
基于ABAQUS模拟淬火对6061-T6铝合金铸件残余应力的影响
2023-10-12 12:52:30张灵晓乔常鑫郑永涛
上海金属 2023年5期
张灵晓 乔常鑫 郑永涛 李 娜
(1.陕西铁路工程职业技术学院,陕西 渭南 714000; 2.陕西汽车控股集团有限公司,陕西 西安 710200)
6061-T6铝合金具有较高的硬度、耐腐蚀、耐磨性以及良好的焊接和疲劳性能,广泛应用于航空航天、汽车、船舶、机械制造等领域[1-4]。6061-T6铝合金铸件大多采用固溶与淬火处理,淬火过程中快速冷却在工件内部产生的内应力是导致淬火变形的根本原因。残余应力产生的主要原因包括不均匀塑性变形和热处理。残余应力对材料性能有多种影响,如疲劳、应力腐蚀开裂、失效、变形和尺寸变化[5-8]。因此,预测和降低淬火残余应力对于提高6061-T6铝合金零件的质量具有重要意义。本文采用ABAQUS软件对汽车铝合金铸件淬火后的残余应力分布进行分析,并建立淬火过程的温度场模型和应力场模型,为后续分析铝合金零件热处理过程的残余应力提供一种有效方法。
1 试验材料与方法
本文以汽车前纵梁加强板为研究对象,其材质为6061-T6铝合金,采用普通压铸方式生产,然后对压铸件进行淬火处理。采用ABAQUS软件对淬火过程进行数值模拟,热处理工艺为515 ℃固溶后分别于25、45、60、80 ℃水淬。由于固溶处理温度高,将水淬铸件的初始残余应力设为零,即材料的初始残余应力。采用顺序热力耦合分析方法,先进行温度场的模拟分析,再将温度场顺序耦合到应力场,从而提高模拟效率。
采用μ-X360n型X射线残余应力分析仪检测残余应力,采用Cr靶,管压30 kV。测量残余应力前采用饱和氯化钠溶液对试样进行电解抛光。
2 有限元模型的建立
2.1 温度场模型的建立
有限元分析时,采用Hypermesh软件对铝合金铸件模型进行网格划分,所建立的几何模型如图 1 所示,选择A、B两点采集温度。
铝合金铸件的热传导为非线性瞬态热传导,其控制方程为:
(1)

本文中,边界条件为淬火件与水介质之间的传热方式,控制方程为:
(2)
式中:q、hk、hs、h分别为热流通量、对流系数、辐射系数、总传热系数;Tw、Tc分别为边界温度和环境温度。由于淬火过程中铝合金铸件与水温同时变化,传热系数也在不断变化,通过计算可得不同温度水淬的6061-6T铝合金的传热系数随温度的变化[9]如图3所示。
2.2 应力场模型的建立
应力场模型采用小变形理论,将总应变分解为5个分量:
ε=εe+εp+εth+εΔV+εtr
(3)
式中:εe、εp、εth、εΔV、εtr分别为弹性应变张量、塑性应变张量、热塑性应变张量、体积应变张量和相变塑性应变张量。由于本文淬火目的是限制相变,可将εtr值设为零。因此,应变增量可表示为:
Δε= Δεe+ Δεp+ Δεth+ ΔεΔV
(4)
式中:Δεe、Δεp、Δεth、ΔεΔV分别为弹性应变增量、塑性应变增量、热塑性应变增量、体积应变增量。
应力分析与热分析选择相同的单元和节点,应力场计算采用CPE4R单元。6061-T6铝合金的力学性能随温度的变化如图4所示,选取P1、P2、P3 3条路径分析残余应力,如图5所示。
3 结果与分析
3.1 温度场模拟结果
图6(a)和图6(b)分别为铝合金铸件在不同温度水淬过程中A、B点温度的变化。可以看出:随着水淬温度从25 ℃升高至80 ℃,A点温度下降曲线的曲率变化较小;B点温度下降曲线的曲率变化较为明显,尤其是当水淬温度为80 ℃时,铸件温度下降最为缓慢。综上,当水淬温度为80 ℃时,铸件B点温度下降最慢,A点温度下降变化不明显。
3.2 残余应力模拟结果
3.2.1 Mises残余应力
图7为铝合金铸件中Mises残余应力分布云图。可以看出,铝合金铸件的Mises残余应力峰值随水淬温度的升高而逐渐降低,最大为25 ℃水淬后的320 MPa,最小为80 ℃水淬后的290 MPa,降低了9.4%;云图中红色表示高残余应力区域,主要集中在P1路径上,因此分析P1路径的Mises残余应力分布,结果如图8所示。可以看出:随着水淬温度的升高,P1路径的残余应力曲线逐渐趋于平缓;25 ℃水淬后曲线上应力相差最大为60 MPa,80 ℃水淬后曲线上应力相差最大为22 MPa。
3.2.2 横向残余应力(S11)分布
图9为铝合金铸件中横向残余应力(S11)分布云图。可以看出:铝合金铸件的S11残余应力峰值随水淬温度的升高先升高后降低,最小为25 ℃水淬后的286 MPa,60 ℃时为324 MPa,80 ℃水淬后又降低为289 MPa;云图中红色高残余应力区域主要集中在P2路径以及与P2路径平行的板筋上,因此分析P2路径的S11残余应力,结果如图10所示。可以看出:P2路径的S11残余应力随水淬温度的升高先升高后降低,60 ℃水淬后达到最大;25 ℃水淬后曲线上应力相差最大为100 MPa,80 ℃水淬后曲线上应力相差最大为60 MPa,曲线整体上趋于平稳。
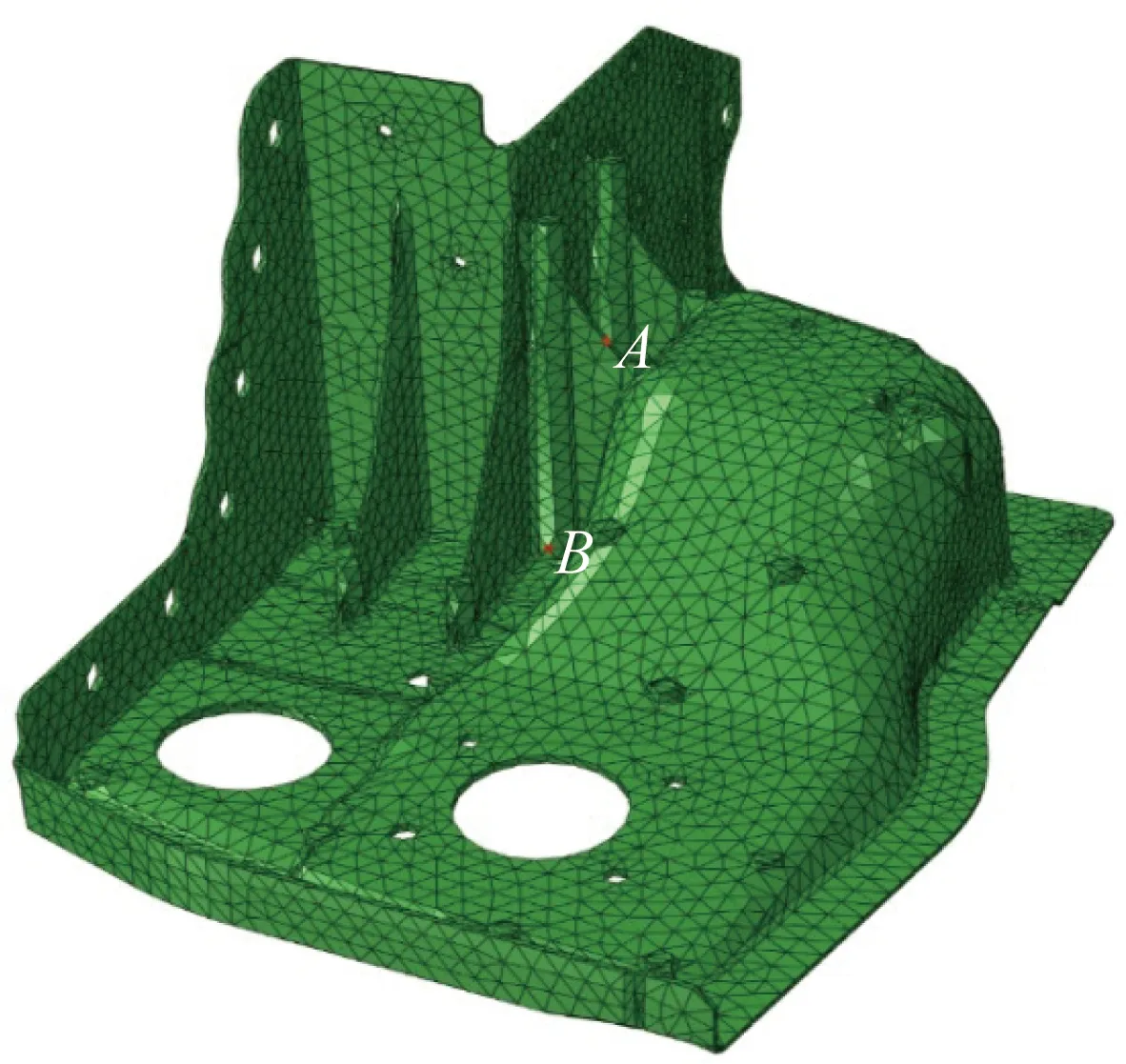
图1 铝合金铸件网格划分Fig.1 Mesh division of aluminum alloy casting

图2 6061-6T铝合金热物理参数随温度的变化Fig.2 Variation in thermophysical parameters of 6061-6T aluminum alloy with temperature
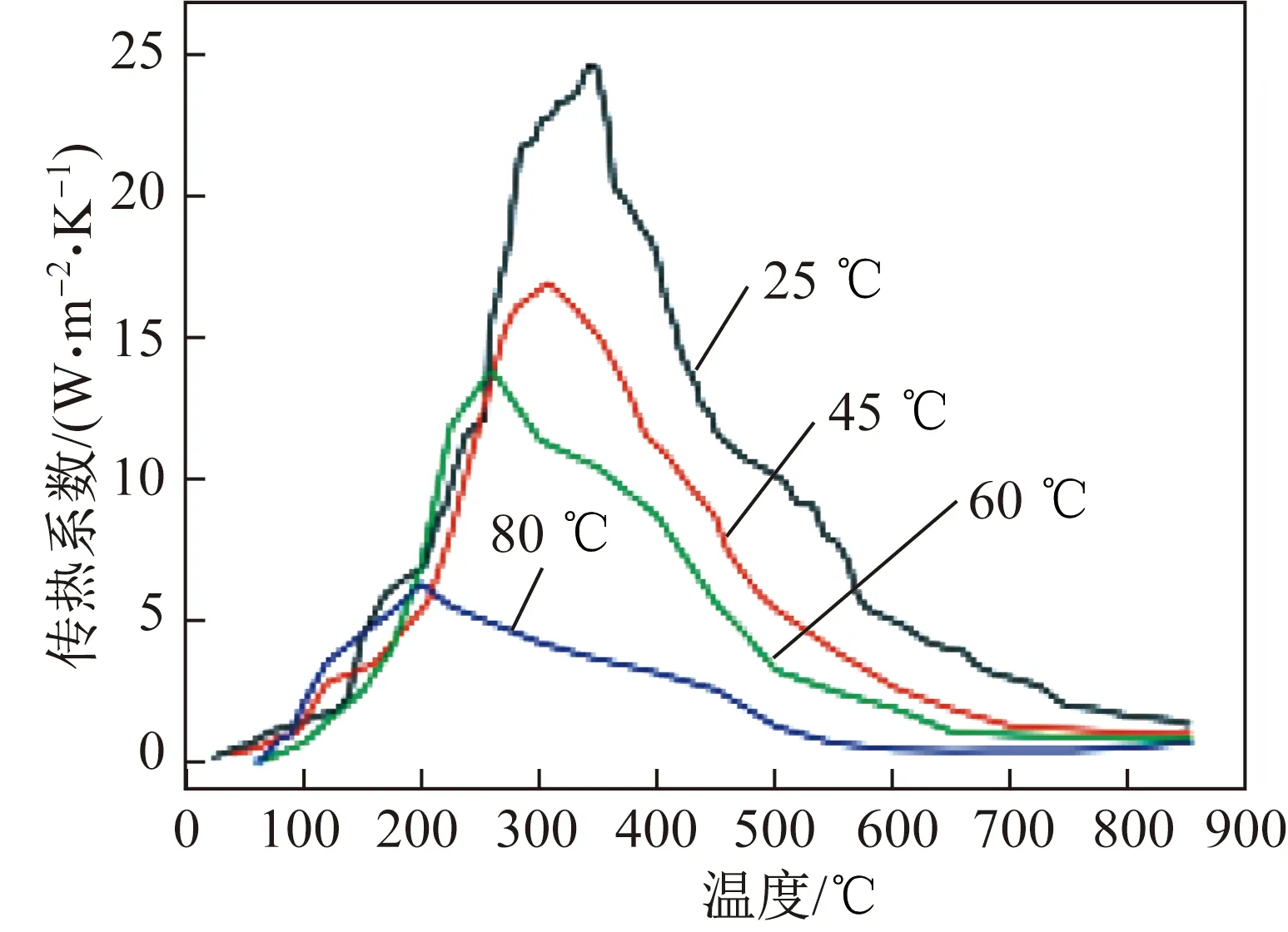
图3 不同温度水淬的6061-6T铝合金的传热系数随温度的变化Fig.3 Variation in heat transfer coefficient of 6061-6T aluminum alloy with temperature after quenching in water at different temperatures
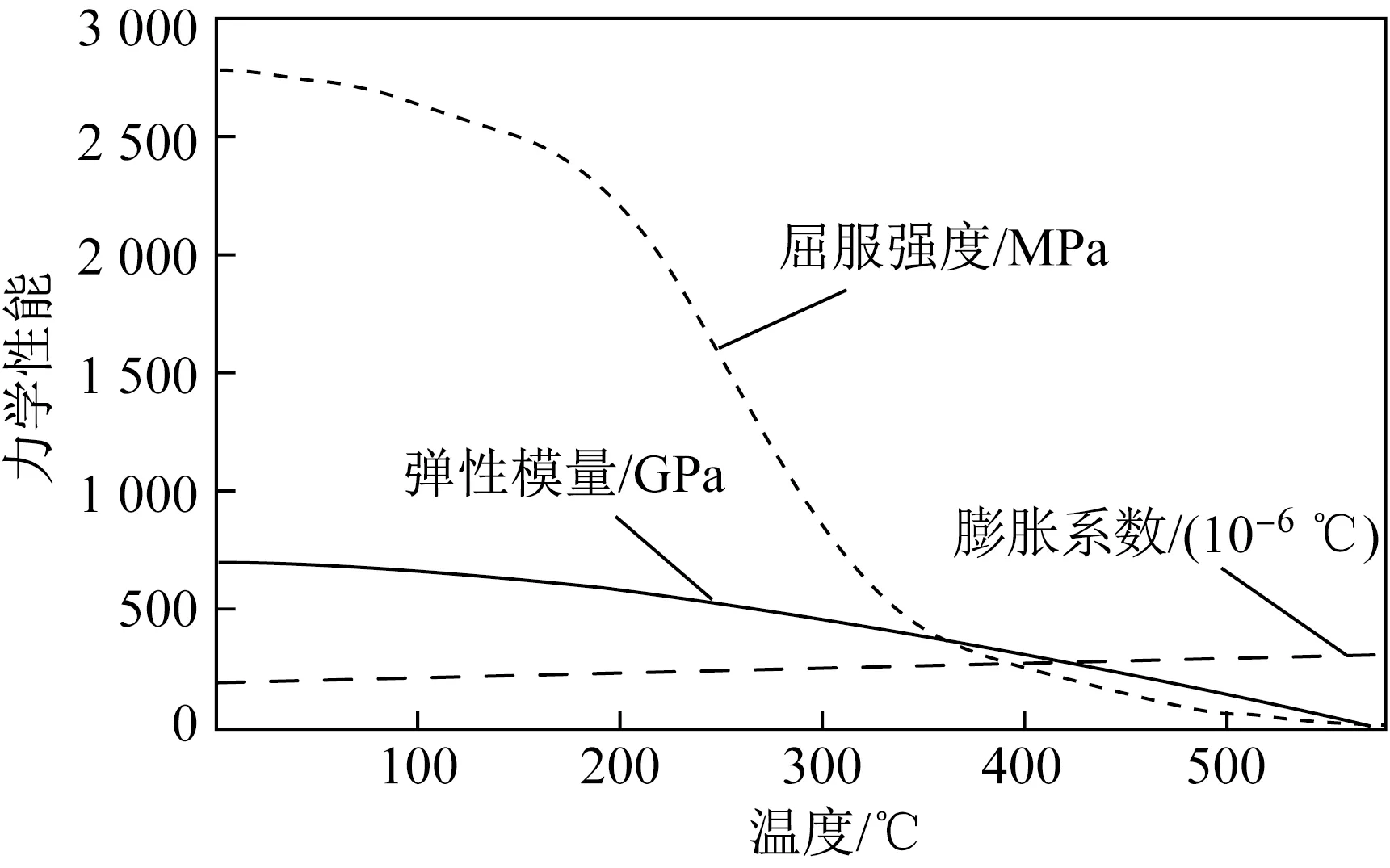
图4 6061-T6铝合金的力学性能随温度的变化Fig.4 Variation in mechanical property of 6061-T6 aluminum alloy with temperature
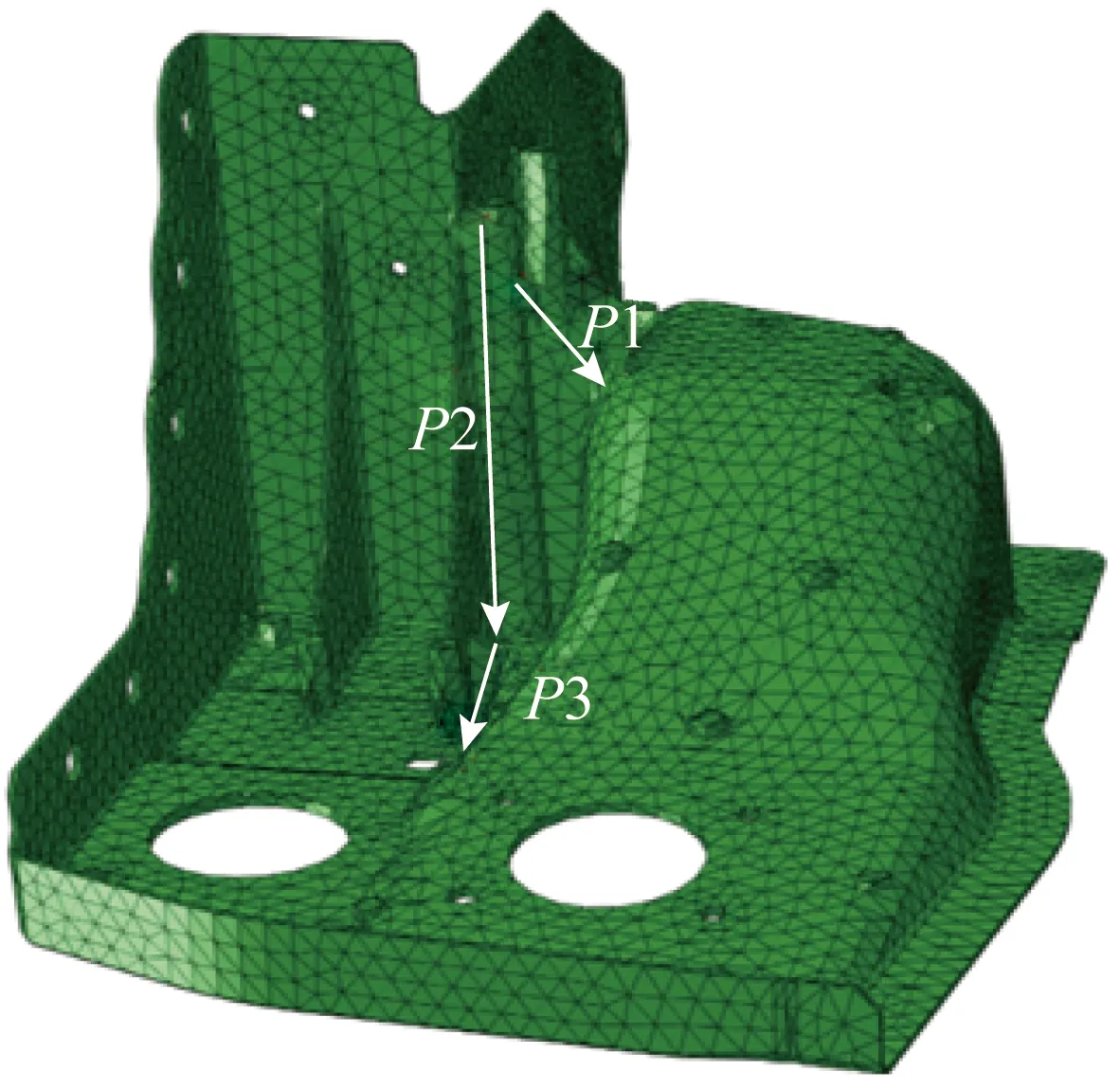
图5 残余应力分析路径Fig.5 Analysis path of residual stress

图7 不同温度水淬的铸件中Mises残余应力分布云图Fig.7 Distribution patterns of Mises residual stress in castings after quenching in water at different temperatures

图8 P1路径的Mises残余应力分布曲线Fig.8 Distribution curves of Mises residual stress along the path P1
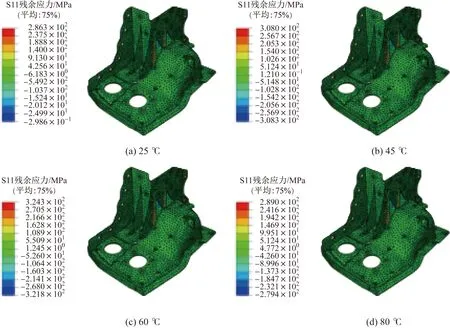
图9 不同温度水淬后的铸件中横向残余应力(S11)分布云图Fig.9 Distribution patterns of transverse residual stress (S11) in castings after quenching in water at different temperatures
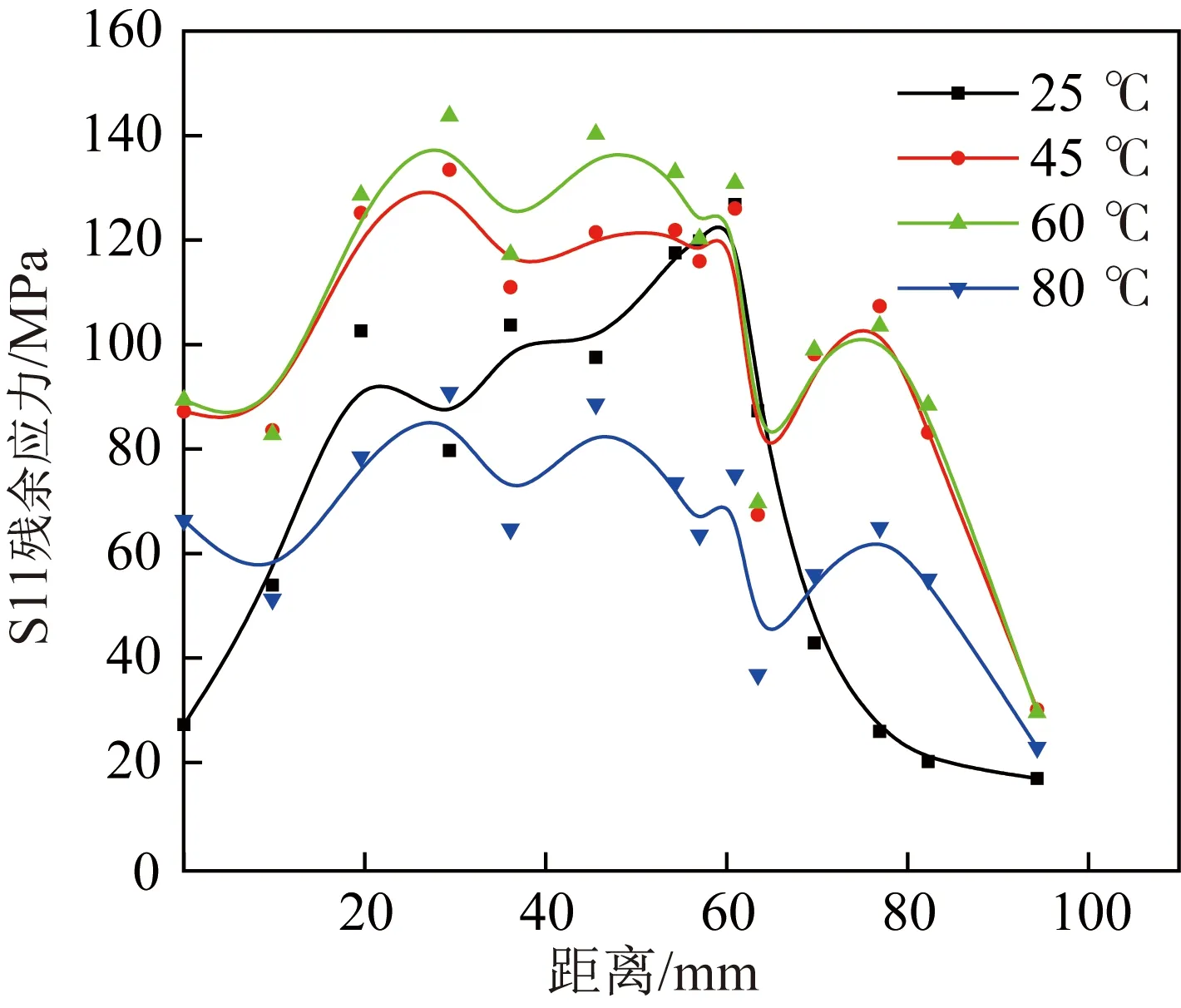
图10 P2路径的S11残余应力分布曲线Fig.10 Distribution curves of S11 residual stress along the path P2
3.2.3 纵向残余应力(S33)分布
图11为铝合金铸件中纵向残余应力(S33)分布云图。可以看出,铝合金铸件的S33残余应力峰值随水淬温度的升高而降低,最大为25 ℃水淬后的159 MPa,最小为80 ℃水淬后的114 MPa,降低了28.3%。云图中红色高残余应力区域主要集中在P3路径以及与P3路径平行的板筋上,因此分析P3路径的S33残余应力,结果如图12所示。可以看出:P3路径的S33残余应力随水淬温度的升高先升高后降低,60 ℃水淬后的残余应力最大,25、45、60 ℃水淬后的3条曲线几乎重合;当水淬温度升至80 ℃时,P3路径的S33残余应力下降较为明显,整体降至最低。
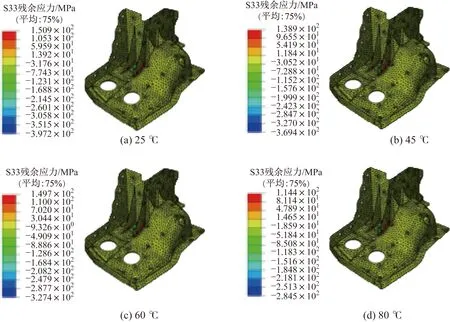
图11 不同温度水淬的铸件中纵向残余应力(S33)分布云图Fig.11 Distribution patterns of longitudinal residual stress(S33) in castings after quenching in water at different temperatures

图12 P3路径的S33残余应力分布曲线Fig.12 Distribution curves of S33 residual stress along the path P3
由于本文的数值模拟未考虑相变和组织变化,非均匀塑性变形的发生是淬火残余应力产生的前提,而应力场模型中的残余应力主要是由于热应力引起的材料不均匀塑性变形与因不均匀塑性变形而无法恢复的弹性变形而产生的。根据铝合金的导热系数,随着水淬温度的升高,导热系数的峰值逐渐降低,尤其是从60 ℃升高至80 ℃时,导热系数整体大幅度降低。因此,铸件B点温度在80 ℃水淬后下降较为缓慢。而水淬温度的升高有利于热应力的缓慢释放,所引起的不均匀塑性应变与无法恢复的弹性应变相对于其他温度(25~60 ℃)时较低,所以在水淬温度为80 ℃时,Mises、S11、S33残余应力峰值与高残余应力区域的应力值整体均最低。此外,Mises、S11、S33残余应力并不都随水淬温度的升高而降低,例如在60 ℃水淬后的S11残余应力峰值较大,这主要是由于该温度下横向塑性应变与残余弹性应变较大所致,所以生产中淬火水温应尽量保持在80 ℃。
3.2.4 试验验证
采用X射线残余应力分析仪检测80 ℃水淬后铸件的S11和S33残余应力分布,并与模拟结果进行对比,如图13所示。可以看出,实测值与模拟值基本吻合,S11残余应力的实测值与模拟值最大误差为23.4%,而S33残余应力的实测值与模拟值最大误差为25.0%。
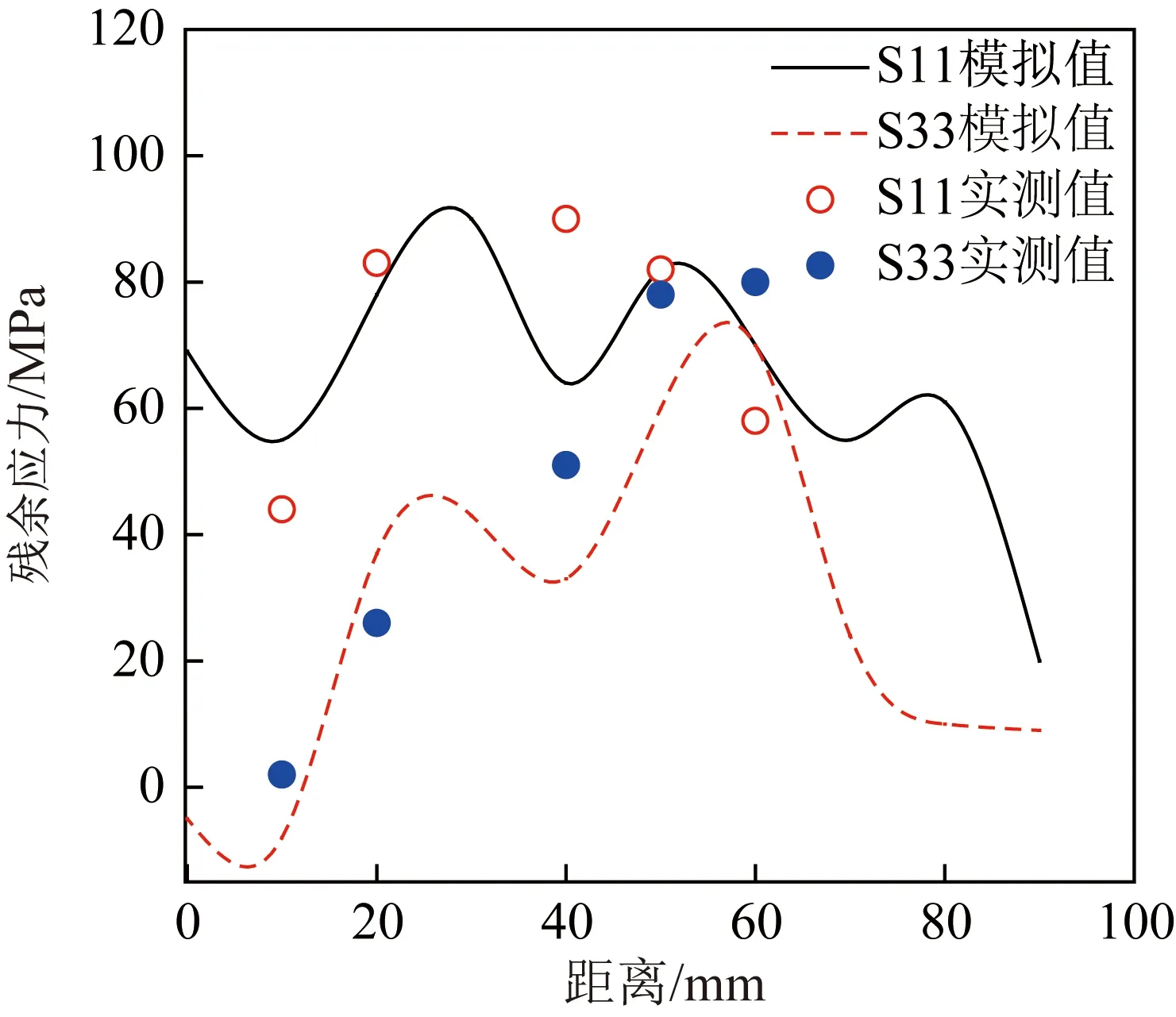
图13 80 ℃水淬后铸件的S11和S33残余应力实测值与模拟值对比Fig.13 Comparison between the measured and the simulated values of S11 and S33 residual stresses in castings quenched in water at 80 ℃
4 结论
(1)铝合金铸件的Mises残余应力峰值随水淬温度的升高而逐渐降低,80 ℃水淬后高残余应力区应力相差最大为22 MPa。
(2)S11横向残余应力峰值随水淬温度的升高先升高后降低,80 ℃水淬后高残余应力区应力相差最大为60 MPa。
(3)S33纵向残余应力峰值随水淬温度的升高而降低,80 ℃水淬火后高残余应力区应力整体明显下降。
(4)80 ℃水淬后S11和S33残余应力实测值与模拟值基本吻合,因此,在实际生产中6061-T6铝合金铸件应尽量在80 ℃水淬。
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
焊接(2016年9期)2016-02-27 13:05:22
西安建筑科技大学学报(自然科学版)(2014年4期)2014-11-12 05:15:26
断块油气田(2014年5期)2014-03-11 15:33:49
