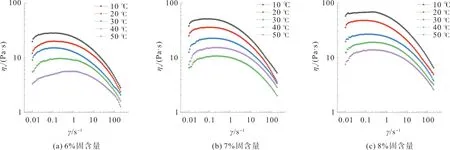
图5 不同温度下不同固含量纤维素溶液的稳态流变曲线Fig.5 Apparent viscosities of cellulose solutions with different concentrations and temperatures as a function of shear rates
3.2.2 结构黏度指数
结构黏度指数Δη,用于表征溶液的结构化程度和衡量溶液的可纺性能,Δη越大,说明溶液的结构化程度越高,加工难度较大;Δη小,表示流体的结构化程度小,越容易加工。按照下式计算可得纤维素溶液的结构黏度指数Δη。
(2)
式中:ηa为表观黏度,Pa·s;γ为剪切速率,s-1。
在高剪切速率条件下,不同固含量纤维素溶液的结构黏度指数如表1所示。由表1可得,6%~8%固含量的纤维素溶液在10~50 ℃中结构黏度指数是4.72~7.40。在其他条件不变情况下,纤维素溶液的结构黏度指数随温度的升高或者固含量的降低而下降。温度升高或者固含量的降低,使得溶液的黏度降低,溶液内分子链缠结密度降低,结构化程度降低,因此结构黏度指数也下降。较低的结构黏度指数可在后续加工中承受较大牵伸力,溶液加工性能好。孙永连[19]将DP580纤维素溶解在NMMO体系中,制得6%~10%的纤维素溶液,在75 ℃下结构黏度指数是7.51~13.55。段先泉[20]将DP900纤维素溶解在1-乙基-3-甲基-咪唑醋酸盐[EMIM]Ac体系中,制得8%的纤维素溶液,在80 ℃下结构黏度指数是8.6。钟璇等[21]将DP350的纤维素溶解在碱脲体系中,制备6%纤维溶液在30 ℃下结构黏度指数是7.6,可以看出纤维素/TEAOH/H2O体系在加工过程中结构化程度更低,较低的结构黏度指数有利于后续溶液的加工。
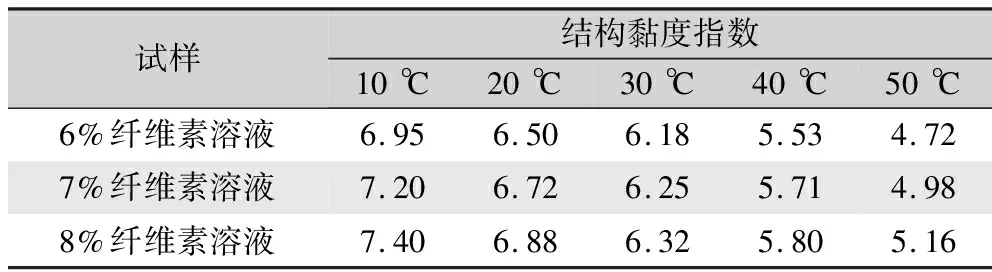
表1 不同固含量纤维素溶液的结构黏度指数Tab.1 Structural viscosity index of cellulose solutions with different concentrations at high shear rates
3.2.3 黏流活化能
黏流活化能表示使一个分子克服其周围分子对他的作用力而改变位置的能量,用来衡量黏度对温度的敏感程度,高聚物流体的黏流活化能越大,流体的流动性能对温度变化越敏感,溶液黏度对温度的依赖性越高。溶液的黏度与温度的关系符合Arrhenius方程,即按照下式计算纤维素溶液的黏流活化能。
η=A×exp(Eη/RT)
(3)
式中:A为常数,kJ/mol;R为气体常数,约为8.31 J/(mol·K);Eη表示黏流活化能,T为绝对温度。
根据图6所示的lgηa与1/T之间的线性关系(相关系数R2>0.99),求得斜率即可得到零剪切速率下溶液的黏流活化能。6%、7%、8%的纤维素溶液在零剪切速率下黏流活化能为29.08、33.24、30.75 kJ/mol。随着纤维素溶液固含量的递增,黏流活化能的变化没有明显规律,与纤维素/碱/脲体系中得到的黏流活化能及其变化规律相类似[22]。Sammons等[23]报道纤维素在[BMIM]CI离子液体溶液中制备8%、10%和12%纤维素溶液时的黏流活化能为79.45~100.8 kJ/mol,远高于本体系的黏流活化能,说明纤维素/TEAOH/H2O溶液体系在加工过程中温度的变化对溶液黏度的波动影响较小。
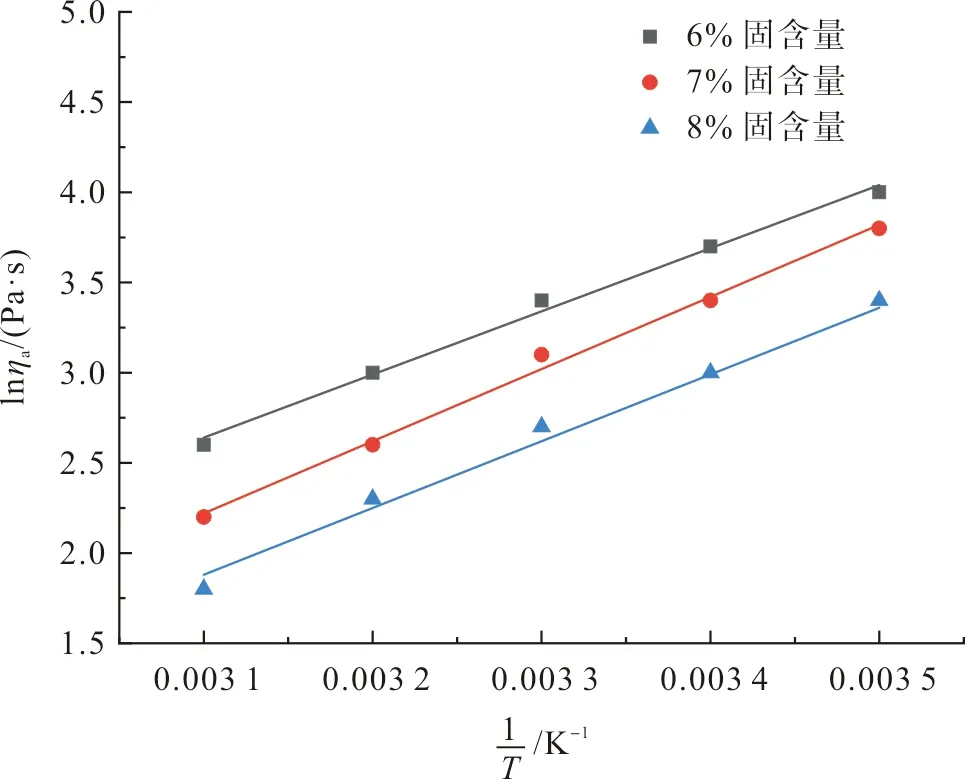
图6 温度对不同固含量的纤维素溶液的零切粘流活化能影响Fig.6 Effect of temperatures on the zero shear viscosity of different concentrations of cellulose solutions
3.3 再生纤维素膜的形貌结构
图7是TEAOH/H2O体系下再生膜表面与截面的扫描电镜照片,再生膜的表面致密平滑无明显孔洞,再生膜的截面未出现分层与孔隙,截面较为致密。由扫描电镜照片可以看出TEAOH/H2O体系下纤维素膜具有致密的表面与截面结构,也说明了纤维素/TEAOH/H2O溶液具有良好的流动性和加工性,使得成膜后表面平整度高,截面呈现致密结构,利于力学性能的增强。
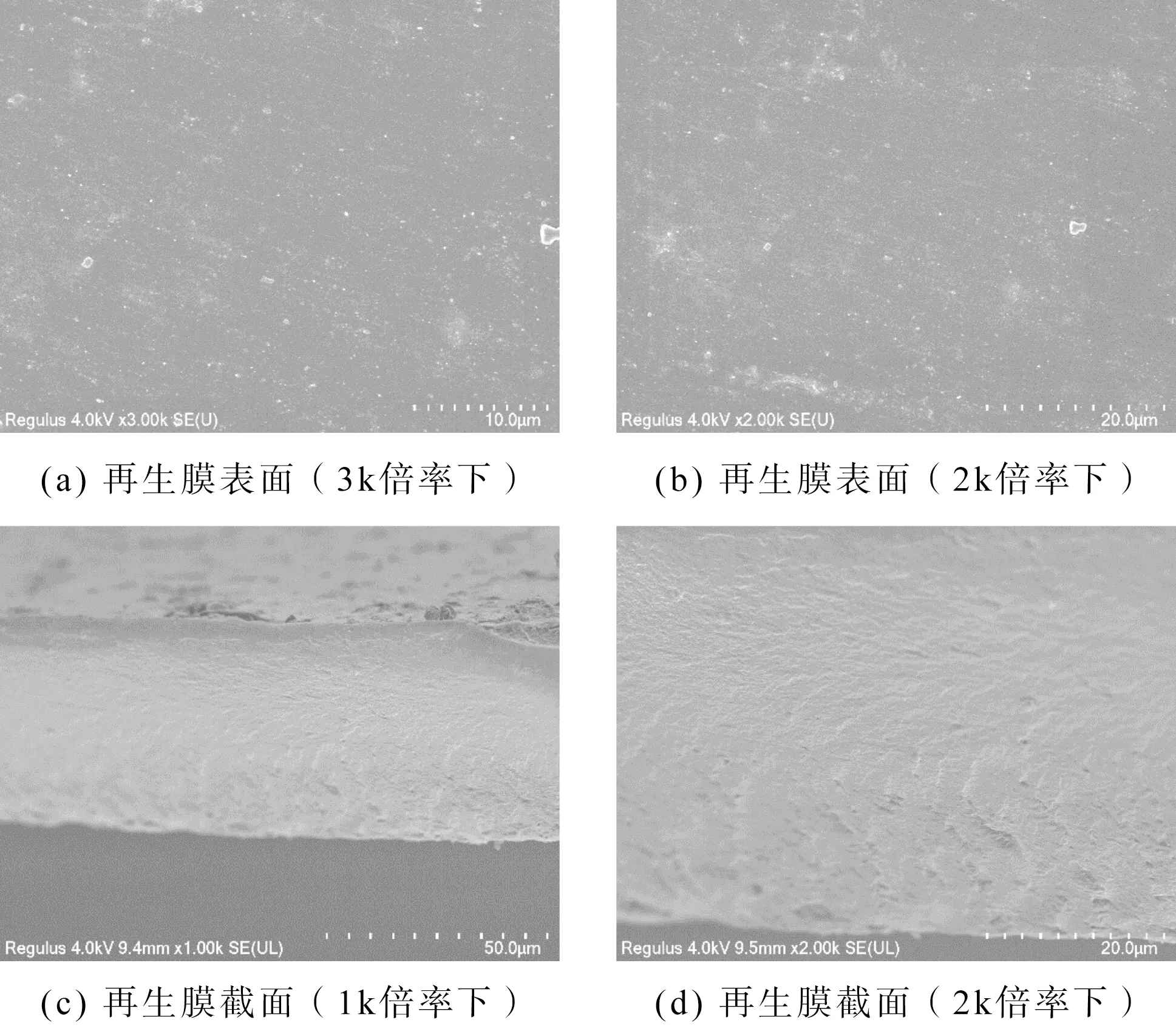
图7 TEAOH/H2O体系下再生膜表面与截面的扫描电镜照片Fig.7 SEM images of the surface and section of the regenerated membrane in TEAOH/H2O system
3.4 再生纤维素膜力学性能
图8是不同固含量再生纤维素膜力学性能的表征。再生纤维素膜随着纤维素固含量的增加(6%~8%),断裂强度由62.8 MPa±1.4 MPa增加到82.3 MPa±2.3 MPa,断裂伸长率由6.5%±1.2%增加到9.2%±1.5%。固含量的增加意味着单位体积内的大分子数目增多,引起大分子聚集,增加了大分子网络的密度和缠绕导致力学性能的提高,在拉伸外力作用下,大分子链伸直、伸长的能力增加,因此断裂强度与断裂伸长率均有所提高。对比纤维素(DP450,4%固含量)在1-乙基-3-甲基咪唑乙酸盐离子液体下再生膜拉伸强度50 MPa[24]、纤维素(DP500,4%固含量)在NaOH/尿素/硫脲体系下再生膜拉伸强度40 MPa,断裂伸长率8.3%[25],与TEAOH/H2O体系下再生纤维素膜的力学性能相近,说明纤维素/TEAOH/H2O溶液成膜后力学性能良好,适合制备再生纤维素制品。
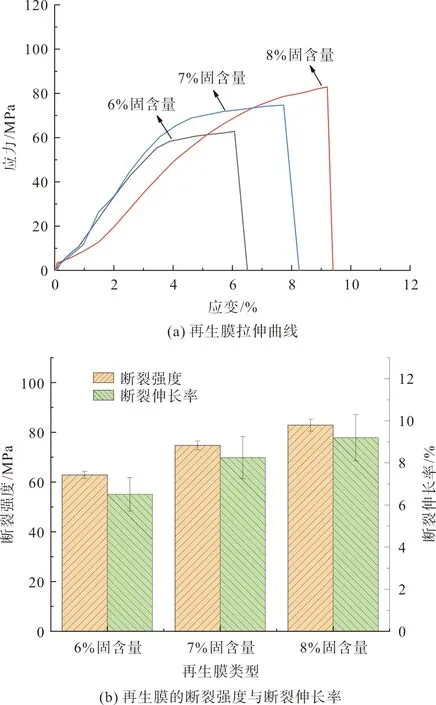
图8 再生纤维素膜力学性能Fig.8 Mechanical properties of regenerated cellulose films with different concentrations
4 结 论
本文通过单因素实验探究溶剂溶解时间、温度、质量分数对其溶解能力的影响,探讨了纤维素/TEAOH/H2O溶液体系稳态流变性能与纤维素固含量、溶液温度的关系,并制备不同固含量的再生纤维素膜。发现并得到以下结论:
1) 四乙基氢氧化铵溶解纤维素的适宜条件的溶剂质量分数是30%~35%,溶解时间10 min,溶解的适宜温度与溶剂质量分数密切相关,在室温(25 ℃附近)下35% TEAOH/H2O可溶解最大固含量8% DP540的纤维素。
2) 通过稳态流变发现,纤维素/TEAOH/H2O体系为切力变稀流体,结构黏度指数随纤维素固含量的降低或者温度的升高减小,黏流活化能随纤维素固含量的增大没有明显的变化规律。TEAOH/H2O体系的结构黏度指数与黏流活化能均较低,溶液性能较好。
3) 再生纤维素膜表面与截面结构致密,无分层现象与明显孔洞,再生纤维素膜力学性能良好。力学性能随着固含量的增加(6%~8%),断裂强度由62.8 MPa±1.4 MPa增加到82.3 MPa±2.3 MPa,断裂伸长率由6.5%±1.2%增加到9.2%±1.5%。
由上可得,TEAOH/H2O溶液在室温下可快捷高效溶解纤维素,溶液性能稳定,适合制备再生纤维素制品,其再生膜力学性能良好,可为开发纤维素绿色环保新溶剂与纤维素资源化利用提供参考。

《丝绸》官网下载

中国知网下载
猜你喜欢
供水技术(2022年1期)2022-04-19
云南化工(2021年11期)2022-01-12
云南化工(2021年6期)2021-12-21
纺织科技进展(2021年3期)2021-06-09
陶瓷学报(2021年1期)2021-04-13
酒·饮料技术装备(2018年1期)2018-04-28
分析测试学报(2015年9期)2015-12-17
应用化工(2014年11期)2014-08-16
应用化工(2014年12期)2014-08-16
河南农业大学学报(2014年2期)2014-04-14